几种常见液化装置流程比较
2013-09-30 06:39潘明缪樟臻
中国信息化·学术版 2013年6期
潘明 缪樟臻
[摘要]本文介绍了国内几种常见液化装置流程并对这几种不同的流程特点进行了比较。中国空分设备有限公司
[关键词]液化装置 流程 低压 中压 比较
[中图分类号]G633.8 [文献标识码]A [文章编号]1672-5158(2013)06-0183-02
1 前言
由于液化产品体积小,便于贮存,且运输过程中不会有杂质进入而影响产品质量。对于目前已有大型空分设备的厂家则投资一套适当规模的液化设备,将平时多余放散的氧气、氮气液化成为液氧、液氮供给周围的用户,抢占周围的气体市场,能取得良好的经济效益。对于用户来讲如何根据用户的实际情况来选择液化装置的规模、流程形式、配套机组的水平。本文以下的内容就是通过不同的流程介绍,并进行了简单比较。
1.1 流程简介
液化设备一般都是空分设备的附属设备,应尽可能多的利用空分设备的产品和设备。现在的液化设备流程分类的依据主要还是考虑原料气的压力等级以及所需液化的液氧,液氮产品的产量。根据压力等级将液化设备分为中压、低压两种主要流程。
2 低压液化循环流程简介
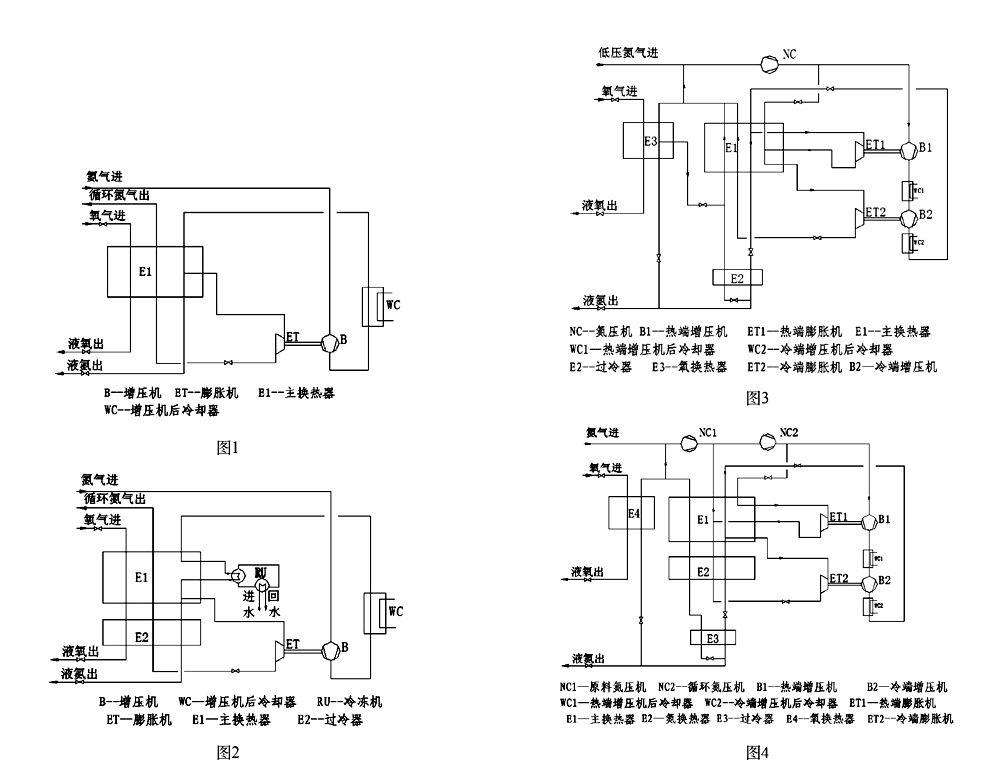
2.1 典型的不带冷冻机的低压液化流程见图1。
来自空分设备或低压管网上的氮气与来自液化装置主换热器的返流氮气汇合后经循环压缩机压缩或从用户现有压力氮气管网的氮气经增压透平膨胀机的增压机增压后进入主换热器E1,分为两股,其中一股在主换热器中被返流的冷流体冷却成液氮,液氮经节流作为液氮产品出冷箱。另外一股氮气从主换热器中部抽出进膨胀棚彭胀,膨胀端出来的低压氮气作为反流冷源回主换热器冷端,被复热到常温后去低压氮气管网。
当生产液氧时,增压透平膨胀机增压端增压后的循环氮气从主换热器中部抽出进膨胀机膨胀,此股冷流体全部作为冷源进E1复热出冷箱。来自管网的氧气在E1中冷却并液化后送出冷箱。
2.2 典型的带冷冻机的低压液化流程见图2。
来自空分设备或低压管网上的氮气与来自液化装置主换热器的返流氮气汇合后经循环压缩机压缩或从用户现有压力氮气管网的氮气经增压透平膨胀机的增压机增压后进入主换热器E1。这股正流氮气在适当的温度下从E1中抽出进入低温冷冻机的蒸发器,在其中被冷却后又返回E1,并继续被返流的低压氮气冷却到较低的温度后,然后大部分氮气去透平膨胀机进行膨胀制冷,而另一小部分气体继续在E1中被冷却液化,在E2中使之过冷后送出冷箱。膨胀机出来的低压氮气作为反流冷源进人E2的冷端,复热至常温后作为循环气进人循环氮压机。
当生产液氧时来自用户管网的氧气在主换热器E1,E2中被返流的低压氮气冷却液化过冷后送出冷箱。
2.3 串联膨胀机中压液化流程见图3。
来自空分设备或低压管网上的氮气经循环压缩机压缩至~2.5Mpa(G)后先进入冷端透平膨胀机的增压端,增压并冷却后,再进入热端透平膨胀机的增压端,增压并冷却后进人E1后分成两股,其中一股在冷却到一定温度后,抽出进入热端膨胀机,膨胀制冷后,返回El继续降温后,再进入冷端膨胀机继续膨胀制冷,然后返回到E1冷端作为反流冷源复热后返回低压氮气管网或者循环氮压机人口。另外一股氮气继续冷却液化,在E3中过冷后节流作为产品液氮送出冷箱。
当生产液氧时,来自用户的中压氧气进入E2,被返流液氮冷却直至液化,节流后出冷箱作为产品输出。
2.4 并联膨胀机中压液化流程见图4。
来自空分设备或低压管网上的氮气经循环压缩机压缩至0.5MPa(A),与循环氮气汇合,组合式循被环氮压机压缩至2.5MPa(G)后分成两股:一股依次经高温膨胀机增压轮增压并冷却后再进入低温膨胀机增压轮增压冷却后进入E1,在E1中被返流的冷流体冷却至一定温度,其中大部分氮气抽出进低温膨胀机膨胀,膨胀后返回到E1冷端,作为冷却介质,复热后进入组合式循环压缩机中部,小部分氮气在E1中继续被冷却液化,出E1后被节流进入过冷器过冷,过冷后的液氮大部分作为液氮产品(氧工况时作为返流冷源)送出冷箱,少量过冷液氮节流后作为E3的冷源,依次经E3、E1,被复热到常温后,去低压管网或氮压机入口;出循环氮压机的另一股氮气压力2.5MPa(G)在主换热器中冷却到一定温度后从主换热器中上部抽出,进入高温膨胀机膨胀,膨胀后的压力为~0.4MPa(G),作为高温冷源进入主换热器,复热至常温后去组合式循环氮压机中部入口。
当生产液氧时,来自管网的氧气经E2冷却并液化后送出冷箱,E2的冷源为来自产品液氮,产品液氮大部分在E2中复热至常温;小部分在E2中复热到一定温度后与E3的低压返流氮气汇合,在E1中复热至常温后去低压管网或循环氮压机入口。
3 几种流程比较分析
(1)在低压液化循环的流程中,氧气和氮气的液化是通过相变过程实现的,随着被液化的气体压力的提高,其液化温度也随之提高,而液化段所需的冷量则逐渐减少。从而减少返流气量,这样就减少厂循环氮气量。
(2)在液化循环流程中,采用低温冰机作为补充换热器中热段的冷量手段,这样可以缩小换热器热段温差减少返流气量,而减少循环氮气量。如果在液化流程中不采用低温冰机,则换热器热端温差较大,造成的不可逆损失较大。低温冰机的设置与否对液化循环性能有较大的影响。在液化循环流程中,所需的冷量应尽量在较高的温度下制取,高温下的冷损,用高温下的冷量加以补偿,这样就比较经济。
(3)在中压液化循环流程中由于被液化的氮气是在超临界的状态下液化的,因而在其液化过程中不存在恒温的冷凝过程,这样就能使换热器的低温段温差分布更合理,也就充分利用厂冷端膨胀机的冷量。这样就能减少循环气量,即降低能耗。
(4)在中压液化循环流程中可以提高冷端膨胀机的进口温度,增加单位焓降,另外由于中压流程膨胀机的膨胀比与低压流程相比较小,所以其效率可以提高。这两点均可以使循环气量减少,从而降低能耗。
(5)与低压液化循环不同,中压液化循环生产液氧时利用液氮来液化氧气。这样氧气即使是低压的也能液化。
4 结论和建议
一套液化设备性能的好坏取决于很多方面,如流程的确定是否合理、关键参数的选择、能耗指标、配套机组的水平、设备占地面积、投资额及维护是否方便等。因此,液化装置的选择应结合用户实际情况来确定。
在循环氮压机功率一定的前提下,提高其排压和增加其排量是此消彼长的。
中压循环液化装置的工作压力通常在4.0~5.0MPa之间,因而对配套部机的要求比较高,对自动控制,调节保护等要求也较高。
中压循环的主要特点在于氮气是在超临界压力下液化的,这是其节能的重要因素。
猜你喜欢
中华养生保健(2022年10期)2022-05-23
ViVi美眉(2019年8期)2019-09-10
高校招生(2017年7期)2017-06-30
广西教育·D版(2016年12期)2017-01-03
环球人文地理·评论版(2016年5期)2017-01-03
现代企业文化·理论版(2016年19期)2016-12-21
人间(2016年26期)2016-11-03
北方文学·中旬(2016年7期)2016-10-13
新东方英语(2016年10期)2016-10-09
科技视界(2016年11期)2016-05-23