
细长轴车削方法与跟刀架设计
2013-09-27 01:30刘祥伟
制造技术与机床 2013年6期
刘祥伟
(渤海船舶职业学院,辽宁葫芦岛 125005)
通常将工件长度与直径之比大于25的轴类零件称为细长轴,例如车床上的光杠、丝杠。
细长轴虽然外形并不复杂,但由于其自身刚度低,车削时受切削力、重力、切削热等因素的影响,容易产生振动及弯曲变形,以及产生锥度、腰鼓形和竹节形等缺陷,难以保证加工精度,使细长轴的切削成为难度较大的加工工艺。
车削细长轴的3个关键技术是:使用中心架和跟刀架作辅助支撑,增强工件的刚度;解决工件热变形伸长问题;合理选择车刀的几何形状。
1 细长轴车削中的问题和措施
(1)在切削过程中,工件受热伸长会产生弯曲变形,甚至会使工件在顶尖间卡住而无法加工。
针对这种情况采取的措施是:采用弹性回转顶尖、浮动夹紧和反向进给车削细长轴,来补偿工件受热伸长。
细长轴采用一顶一夹的装夹方式,其卡爪夹持的部分不宜过长,最好用钢丝垫在卡爪的凹槽中。这样细长轴左端的夹持就形成线接触的浮动状态,使细长轴在卡盘内能自由调整其位置,避免前夹后顶时在工件上产生附加弯曲力矩。在切削过程中,热变形伸长的细长轴不会因卡盘夹住而产生弯曲变形。
采用反向进给时,进给力拉直工件已切削部分,并推向工件待切削部分,由右端弹性回转顶尖支撑并补偿,细长轴不易产生弯曲变形。
浮动夹紧和反向进给车削能使工件达到较高的加工精度和较小的表面粗糙度值。
(2)工件受切削力作用产生弯曲,从而引起振动,影响工件的精度和表面粗糙度。由于工件自重、变形、振动,影响工件圆柱度和表面粗糙度。工件高速旋转时,在离心力的作用下,加剧工件弯曲与振动,因此,切削速度不能过高。
针对上述情况采取的措施是:用一顶一夹或两顶尖装夹细长轴加工。为了增加工件的刚性,采用跟刀架做辅助支撑。
跟刀架随车刀的进给而移动,抵消背向力,并可以增加工件的刚性,减小变形,从而提高细长轴的形状精度和减小表面粗糙度值。
2 专用跟刀架设计
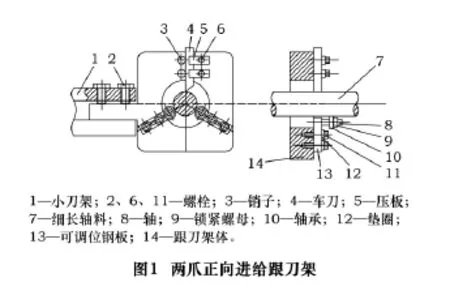
(1)两爪正向车削跟刀架
图1所示是第一种车细长轴用的两个支撑爪的跟刀架,用于正向进给车削细长轴,车刀在轴承的左面,跟刀架体14由钢板制成,1个柄固定在小刀架1上,车刀4靠在钢板上的2个销子3上,由2个压板5固定,2个轴承10用轴8、锁紧螺母9紧固在2个可调位钢板13上,对直径不同的轴料7进行调位,车削细轴时可得到有效支撑。
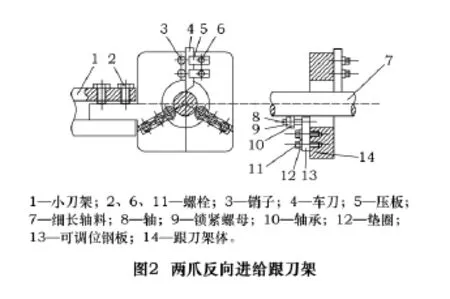
(2)两爪反向车削跟刀架
图2所示是第二种车细长轴用的2个支撑爪的跟刀架,用于浮动夹紧和反向进给车削细长轴,车刀在轴承的右面,跟刀架体14由钢板制成,1个柄固定在小刀架1上,车刀4靠在钢板上的2个销子3上,由2个压板5固定,2个轴承10用轴8、锁紧螺母9紧固在2个可调位钢板13上,对直径不同的轴料7进行调位,车削细轴时可得到有效支撑。
从上面2个跟刀架的设计原理来看,只需2只支承爪即可达到要求。车削时,总切削力,工件本身向下的重力,使工件贴合在跟刀架的两个支承爪上。采用两只支承爪托起工件,上面由车刀抵住,使工件上下左右都不能移动,车削时稳定,不易产生振动。
(3)三爪正向车削跟刀架
图3所示是第三种车细长轴用的3个支撑爪的跟刀架,用于正向进给车削细长轴,车刀在轴承的左面,使用时,将跟刀架体11固定在车床刀架8上,调节支撑螺栓1使其与车床溜板14接触,跟刀架体上开有3个槽,滑板3可沿槽做径向调动后,用螺栓5固定,车刀10由螺钉12垂直固定在跟刀架体11上,车削时,径向车削力主要由车床溜板14承受。
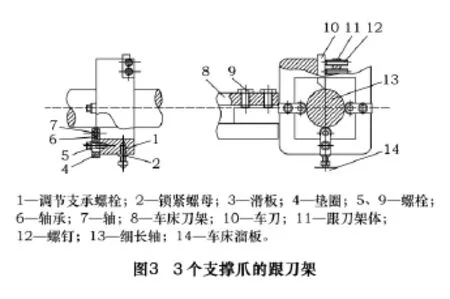
从图3跟刀架的设计原理来看,3个支撑轴承稳定住工件,上面由车刀抵住,使工件上下左右都不能移动。与2个支撑爪的跟刀架相比,该跟刀架有车削平稳,加工质量高的优点。
3 带滚动轴承的跟刀架的结构与普通跟刀架的比较
带滚动轴承的跟刀架的结构与普通跟刀架基本相同。不同之处在于支撑爪前端装有滚动轴承,以滚动摩擦替代滑动摩擦,它的优点是能高速切削,不会研伤工件表面,缺点是同轴度稍差。
用硬性支撑跟刀架车削时,必须充分浇注切削液,以减少支承爪的磨损。带滚动轴承的跟刀架中用密封黄油润滑的滚动轴承支撑工件,可以免去用硬性支撑时需经常加润滑油的缺点。
用跟刀架车削时,若支承爪的接触压力过大,会使工件产生“竹节形”的形状误差。若支承爪的的接触压力过小,甚至没有接触,就没有起到增强刚度的作用。用硬性支撑跟刀架车削时,能达到各个支承爪正确支承的感觉是很重要的,为此要求每个支承爪都能如精密配合的滑动轴承的内壁一样,保持相同的微小间隙,作自由滑动。应随时注意跟刀架各个支承爪的磨损情况,并及时调整和补偿。在调整跟刀架支承爪的接触压力时,需要特别小心,而且费很多时间。往往不是增加了支承爪的磨损,就是出现支承爪的接触压力过小,甚至没有接触,没有起到增强刚度的作用。用带滚动轴承的跟刀架时,因为不担心支承爪的磨损的问题,滚动轴承支承爪能充分和工件接触,往往不会出现支承爪的接触压力过小,甚至没有接触,没有起到增强刚度的作用的情况。
4 结语
综上可知,车削细长轴时,不论对刀具、机床、辅助工具的精度,工艺安排与操作技能都应有较高的要求,有时还需要配备一些专用工艺装备来完成,是一项工艺性较强的综合技术。
[1]李华.机械制造技术[M].北京:高等教育出版社,2008.
[2]徐嘉元.机械制造工艺学[M].北京:机械工业出版社,2010.
[3]李云.机械制造工艺学[M].北京:机械工业出版社,1994.
猜你喜欢
金属加工(冷加工)(2022年9期)2022-09-20
北京航空航天大学学报(2021年7期)2021-08-13
设备管理与维修(2020年23期)2021-01-04
时代农机(2020年2期)2020-06-02
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
赢未来(2018年9期)2018-09-25
初中生世界(2018年10期)2018-08-15
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年3期)2017-06-23
