CEW-2000A轴承磁粉探伤机托架改造
2013-10-11 03:10曹国君
哈尔滨轴承 2013年3期
李 婷 ,曹国君,王 丽
(哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨 150036)
1 前言
CEW-2000A轴承磁粉探伤机系机电分立式磁粉探伤设备,适用于以湿式磁粉法检测由铁磁材料制成的环形件的表面及近表面因铸造、锻造、加工、疲劳等各种原因引起的裂纹和各种细微缺陷。
2 探伤原理
轴向磁化采用开路磁轭感应法,在工件上产生周向磁场。假如存在磁通线相交的裂纹或近表面缺陷,则在裂纹两侧立即产生N和S两磁极,部分磁通进入附近的空间,形成能吸附磁粉和裂纹指示的泄漏磁通场。喷洒在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的磁痕位置、大小、形状和缺陷的严重程度,如图1 所示,由此可检测工件上的裂纹等缺陷。通过探伤可及时发现产品的隐形质量问题,保证产品质量。

图1 不连续处漏磁场分布
3 改进前存在的问题
CEW-2000A轴承磁粉探伤机原为某非标轴承的专用探伤设备,产品托架为该产品专用托架,如图2 所示。其工作原理为一个主动轴通过轴承连接到齿轮,通过齿轮传动,带动两个由聚乙烯材料制成的工件托架。工作时将工件放在托架上,以托架将工件支撑住。目前该产品已停产,转而生产汽车圆柱滚子轴承。由于厂家要求对汽车圆柱滚子轴承进行100%探伤检验,根据目前情况重新购置新设备成本过高,因此,针对现有的CEW-2000A进行托架改造,使其可以适用现有产品的探伤工作。设备改造不仅可以满足目前生产需要,同时又提高了重点产品的质量。

图2 某非标轴承专用探伤设备用托架
4 改进后的测量方法及测量效果
设备的工艺过程:自动检测时,将工作方式选择在自动位置,按动工作按钮或脚踏开关,设备自动执行PLC内部程序,实现电极夹紧——转动喷淋——磁化(两次)——松开——转动——工件下料(人工)等一系列的半自动化动作。手动检测时,将工作方式开关拨至手动位置,按动夹紧按钮,导磁棒闭合电极夹紧,按动喷淋按钮或用手动喷枪对工件喷洒磁悬液,同时按动转动按钮使工件转动,使之充分湿润;按动磁化按钮或脚踏开关,对工件进行充磁;磁化完毕,按动转动按钮,进行转动观察;观察完毕后按退磁按钮,对工件进行退磁;退磁结束,按动松开按钮,将工件松开,一个工件检测完毕,重复此过程实现批量检测。
4.1 设备电极改造
由于设备改造之前为非标轴承的专用探伤设备,根据非标轴承的结构特点(见图3 ),两端电极为一端为尖式电极,一端为平面电极,如图4 所示。工作时尖式电极紧靠在非标轴承的小眼上,电极与零件小眼充分保持接触,平面电极靠在工件上,使两端电极都能紧靠工件,保证通电之后磁感线分布均匀,使工件磁化均匀,避免由于磁感线不均引起检测判断失误。但是针对目前的产品结构,现有的两端电极就不能适用了,主要是因为两级不能紧密地接触会造成磁感线分布不均,从而影响到检测效果。将两级用导磁率较好的黄铜用螺丝将其固定在电极两端,如图5 所示,工作时两电极紧密接触以保证磁感线分布均匀,保证检验的准确性。
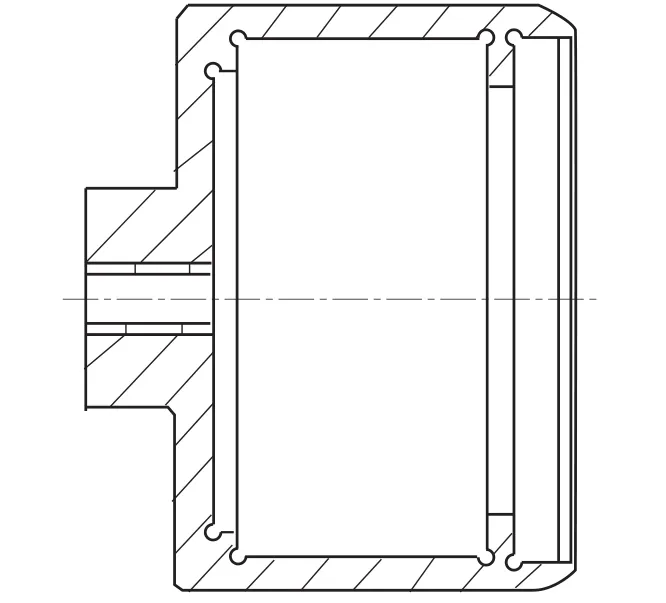
图3 非标准轴承零件图

图4 电极改造前
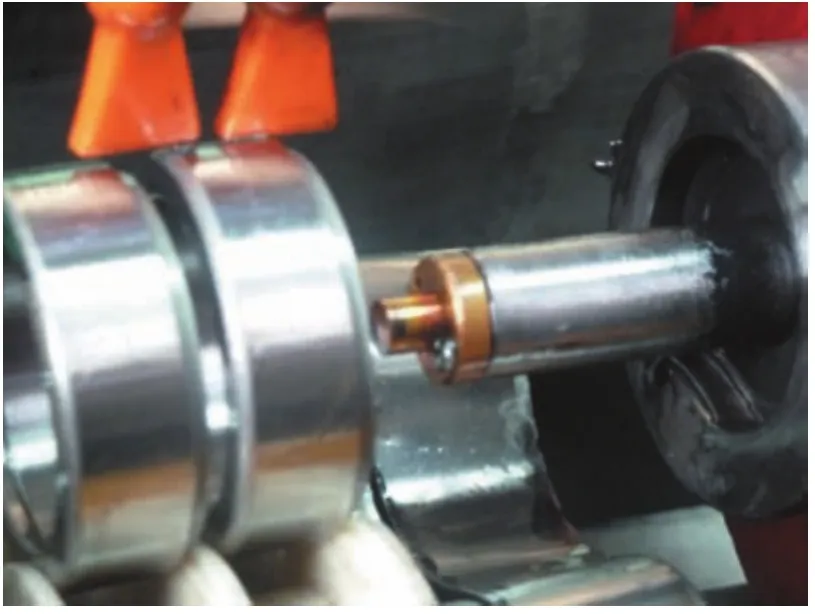
图5 电极改造后
4.2 设备托架改造
目前的产品已不能使用现在的托架,所以要对托架进行改造,改造后工件托架如图6 所示,首先将下端的模具拆开,发现原来的轴承为带密封盖的轴承,在日常工作中磁场将磁粉吸附到轴承里面,由于有密封盖的阻挡,吸附到轴承内部的磁粉很难排放出来,时间长了就会影响轴承的转动。针对该情况,将原有的轴承换为开放式的轴承,这样磁粉方便排除,提高轴承的寿命,同时也提高了转动效率。

图6 改造后的托架
5 结束语
通过对CEW-2000A轴承磁粉探伤机托架改造以及对汽车圆柱滚子轴承测量和质量情况的跟踪证明,该探伤机降低了检查时间,检查时高效省力,数据准确,保证了检查的可靠性,提高了生产效率,节约了成本,设计合理,操作方便,保证了产品质量,在生产中收到良好的效果,具有较高的推广价值。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
中国特种设备安全(2021年3期)2021-07-28
电站辅机(2021年4期)2021-03-29
机械制造与自动化(2021年1期)2021-02-03
照相机(2020年2期)2020-07-23
制造技术与机床(2019年7期)2019-07-22
石油化工建设(2018年3期)2018-11-30
中国中医药信息杂志(2017年4期)2017-03-28
小学科学(2016年11期)2016-12-08
项目管理技术(2016年8期)2016-05-17