基于嵌入式控制系统的模内层压成型研究与实现
2013-09-29 01:29梁松俭唐小琦
制造技术与机床 2013年5期
孙 莹 梁松俭 唐小琦 周 彬 江 平
(①华中科技大学机械学院国家数控系统工程技术研究中心,湖北武汉430074;②四川交通职业技术学院,四川成都611130)
模内层压技术是近年来国内外比较热门的一种集装饰、注塑为一体的新工艺新技术,是通过注塑成型技术,生产出一种外表是皮(或织物、人造革等),内表是树脂的复合制品。这种制品其基材和树脂有很强的互补强作用,而且还有美观和装饰效果,在汽车、电子、航空航天、医疗及日常用品等领域有着广泛的应用。
为了不破坏或改变基材的物理属性,模内层压成型选择低压注塑。但是,由于基材表面粗糙,极大地降低了塑料熔体的流动性,因此低压注塑又很难确保熔体迅速地充满型腔,为此选用多级热嘴针阀射胶,同时为减小模腔压力,获得完整平滑的熔流锋面或熔流前缘,将多级射胶设计为顺序时间控制。显然,传统的高压快速注塑工艺,以及模具和设备难以适用模内层压成型工艺。深圳群达行精密模具有限公司与模具技术国家重点实验室合作成功研制了汽车内饰件模内层压模具,此模具与常规模具相比结构更加复杂,如采用倒装结构、多级热嘴针阀、复杂的热流道系统、多回路多方式冷却系统等。目前,将此模具应用在传统注塑机上,通过新增功能,开发与原系统协调运行的嵌入式系统,实现了大型模内镶件低压注塑。
1 模内层压工艺
模内层压成型是在计算机控制下,将塑化后的熔体,通过多级热嘴针阀,按时间顺序控制方式,在低压条件下,以层流状态精确平稳地注入事先置入衬料的模腔中,随后经冷却而成型。
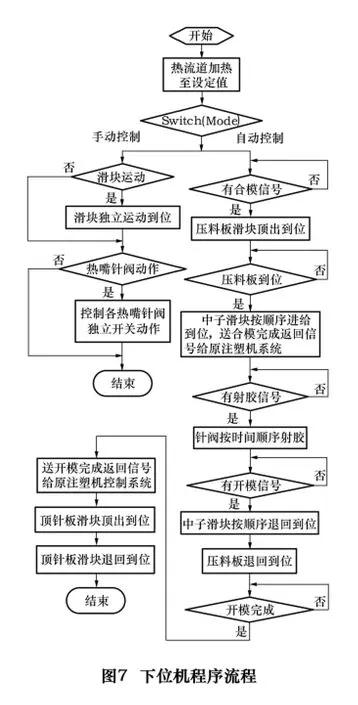
模内层压成型的工艺流程为:①加热,热流道加热至设定温度;②开模,动模上的多组中子滑块退出,将衬料挂置于模腔口;③压紧,顶出定模上压料板,压往动模和定模之间的衬料四周;④合模,动模上的多组中子滑块以设定的顺序和压力推动模芯到位,并锁紧动模和定模;⑤射胶,按设定的时间打开针阀,分时分段进行射胶;⑥冷却,射胶完成,打开冷却系统,模具冷却;⑦开模,动模上的中子滑块退出,动模退回,顶针板推出,机械手取出产品。
2 嵌入式控制系统设计
2.1 嵌入式控制系统
本系统在普通注塑机的基础上,新开发了64路热流道系统加热装置、12组热嘴针阀射胶控制装置和8组滑块运动控制装置(6组动模中子滑块、1组压料板滑块和1组顶针滑块),以及能与原注塑机控制系统协调运行,并实现对上述新增装置进行有效控制的嵌入式控制器。
(1)嵌入式控制器
嵌入式控制器与原注塑机有机结合并协调运行,通过对新增装置的控制,实现完整的低压注塑加工流程,同时为了调试需要,也能对新增各功能模块进行独立控制。
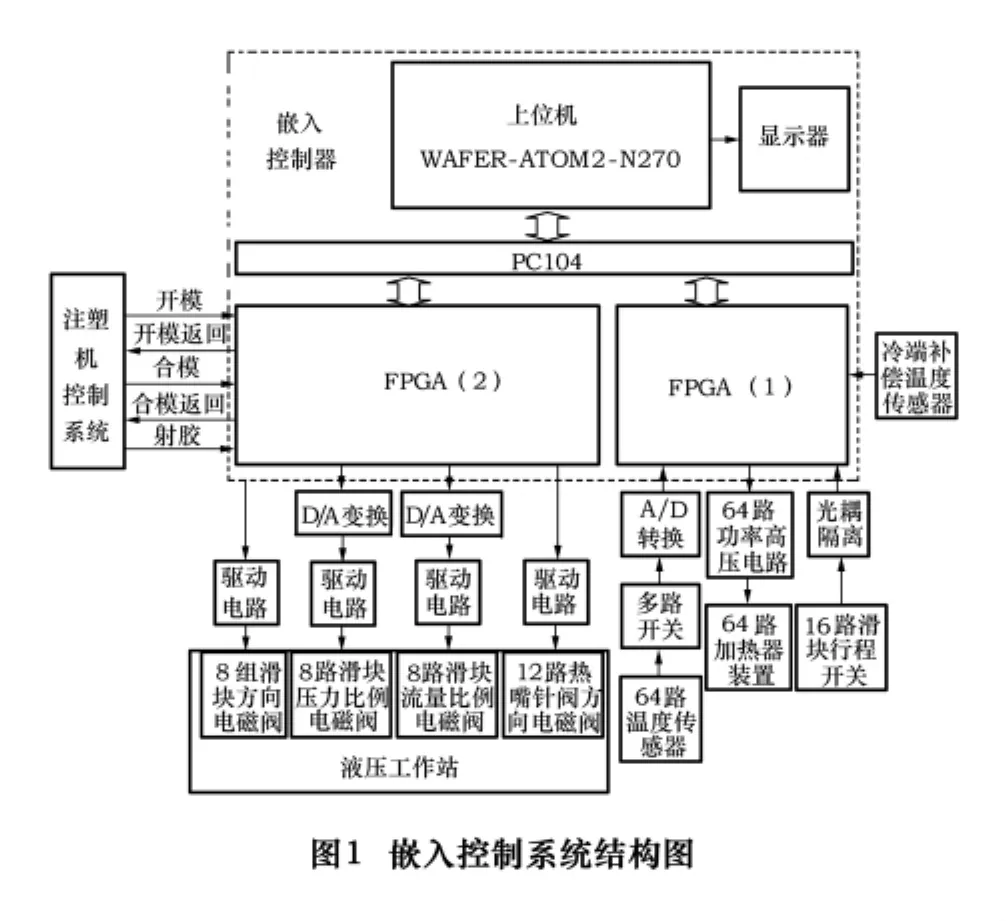
嵌入式控制器结构如图1中虚线框所示。主要由显示模块、主控模块、输入输出接口模块和电源模块4个部分组成。主控模块分上位机和下位机结构,上位机主要功能是人机交互、用户参数设置、控制过程参数计算以及工作状态显示与监控。本系统选用研华PCM-3370工控机,配PC/104总线接口。下位机主要功能是工作过程信息采集,状态监控和闭环控制,与上位机和原注塑机系统实时协调。由于本系统外围控制对象多、控制方式复杂,为了提高控制精度和速度,下位机采用两片FPGA芯片,芯片型号为Altera公司Cyclone系列的EP1C12Q208C6芯片,各自完成的功能如图1所示。
(2)热流道加热系统及控制模块
在低压注塑工艺中,熔体和模具的温度是确保产品质量的关键工艺参数。为此,本系统对热流道和模具基体温度采用精确的闭环控制,且随工艺流程实现调节控制。热流道加热系统及控制模块如图2所示。由64路采用调压方式控制的电热环、64路J型热电偶温度传感器、1路用于热电偶软件冷端补偿的DS18B20数字式温度传感器,以及通道选择和A/D转换等接口电路组成。温度的闭环控制方式为当前温度经FPGA(1)实时上传至上位机,完成PID控制运算产生控制量,再下传至FPGA(1),控制可控硅功率调压电路输出可调电源,调节电热环的加热温度,从而实现热流道温度和模具基体温度的闭环控制。

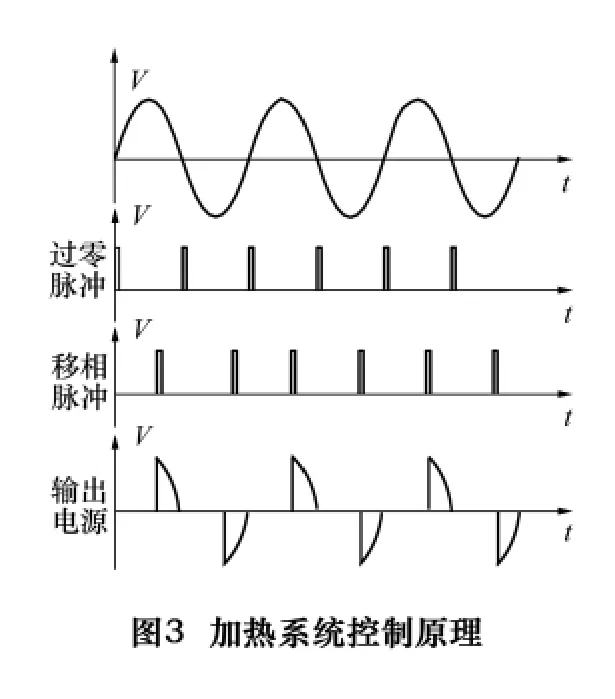
温度控制方式如图3所示,FPGA(1)以功率调压电路产生的220 V交流电源的过零信号为基准,将控制量转换为与过零脉冲同步的触发可控硅开关动作的移相脉冲,移相脉冲的占空比取决于上位机的控制量,因此功率调压电路的输出电压随之变化,从而调节了电热环的加热温度。各路功率调压电路中还设置了电流检测、比较电路,可产生电流过载报警信号。在嵌入式系统的人机界面上可实时显示与监测加热系统的工作状况(加热、保温、报警)。
(3)液压工作站
本系统中,12组热嘴针阀射胶和6组动模中子滑块、1组压料板滑块和1组顶针滑块的运动均采用液压传动方式,设计一液压工作站,工作站结构如图4所示。各滑块的运动参数(压力和速度)由用户上位机的人机界面上设定,控制器产生的控制量为10 kHz的PWM信号,信号经D/A转换为0~10 V的模拟电压,再经VT-2000比例功率放大器,实现对比例电磁压力阀和比例电磁调速阀工作状态的控制,从而控制各滑块运动的压力和速度。液压站参数见表1。


表1 液压站主要参数表
2.2 嵌入式控制器的软件
嵌入式系统的软件分为上位机软件和下位机软件。上位机软件即为工控机软件,采用VC语言设计。下位机软件为FPGA软件,采用QuartusⅡ6.0编程软件环境下的VHDL语言和原理图设计语言相结合的方法设计。
(1)上位机软件
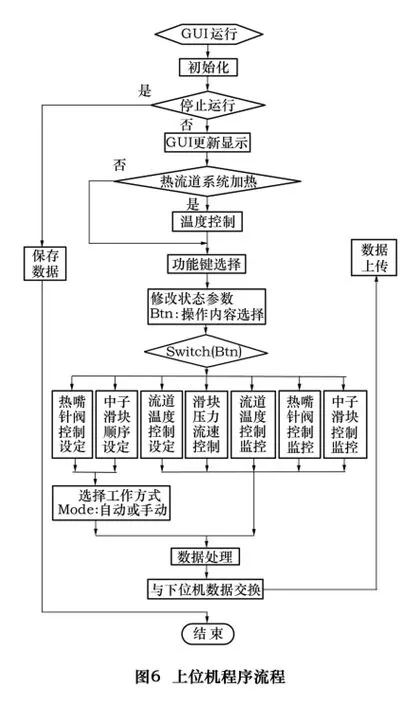
上位机软件是基于Windows2000/XP平台上开发的,应用Python语言实现人机界面的生成,利用VC语言实现对I/O端口和物理内存的32位数据交换,以及实时性要求较高的PID温度控制功能。人机界面的生成利用了Python语言的动态执行特性,设计了基于数据字典驱动生成GUI(图形用户界面)单元的方法,使主显示区内以各种控件wx.Widgets为主的显示能够轻松生成,并通过配置数据字典文件随意修改,再结合基于SplitterWindow划分的动态框架生成上位机人机显示界面,最后通过ActiveSkin皮肤对界面进行美化。由于Windows2000/XP操作系统对应用程序访问硬件资源加以限制,为此选用WinIo v2.0模块实现应用程序对I/O端口的通讯,再由ActiveX完成I/O操作数据与数据字典文件之间的通信功能,实现界面的实时显示。用这种混合编程的方式,结合了Python和VC两者的优势,使软件更灵活、稳定和具有友好的人机界面。上位机程序结构如图5所示,上位机程序流程如图6所示。

(2)下位机软件
从图1中可见,下位机既受控于本系统的上位机,又受控于原注塑机控制系统。下位机截取原注塑机特定的控制信号,按工艺要求,作出相应的控制反应,同时,将系统工作状态通知原注塑机控制系统,从而处理好两个系统控制功能的协调关系。为此,将下位机的控制功能分为两部分,一部分为非关联性控制功能,即64路热流道的实时温度控制,其不受原注塑机系统的控制;另一部分为关联性控制功能,即动模中子滑块、压料板滑块、顶针滑块运动控制,以及热嘴针阀射胶动作控制。关联性控制功能又分手动方式和自动方式,手动方式下,仅受控于本系统上位机,自动方式下,同时受控于原注塑机控制系统和本系统上位机,按低压注塑工艺流程完成功能,其控制流程如图7所示。下位机软件的设计采用了QuartusⅡ6.0编程软件环境下的VHDL语言和原理图设计相结合的方法完成。
3 解决的关键问题
3.1 快速精确的变模温控制
(1)变模温控制
传统的注塑技术采用恒模温控制,且模具温度相对较低。低模温常常引起熔体在冲模流动过程中伴随着冷却的发生,影响产品表面质量。为此,本系统设计了变模温控制方式。将注塑工艺划分为模具加热、高温保持、模具冷却和低温保持4个工艺阶段,各加热点的温度可在设定界面预先设置。系统采用优化的PID控制策略,使加热过程快,温度精确及稳定,并设计了温度监控界面(如图8所示),可实时监测和报警。

(2)优化的PID控制
由于注塑机械和热熔体的快速运动,使各热流道温度之间有着强耦合的关系,温度出现变参数、大时滞、随机干扰等特性,为此对PID控制算法进行了改进。一是积分分离。在短时间系统存在较大温差时,由于积分饱和现象,会导致控制产生较大的超调和长时间的波动。为此采用积分分离措施,即设定积分分离误差温度阈值Tpi,在小于Tpi时采用比例环节,大于Tpi时采用比例积分环节。二是延续ON/OFF动作。在PID控制中,超过设定值则停止控制量的发送,这叫ON/OFF动作,实际上这是振荡引起的原因之一。采用延续控制方法,即在超过设定温度的一定范围内(目前为0.15%),仍进行PI控制,有效地减小了振荡。三是合理选择比例与积分常数。参数选择时综合考虑加热速度、超调以及Tpi的关联作用,同时,遵循“比例作用逐渐减小、积分作用逐渐增大”的原则,分段详细计算。有效减小了在接近温度设定值时,由于温度信号干扰带来的控制量跳动。以235℃加热为实例:采样周期为400 ms,加热温度与采样点关系曲线如图9所示,加热控制量与采样点关系曲线如图10。从图中可见,由室温31℃加热到235℃保温,总耗时760×0.4=304 s,即5 min快速加热到指定温度,并稳定在设定温度误差±1℃范围内。

3.2 射胶顺序时间控制
对于大型模内层压成型,采用多浇口进胶是确保型腔填充完全和填充效率的需要。而普通注塑机的多浇口系统在注塑成型时始终处于打开状态,没有独立控制开闭功能。由于多浇口进胶,必然产生分支料流,因此,会进一步导致熔接痕的产生。本系统采用独立的液压系统实现12组热嘴针阀的射胶动作,并通过嵌入式系统对射胶动作进行精确的顺序控制。顺序控制的机理是热嘴针阀的打开和关闭取决于填充过程,使先射入的熔体作为流动前沿,后射入的熔体直接进入先前流出的熔体内部,即尽量保证一个充型方向上只有一个流动前沿,从而有效消除多浇口多前沿出现熔接痕的缺陷,进而提高产品的表面质量。
12组热嘴针阀的开关时间可预先设定,打开延时或关闭延时的时间设置范围为0~600 s,针阀的开关顺序取决于工艺要求。针阀的工作状态可在监控界面(如图11所示)实时监测。
4 结语
本系统在普通注塑机的基础上,使用模内层压模具,并进行相应软硬件开发,很好地满足了大型模内镶件加工的工艺要求。由于腔内压差小,熔体均匀,不用保压,提高了效率,节省了材料(5%左右),而且,锁模力仅为高压注塑的1/3左右,降低了模具成本,模具寿命长。同时,本系统能对熔胶和注塑的工艺参数进行精密准确的控制,进一步提高了产品质量。本系统引领了模内层压技术的新发展,具有广阔的应用前景。
[1]陈松茂,阮锋,蔡考群.模内镶件注塑膜片材料力学性能研究[J].现代制造工程,2009(5).
[2]汪智勇,周华民,蔡考群,等.模内层压技术在汽车工业中的应用[J].模具制造,2010(10).
[3]王桂龙,赵国群,李辉平,等.变模温注塑技术的研究与应用分析[J].现代化工,2009,29(2).
[4]刘跃军,瞿金平,刘顶文.注塑机控制技术的现状与展望[J].现代机械,2001(4).
[5]姚明亮,吴杰,李佳.基于PC/104的红外温度检测系统[J].河北理工大学学报:自然科学版,2008,30(1).
[6]黄志高,蔡考群,周华民,等.塑料成型新工艺:模内层压[J].塑料工业,2008(6).
[7]Friedrich Jobanther.Injection Molding Machine[D].M unich Vienrta New York:Haimer Publishers,1994.
[8]Helduser S.Improved Energy Efficiency in Plastic Injection Molding Machines[C].The Eighth Scandinavian International Conference On Fluid Power,2003.
猜你喜欢
橡塑技术与装备(2022年9期)2023-01-15
机械科学与技术(2022年9期)2022-10-10
内燃机与动力装置(2022年4期)2022-09-30
合成树脂及塑料(2022年4期)2022-08-04
大电机技术(2022年2期)2022-06-05
太阳能(2021年12期)2021-12-05
纺织科技进展(2021年4期)2021-07-22
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
兵工学报(2017年10期)2017-11-09