MZ2015D内圆磨床电气系统的改造
2013-10-11 03:11王丽梅王立波
哈尔滨轴承 2013年2期
陈 滔,王丽梅,王立波
(1. 哈尔滨轴承集团公司 通用轴承公司,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨150036;3. 哈尔滨中润房产经营物业管理有限公司,黑龙江 哈尔滨 150036)
1 前言
MZ2015D是我公司专为加工精密品轴承引进精密设备,目前我公司用于加工NN系列双列短圆柱滚子轴承和精密级圆锥滚子轴承,由于原设备 工件轴电机采用4/8级变速和塔形轮皮带调整变换转速,当工件变换转速时很不方便,而且中间转速没有,很难达到精密品轴承的加工要求。该设备小往复采用步进电机驱动,但滚珠丝杆没有自动润滑系统,仍采用手动润滑。
2 利用变频器改造机床电气系统
变频器调速技术具有运行平稳可靠,故障率低,控制简单,驱动力矩强、保护系统完善等特点。近年来,技术日趋成熟,已被广泛应用于很多行业。因此决定应用变频技术对MZ2015D内圆磨床工件主轴电机及电气系统进行技术改造。电气改造原理图见图1 所示。
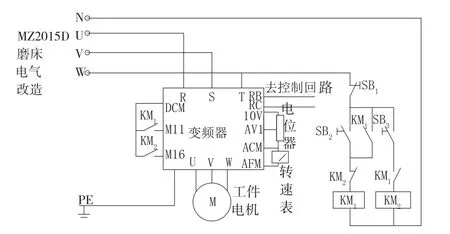
图1 电气改造原理
2.1 工件主轴部分电气系统的改造
(1)将工件轴电机由原来的4/8级1.1/0.75kW双速交流电机改变接线方式,该变成4级1.1kW交流电机。
(2)变频器的选择:由于使用1.1kW电机作为工件主轴驱动电机,变频器选择台达1.5kW变频器。
(3)利用原电机高速起动接触器触点作为变频器正转运行起动的开关量信号。
(4)利用原电机低速起动接触器触点作为变频器寸动运行信号的开关量信号(机床对点时使用)。
(5)将转速表85C1-V接入变频器0~10V接线端子。
(6)安装5W4.7k电位器作为变频器频率指令来源。
(7)将变频器多功能指示输出接点RC RB串入控制回路起保护作用。
(8)将变频器初始运行参数做相应修改,如将第一频率指令来源设定为由数字操作器输入改为外部端子控制,增加了寸动功能。变频器运行参数详见表1 。
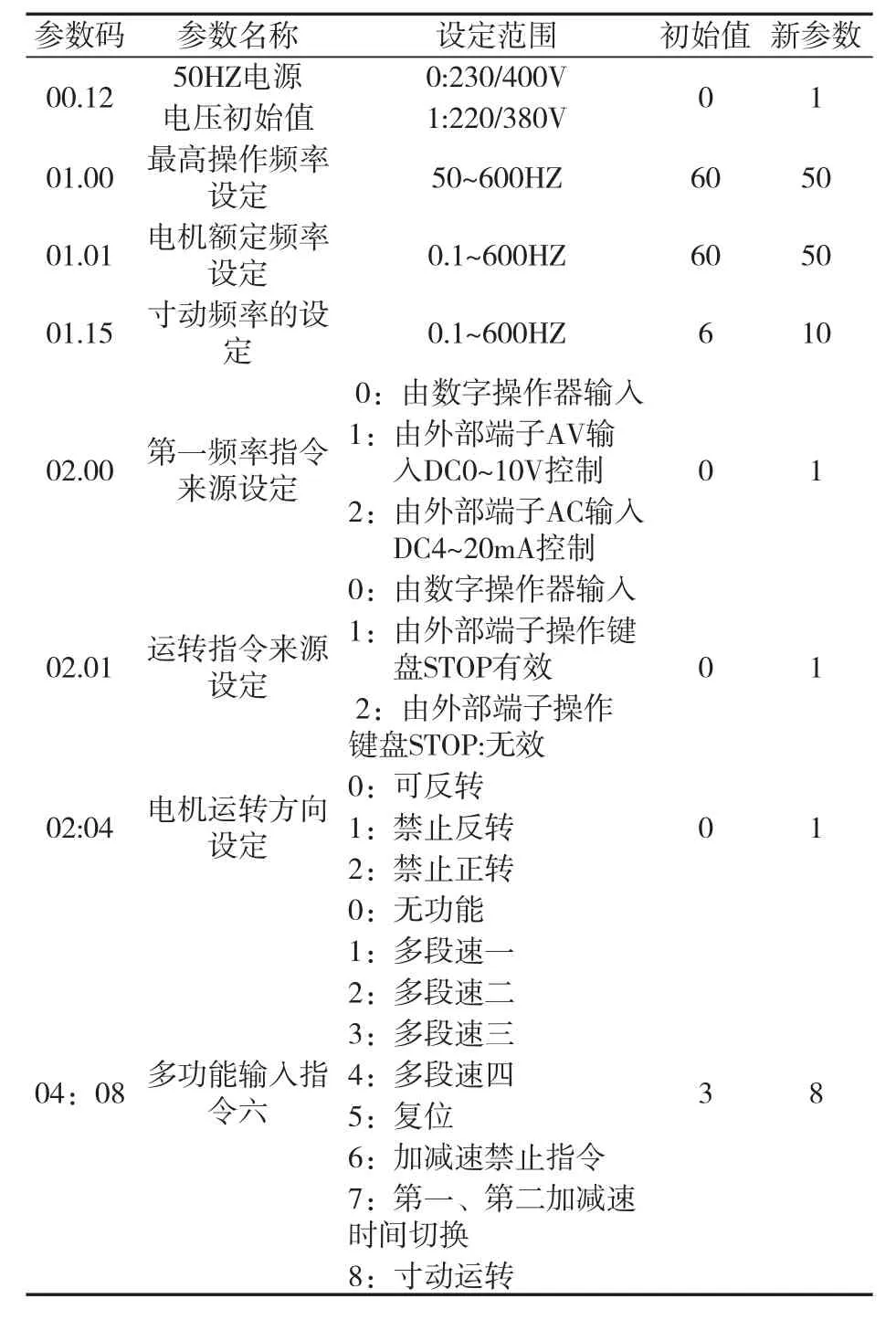
表1 变频器运行参数
3 步进电机滚珠丝杠加装自动润滑系统
该设备步进电机安装在小往复横向进给机构上,滚珠丝杠润滑方式采用手动油壶定期人为润滑(加工4h润滑一次)没有定量,很不方便,容易造成忘记润滑或造成过量润滑。进而导致进给机构的滚珠丝杠磨损,影响设备的加工精度。
3.1 步进电机进给机构的改造
受CNC数控设备伺服电机进给机构润滑方式的启发,数控设备的润滑方式一般采用定量自动润滑。设备在加工过程中,由CNC数控系统定时定量发出一个脉冲信号给定量泵来进行润滑。伺服电机进给机构的滚珠丝杠始终保持润滑状态。
3.1.1 电气系统的改造
具体问题具体分析,对MZ2015D设备进给机构内部结构进行分析,决定采用独立的定时定量润滑系统总成,加装在设备步进电机的进给机构上。控制端由PLC可编程控制器的输出端(油泵的启动信号)控制。这样只要设备开动油泵,润滑系统就会给滚珠丝杠定时定量的润滑。
设计自动间歇润滑电路,润滑工作由一台电机带动油泵完成,要求润滑10秒后停止2min,不断循环工作。
自动间歇润滑电路图如图2 所示,其工作原理如下:
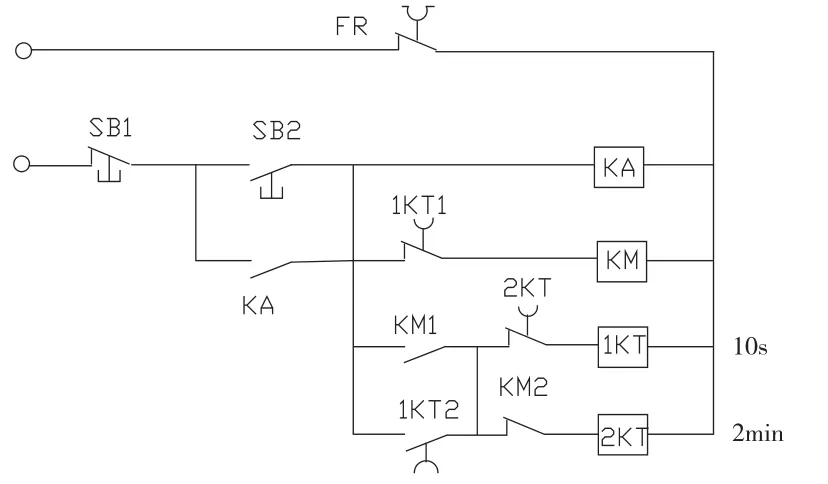
图2 自动间歇润滑电路
(1)按下启动按钮SB2,中间继电器KA线圈通电,其常开触头KA闭合自锁。
(2)KA闭合自锁后,接触器KM线圈通电,其主触头(图中未画)闭合,接通电动机主电路使电动机起动工作,润滑开始。KM的常开辅触头KM1闭合,使10秒延时时间继电器1KT线圈通电,并开始延时。KM的常闭触点KM2断开,使2分钟延时时间继电器2KT线圈回路断开。
(3)当1KT时间继电器10秒延时时间到,其常闭触头1KT1断开,常开触头1KT2闭合。接触器KM线圈断电,断开电动机主电路,电动机停止工作,润滑停止。且KM接触器的常闭触头KM2闭合,2分钟延时时间继电器2KT线圈通电,并开始延时。
(4)当2KT时间继电器2分钟延时时间到,其常闭触头2KT断开,时间继电器1KT线圈断电。1KT时间继电器常闭触头1KT1闭合,接触器KM线圈再次通电使电动机再次起动工作,开始润滑。
(5)由于1KT时间继电器线圈断电时,常开触点1KT2断开,而接触器KM通电后常闭辅触头KM2断开,所以时间继电器2KT线圈断电,其常闭触头2KT闭合,时间继电器1KT线圈再次通电延时。如此往复,电动机将工作10秒后停止2分钟周期地工作下去,直到按下停止按钮SB1,中间继电器KA线圈断电,自锁触头KA断开,整个控制回路和电动机停止工作。
润滑定时定量的时间可在润滑系统上随时调整。
3.1.2 机械系统的改造
该设备润滑结构分析:由于采用手动润滑,看其润滑系统的油路通道剖面图如图3 所示。
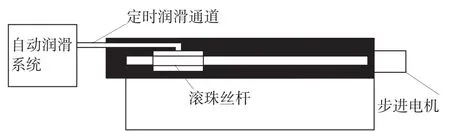
图3 润滑系统油路
分析决定:在其原来的注油孔上,装上油嘴、油管引入润滑系统就可以了。
4 结束语
该设备改造之后,经过一年多的使用验证,设备运行平稳,操作方便,工件电机主轴实现了0~30r/min平滑无极调速。润滑系统由原来的手动润滑,实现了自动定量润滑方式即自动润滑。其特点是操作方便,故障率低,节约了维修成本,并且在加工NN系列双列短圆柱滚子轴承等其它精密品轴承的产品,完全能达到各种工艺参数要求。产品精度的提升,品质得到保障,达到预期效果,该项目技术改造值得同类设备中推广使用。
猜你喜欢
自动化仪表(2020年10期)2020-11-13
制造技术与机床(2019年11期)2019-12-04
电子制作(2019年7期)2019-04-25
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
通信电源技术(2016年1期)2016-04-16
船舶力学(2015年6期)2015-12-12
电测与仪表(2014年15期)2014-04-04
电测与仪表(2014年8期)2014-04-04
汽车维护与修理(2014年10期)2014-02-28
河南科技(2014年23期)2014-02-27