轴承钢钢领车削工艺探讨
2013-10-13 11:51:08王志龙
机械制造与自动化 2013年3期
王志龙
(南京第一机床厂有限公司迈新特公司,江苏南京 211100)
0 前言
我国是世界纺织大国,拥有环锭细纱机锭数约8 000万枚,其数量居世界首位。20号钢钢领占全国钢领市场的90%,瑞士布雷克公司的钢领〔轴承钢(GCr15)或合金钢〕约占我国市场的5%-10%。市场潜力巨大,我公司生产的轴承钢钢领生产线已成功地销往纺织行业。销售价格是20号钢钢领的3~4倍,迈出替代进口同类产品的第一步。本文对车加工工艺进行探讨,钢领的品质提升有待于涉及的行业共同努力。这是一个系统工程,材质要求的提高、热处理工艺的优化、切削刀具的进步等各方面的齐心努力,才能使我国的钢领成为世界的名牌。
钢领是指环锭细纱机和环锭捻线机中起加捻和卷绕作用的钢制圆环形机件。按几何形状分为平面钢领、竖边钢领和锥面钢领三种。环锭的“环”字指的就是钢领。其中,平面钢领使用广泛,且用量较大。现着重平面钢领车加工工艺的探讨。
1 轴承钢平面钢领的车削工艺探讨
选用数控全自动专用机床加工轴承钢钢领(图1),数控系统要求带有圆弧插补功能。选用机夹固定不重磨刀具,刀片涂层和材质的选用针对轴承钢材料,且注意断屑槽型的选择。切削过程要保持断屑,避免带状铁屑的缠绕影响加工品质和自动化的过程。
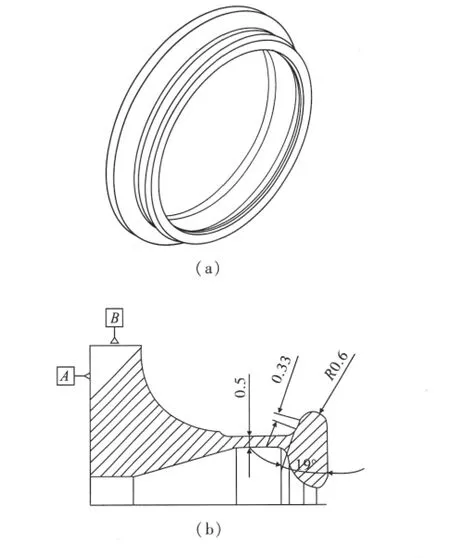
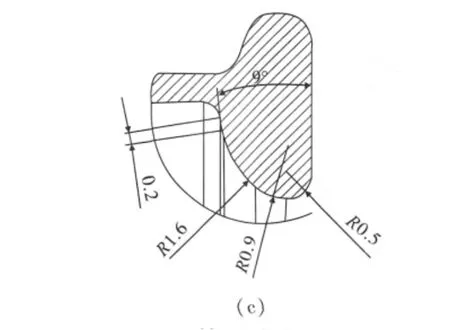
图1 轴承钢钢领加工图
1.1 加工基准的选择(见图1(b))
根据基准“三统一”的原则,即设计基准、装配基准、加工基准统一使用一个基准。图中A基准是设计基准和装配基准,所以选择A基准和B基准为加工基准。
1.2 根据毛坯和零件图分析
a)切削余量较大,壁厚最薄处只有0.5 mm(见图1(b)),强度和刚度低,易变形。
b)形状复杂,内跑道由三段圆弧和一段斜线构成(见图1(c)),外跑道由一段圆弧和一段斜线构成(见图1(b))。关键在于控制好内跑道、右端面和A基准的相对位置精度,所以工艺要考虑粗加工、半精加工和精加工分开加工。
1.3 粗基准的选择
选择零件右端的外圆和端面作为粗基准(夹持端)。
1.4 通过工艺分析,分三道工序完成对该零件的车削加工
a)第一道工序:夹持零件右端以毛坯外圆和端面为粗基准。
第一工步:加工基准A端面和基准B外圆,作为后两道工序的加工基准。
第二工步:除三段内圆弧R1.6、R0.9、R0.45和9°内锥面(见图1(c))放精加工余量外,其余分粗、精加工达到图样要求。注意:基准A端面只允许内凹。
基准A端面和基准B外圆与内跑道一次装夹后,加工完成,保证了它们之间的相对位置精度。
b)第二道工序:以基准A端面和基准B外圆作为夹持端
第一工步:加工右端面。
第二工步:外径部分加工余量大,可用宽1.82.0 mm割刀粗加工,效率高。
第三工步:用外圆刀加工各部至图样要求,圆弧R1.6和19°锥面放超精加工余量。
c)第三道工序:以基准A端面和基准B外圆作为夹持端
第一工步:精镗9°内锥面和内圆弧R1.6、R0.9、R0.45,放超精加工余量。
第二工步:用陶瓷刀具超精加工9°内锥面和内圆弧R1.6、R0.9、R0.45,达到图样要求。
第三工步:用陶瓷刀具超精加工19°外锥面和外圆弧R0.6,达到图样要求。
2 使用数控技术和不重磨刀具的优点
1)使用数控技术和圆弧插补技术进行切削加工,圆弧的几何形状能够达到图样要求,没有圆弧变成椭圆弧的现象(相对成型刀切削)。
2)钢领的内跑道和外跑道组成的直线与圆弧、圆弧与圆弧的切点位置坐标准确,且精度高。
3)加工表面连续光滑,没有明显的接刀痕迹。
4)不需轧光工艺。
5)零件的一致性容易控制。
6)选择合适的刀具材料和断屑槽型,没有带状铁屑,有利于提高表面加工品质。
7)减少了对操作人员个人技能的依赖度。
8)使用不重磨刀具,便于切削数据库地建立和经验的积累。
9)对每个切削刃加工合格零件数量进行统计,提前更换切削刃保证了产品品质。
10)使用不重磨刀具,减少了员工磨刀的时间,降低对员工的技能要求。
3 普通机床加工和轧光工序的分析
1)用普通机床加工钢领对员工的技能要求高,培养周期长。
2)采用高速钢成型刀具,其前角在10°左右,使圆弧R变成椭圆弧,造成钢领圆弧的几何形状发生变化。
3)由于每人每次装刀的差异(凭目测、感觉及经验),造成圆弧坐标位置不准确,品质不稳定。
4)用成型刀进行成型切削(圆弧段和斜线段)每点的切削速度不同、切削方向不同(圆弧曲率不同),造成加工表面不光滑,表面粗糙度精度等级低。
5)成型刀切削比数控轨迹法切削效率要高,追求低品质产品的效率,战略方向上是否出现了偏差,需要去思考。从售价上看,与国外相差近20倍。所以钢领生产企业需要转变观念,新一轮的产业结构调整也需要企业站走进高端制造,抢占制高点。
6)轧光工艺提高钢领表面的光亮度,无助于钢领的形位公差精度的提高,反而有所降低。轧光是对钢领加工表面进行无切削滚压的过程,要施加一定的滚压力。在滚压表面集聚滚压应力,淬火后应力释放重新分布造成零件变形圆度在0.2 mm。
7)低速切削形成大量的带状铁屑易划伤已加工面,乳化液的使用也污染环境。
4 钢领技术要求的探讨
圆度和平面度是形状公差,不是位置精度公差。钢领是钢丝圈的一条“高速公路”,速度在300 r/s,产生约300°以上的高温。两者接触面多少的问题和惯量问题的考虑,都需要对钢领的位置精度进行探讨。
5 经济性分析
1)20 号钢钢领售价1.5~1.8元/只,瑞士布雷克钢领售价30元/只。现在生产的轴承钢钢领售价6.2~6.8元/只,未来售价在20~30元/只。市场需要培育,用户需要认知,向国外高端产品看齐是需要一定的过程。
2)替代进口产品,按全年进口200万只钢领计算,可减少外汇支出6 000万元人民币。
3)轴承钢钢领高速轨迹法车削工艺方案,带动我司专机销售360万元,成为新的经济增长点。
4)由1人操作三台专机生产线,可减少2人。按人均年收入3万元计算,单班制可节约人力成本6万元,双班制生产可降低人力成本12万元,且品质、产量和效率同步提升。
[1]杨叔子.机械加工工艺手册.[M].北京.
[2]沈其文,徐鸿本.机械制造工艺禁忌手册.[M].北京.
[3]袁哲俊,刘华明.金属切削刀具设计手册.[M].北京.
[4]曾正明.机械工程材料手册[M].北京.
[5]顾崇衔.机械制造工艺学[M].北京.
猜你喜欢
现代工业经济和信息化(2022年8期)2022-09-24 08:14:52
山东冶金(2022年1期)2022-04-19 13:40:36
锻造与冲压(2021年3期)2021-02-27 07:12:12
棉纺织技术(2020年12期)2020-12-24 02:56:12
棉纺织技术(2020年12期)2020-12-24 02:56:12
制造技术与机床(2018年8期)2018-10-09 08:27:48
制造技术与机床(2018年8期)2018-10-09 08:27:46
纺织器材(2017年2期)2017-04-06 02:20:38
上海金属(2016年4期)2016-11-23 05:39:26
纺织器材(2016年5期)2016-11-22 10:55:13