智能阀门定位器在炼钢的应用
2013-09-30 06:39李贺元
中国信息化·学术版 2013年6期
关键词:过程控制
李贺元
[摘要]随着计算机技术进入PC时代以及在炼钢自动化过程控制中的广泛应用,新型智能阀门定位器逐渐取代了传统阀门定位器,成为当前炼钢自动化过程控制中最主要的阀门定位器。气动调节阀具有可靠、准确、快速功能完善且操作简洁容易的特性在炼钢生产中得到广泛的应用。在炼钢工艺上调节过程是产品质量的重要保障,如何选择符合生产的调节阀及阀门定位器尤为重要。本论文首先对炼钢工艺过程控制中气动调节阀应用范围及重要作用进行阐述,其次对传统的阀门定位器和新型智能阀门定位器进行分析研究,主要对其原理、性能、操作、使用、控制进行阐述。最后参考西门子PS2系列阀门定位器在炼钢工艺中使用情况进行总结。
[关键词]气动阀门定位器;氧枪;底吹;过程控制
[中图分类号]TG435+2 [文献标识码]A [文章编号]1672-5158(2013)06-0199-02
一 引言
随着炼钢工艺的发展,工业自动化过程控制尤其重要。炼钢过程控制主要包括汽包三冲量调节过程控制,氧枪冶炼过程氧气、氮气调节过程控制,转炉冶炼过程中底吹过程控制,LE炉冶炼过程吹氩搅拌控制等,这些环节对钢产品质量和生产安全有很大的影响。冶炼周期内包含自动调节控制汽包液位、氧气压力流量控制,钢水在炉内均匀成分时的氩气流量控制;粗钢经过LE炉进行精炼作业时进行钢包氩气搅拌的流量控制。这些控制全部来源于自动化过程控制中主要组成部中的调节阀,而钢产品质量取决于上述工艺过程,故过程控制的质量决定于钢产品质量。
过程控制质量取决于过程控制仪表,包括传感器、控制单元、执行器以及各种辅助装置。执行器由执行机构和调节机构组成,按驱动行式分为液动、电动、气动执行器三种,而气动执行器(又称气动调节阀)以压缩空气为动力能源的一种执行器,它具有结构简单、动作可靠,性能稳定、价格低廉、维修方便等特点,一直都是炼钢工艺中常用的产品。
为了调节阀能够精确调整介质流量,改善调节阀使用精度,执行机构上都安装阀门定位器。阀门定位器是启动调节阀的主要附件,与调节阀配套使用,接受系统给定信号,以阀门定位器的输出信号进行比较来调节阀门开度,通过阀杆反馈信号与调节阀给定信号的偏差进行精确调节阀门开度。
二 传统阀门定位器的基本原理
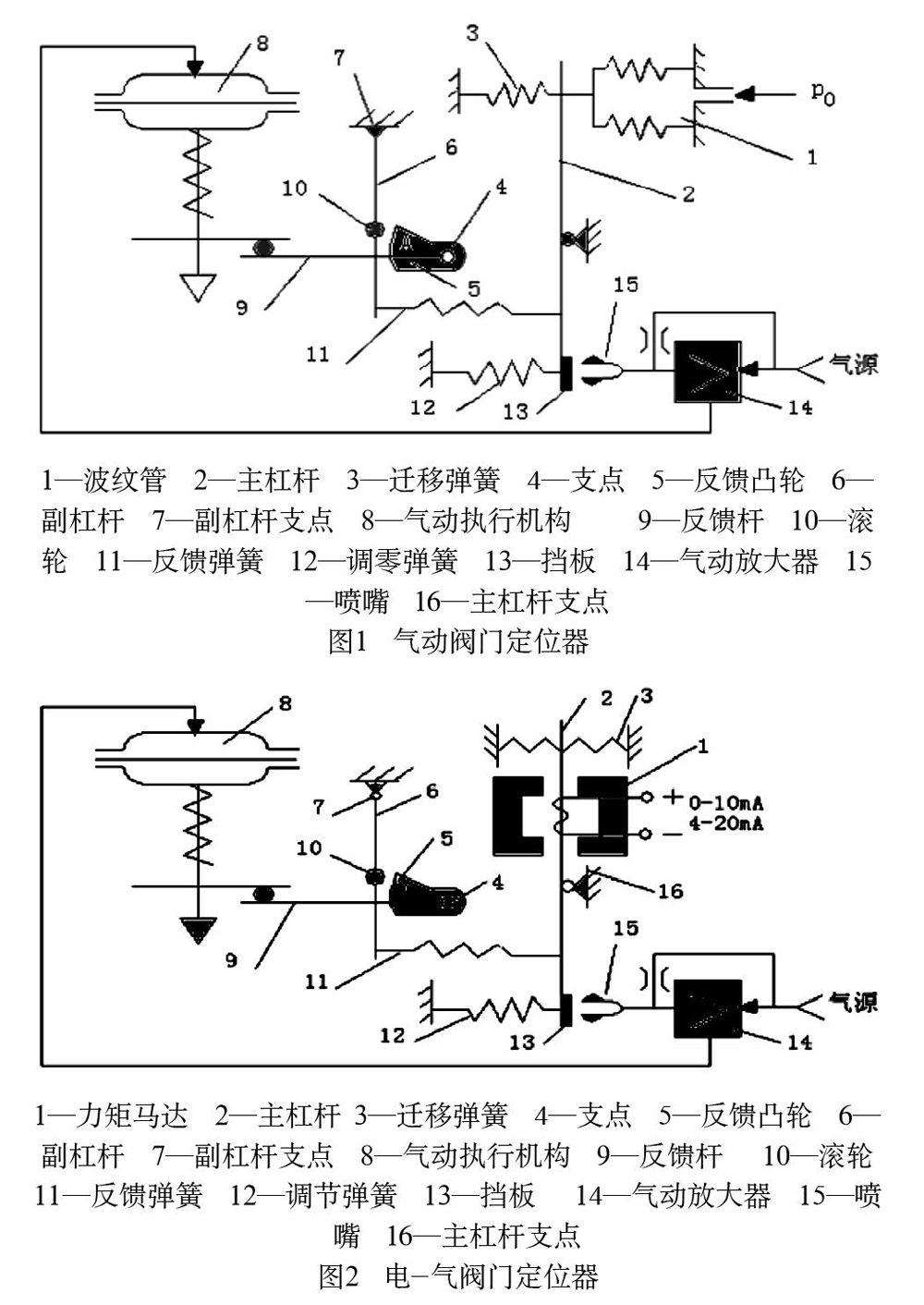
气动阀门定位器按输入信号类型分为机械力平衡阀门定位器和电气阀门定位器。气动阀门定位器接收控制器输出气压信号,然后产生和控制器输出信号成比例的气压,用以控制薄膜型气动调节阀。改变喷嘴和挡板的距离可以改变喷嘴处压力,通过凸轮反馈的形状确定流量特性。气动阀门定位器工作原理如图2.1所示,当控制器来的信号P1增大时,波纹管1就伸长,并推动挡板13以反馈凸轮5为支点逆时针偏转,于是挡板13就接近喷嘴15,喷嘴反向压力增大,反向压力经过放大器14放大后,输出压力迅速上升,使膜头8压力增大阀杆带动反馈杆9向下移动,和反馈凸轮5绕支点4顺时针偏转使挡板与波纹管1为支点做逆时针偏转,于是挡板13离开喷嘴15,是输出压力下降,此时阀杆向下移动引起负反馈作用,此时一定的压力信号就对应一定的阀位信号。
电气阀门定位器的输入信号为0~20mA或4~20mA信号,输出为气压信号,其工作原理如图2.2所示。它的工作原理是力矩平衡原理,当电流通过力矩马达线圈两端时,它与永久磁钢作用后,对杠杆产生间矩,于是挡板接近喷嘴,经放大器放大后输出压力通入执行机构的气缸,通过反馈凸轮拉伸反馈弹簧,弹簧对主杠杆的反馈力矩与输入电流作用在主杠杆上的力矩平衡时,一定的电流信号对应一定的阀位信号。“
电气阀门定位器在使用过程中因受机械力影响、材质不同、环境不同造成平衡系统经常出现不稳定状态,需要经常进行调整,既增加了维护人员的工作强度,同时也对正常的过程控制产生了影响,对炼钢的生产的安全稳定造成巨大的隐患。
三 智能阀门定位器的基本原理
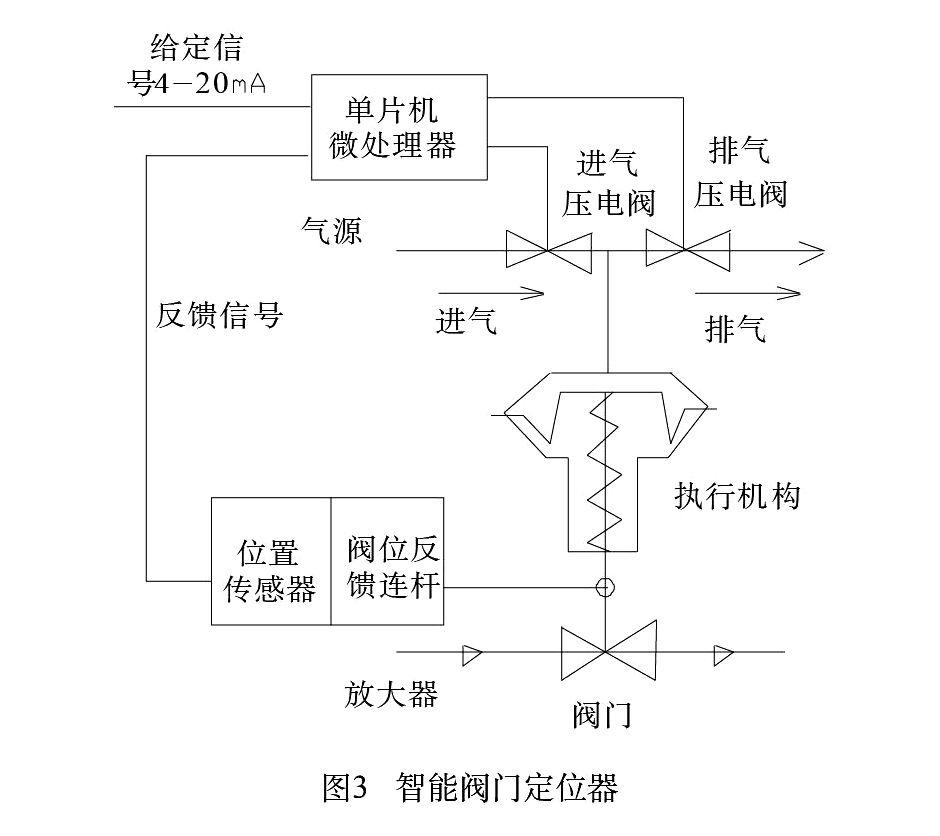
3.1 智能阀门定位器由微控制器、电气转换单元和阀位传感器组成取代了气动阀门定位器的机械力平衡机构,使其具备当前控制方式,并减少了机械力平衡的调整,简单容易操作,提高了工作性能,工作原理如(图1、2)所示。在调节阀器给定4~20mA信号和阀位反馈实际值进行比较,通过运算,比较偏差大小和方向输出电控信号到电气转换单元,控制输出气压信号调整执行机构气室压力、流量,从而控制调节阀的阀杆和阀芯变化。智能阀门定位器的软件由监控程序和功能模块两部分组成,前者使阀门定位器各硬件电路能正常工作并实现所规定的功能;后者提供了各种功能,供用户组态。各种智能阀门定位器,由于其生产厂家或具体用途和硬件结构不同,所包含的功能模块在内容和数量上有较大差异。
3.2 智能阀门定位器优点:
3.2.1 定位精度和可靠性高
3.2.2 流量特性易于修改
3.2.3 具有诊断和检测功能
3.2.4 零点、量程调整简单
3.3 一般智能阀门定位器可以在组态模式下对如下设置进行组态:
3.3.1 输入电流范围0至20mA或4至20mA;
3.3.2 设定点上升或下降特性;
3.3.3 定位速度限值(给定值斜率);
3.3.4 分程;可调整起始值和满刻度值;
3.3.5 响应阈值(死区):自动设定或人工设定;
四 西门子PS2智能阀门定位器Ⅲ
SIPART PS2系列阀门定位器现场监视窗有三个按键和双行LED显示可实现简洁的操作和编程。工作模式分为手动模式、自动模式、组态模式和手动操作模式,如(图3)所示。主要参数参考sIPART PS2系列阀门定位器用户手册。
五 结论
综上所述,针对提钒炼钢一厂内不同重点部位,对直接影响产品质量的重点调节过程需要使用新型智能阀门定位器的执行器,这样可以对提高产品质量和提高控制精度起到至关重要的作用。
参考文献
[1]夏焕斌,张永德,吴国熙;过程控制仪表机装置;兵器出版社;1991,2
[2]陈正刚,樊素芬;智能型阀门定位器在尿素装置中的应用;大氮肥;2005(3)22~25
[3]李勇振;智能液压阀门定位器控制系统研究与设计;武汉理工大学;2007,5
[4]SIPART PS2智能电气阀门定位手册
猜你喜欢
大学教育(2016年12期)2017-01-03
科学家(2016年3期)2016-12-30
中国管理信息化(2016年21期)2016-12-27
科教导刊·电子版(2016年29期)2016-12-23
科技创新与应用(2016年34期)2016-12-23
新课程·小学(2016年10期)2016-12-12
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年24期)2016-10-11
科技视界(2016年1期)2016-03-30