
圆弧面蜗杆数控车削加工的宏程序实现
2013-09-29 01:28:46欧阳德祥詹华西
制造技术与机床 2013年4期
欧阳德祥 詹华西
(武汉职业技术学院,湖北武汉430073)
圆弧面蜗杆也称球面蜗杆,它具有结构紧凑、承载能力大、工作寿命长等优点,其传动效率可以达到0.85~0.95,承载能力约比普通蜗轮副提高3~4倍,适用于冶金、矿山、起重、运输、石油、化工和建筑等行业机械设备的减速传动。但圆弧面蜗杆的加工通常需要专用机床,或对一般机床进行改造后方可进行加工,因此,往往因生产成本高而制约了其应用。本文利用HNC系统数控车床的宏程序功能对圆弧面蜗杆中的直廓环面蜗杆进行了加工实践的尝试,为圆弧面蜗杆加工的实现提供了一种新的思路。
1 圆弧面蜗杆的结构及其加工机制
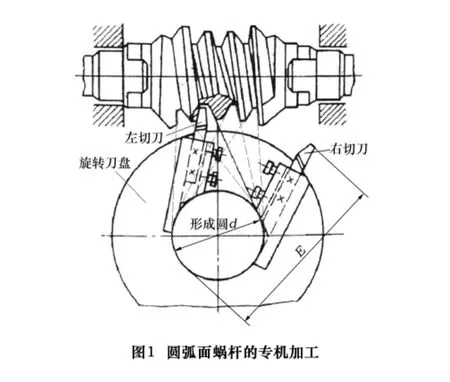
如图1所示直廓环面蜗杆是圆弧面蜗杆常见形式之一,其节面为环面,齿廓形状为一直线,直线的延长线切于直径为d的形成圆。环面蜗杆的加工通常在专用机床上进行。图1所示专机加工的实现方式是采用左右两把切刀,无论粗切还是精切,其圆周进给分两次进行,第一次用一把切刀,在某一圆周进给方向加工蜗杆螺旋槽的一个侧面,然后再换另一把切刀并采用相反方向的圆周进给加工蜗杆螺旋槽的另一个侧面,其调整控制通过分度交换齿轮和速度交换齿轮实现。采用专用机床加工弧面蜗杆时通常要对工件旋转运动和刀具旋转运动按一定的运动配合关系进行控制,这就需要较复杂的机构来实现。
2 圆弧面蜗杆数控车削的宏编程控制
(1)小线段螺纹车削的实现机制
现代数控车床一般都具有实时检测主轴转速的功能,车螺纹时可由数控系统按螺距比自动控制和调整刀架拖板的进给速度,再加上方便实用的宏程序功能,利用一定的算法即可实现螺距及切削轨迹的各种变化控制。因此,其能够车制的螺纹范围宽且适应性强,采用规范格式的程序指令即可车削柱面螺纹、蜗杆以及变螺距螺纹。对于圆弧面蜗杆而言,虽然无法直接用螺纹切削指令功能实施车削加工,但基于上述环面蜗杆的结构特征,其直线齿廓的形成具有一定的规律性,可利用数控车床的宏程序扩展的功能,配合小线段螺纹车削的控制方法来实现。
在HNC系统的数控车床中,使用G32指令可实现任意直线段的螺纹车削控制,如果利用宏程序功能,将圆弧段以参数方程的形式构建为数学模型,将其转化为一个个的小线段,然后对小线段用G32指令实施螺纹切削,通过限定范围的循环控制即可实现以圆弧段为母线的螺纹车削,这就是我们对弧面蜗杆采用小线段螺纹车削的实现机制。对直廓环面蜗杆的直线齿廓上任一点均可按这一机制实现弧线螺纹的加工控制,因此,只要沿轮廓线方向作深度分层,以循环嵌套宏程序控制形式,即可完成整个齿型的粗精加工。
(2)圆弧车刀预切加工的宏程序编制
某圆弧面蜗杆段数据如图2所示,可在先车出两侧阶台及R65 mm的外圆弧轮廓表面后,再用圆弧车刀以齿型中线为深度分层进刀的参考线,按上述小线段螺纹车削的实现机制进行预切。以下是使用HNC-21T系统时编写的预切程序。
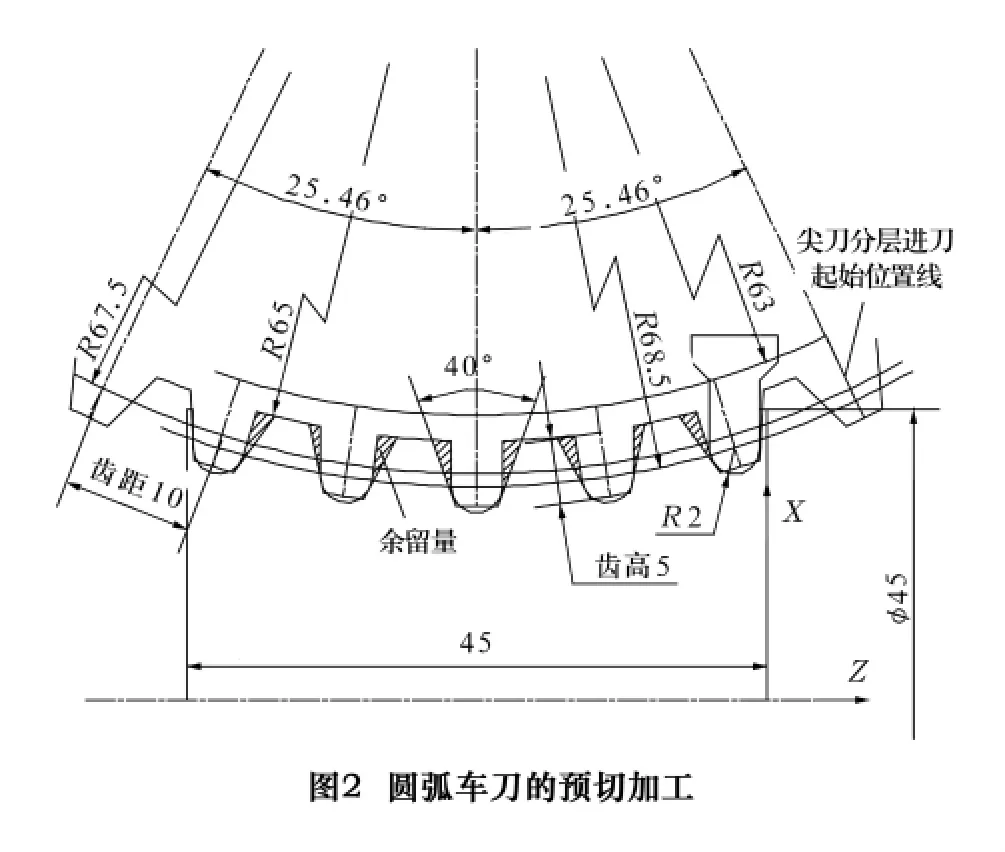

加工时,圆弧车刀以圆弧中心为刀位点对刀,其最终切深按两侧齿廓线以刀尖圆弧半径倒圆后的圆心位置来确定,圆弧段螺纹车制的起始和终止角度可按超出有效毛坯外的第一个齿槽位置求算。采用圆弧车刀预切结束的同时也完成了齿底的加工,仅剩两侧齿廓余留量如图2中阴影部分所示。
(3)齿廓修形的加工控制
左右侧齿廓的修形加工可分别使用左右切刀以对应的齿廓线为深度分层进刀的参考线,在计算出起始走刀位置后,再按上述小线段螺纹车削的实现机制进行切削加工。如图3所示为用右切刀对右侧齿廓实施车削控制的示意图,以齿顶所在弧面弦线与中线交点处的圆弧半径R64.9 mm为半径递增的起始值,参照预切加工宏程序算法,以变量#6为半径递增量,按相似比例关系即可计算出与#6变化半径处齿廓到齿形中线的偏置距离bn(变量#8),则弧线上偏转角为α处可通过 Δz=bn×cosα,Δx=bn×sinα 将原齿形中线的进刀点换算到右齿廓上,即更改预切程序中G32的数据算法为 G32X[#4+2*#5*SIN[#1]+2*#8*SIN[#1+0.5*PI]]Z[#3+#5*COS[#1]+#8*COS[#1+0.5*PI]]F[#10],并按此算法设定起始位置。
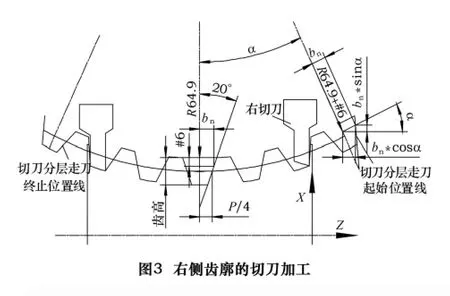
图4为用左切刀对左侧齿廓实施车削控制的示意图,其算法处理只需更改螺纹车削段为G32X[#4+2*#5*SIN[#1]+2*#8*SIN[#1 -0.5*PI]]Z[#3+#5*COS[#1]+#8*COS[#1 -0.5*PI]]F[#10],并按此算法设定起始位置。

3 圆弧面蜗杆数控车削实现方式的应用限制
通过对圆弧面蜗杆采用上述实现方法进行数控车削加工的实践,我们发现,虽然由于刀架不能像专用机床那样使刀具沿弧面摆转,但采用直进直出的切削方式,配合宏程序作弧面轨迹的运动控制,实现弧面蜗杆的加工还是可行的。但正是因为刀架无法随动摆转,考虑到刀具可能的干涉问题,其可加工的应用范围还是受到一定的限制。
(1)由于刀具采用直进直出的运动,弧面蜗杆有效齿廓线的两侧不允许有倒卷,否则会产生刀具干涉,即弧面蜗杆的弧面半径和有效区段的弧心角应受到一定的限制。
(2)由于数控车实现方式中蜗杆直线齿廓面是通过逐点分层渐进的形式车削形成的,无法像专用机床刀架摆转方式那样依靠增大刀具的有效切刃面积而获得较高的表面质量,要想得到相对顺滑的齿廓线必须加大分层递进的密度,因此,其加工效率尚存在一定的差异,要想获得加工效率和表面质量的平衡,在算法、刀具结构及工艺控制等方面尚需进一步探索。
(3)本文所给出的圆弧面蜗杆数控车削加工案例是在HNC-21T上调试通过的,由于受数控系统在宏程序及螺纹车削指令综合应用方面的限制,有些数控系统还不能接受螺距变量控制的格式规范,且由于在螺纹车削时尚有某进给轴超速设置等种种限制,使得大螺距蜗杆的车削无法进行实践验证。
4 结语
利用数控车床的宏程序功能,将蜗杆圆弧母线直线化,然后以小线段的方式实施螺纹车削,能有效实现圆弧面蜗杆的加工。尽管以上切削加工的尝试仅限于直线齿廓蜗杆,但从实现机制来看,只需要构建出由齿形中线到齿廓间的换算关系,无论齿廓为何种曲线形式,均可方便地由宏程序实现各齿面的修形加工。一旦算法确定,对不同规格大小的系列化蜗杆而言,不需对机床进行调整,仅简单地修改部分程序变量的设置即可开始实施切削加工。对于小批量多品种弧面蜗杆的加工来说,使用宏程序控制的数控车削加工将是一种方便易行的好方法。
[1]张跃灵.专用车床加工圆弧面蜗杆[J].机械工艺师,1996(1).
[2]任连起.球面蜗杆的车削装置[J].装备机械,1987(2).
[3]崔保卫,么志利.用宏程序车削异形螺纹[J].科技信息,2011(3).
猜你喜欢
北京信息科技大学学报(自然科学版)(2022年6期)2023-01-12 10:00:38
重型机械(2021年6期)2021-12-24 09:24:44
陕西科技大学学报(2020年2期)2020-05-13 05:15:22
机电工程(2020年1期)2020-03-04 06:06:48
制造技术与机床(2019年8期)2019-09-03 01:14:24
经济技术协作信息(2018年20期)2019-01-19 02:56:42
精密制造与自动化(2018年1期)2018-04-12 07:42:50
制造技术与机床(2017年11期)2017-12-18 06:47:08
制造技术与机床(2017年3期)2017-06-23 08:11:24
云南师范大学学报(自然科学版)(2015年5期)2015-12-26 12:46:14
