35CRMO钢焊接工艺试验
2013-09-17 02:40:46罗永剑周友龙赵艳丽姬生星
电焊机 2013年11期
罗永剑,周友龙,赵艳丽,张 锴,姬生星
(西南交通大学 材料科学与工程学院,四川 成都 610031)
0 前言
35CrMo钢属于中碳调质钢,成分相当于国外ASTM4130钢,其调制后的抗拉强度大于等于985MPa,屈服强度大于等于835MPa,冲击韧性大于等于63J。该钢种在火力发电、石油化工、航空、航天、造船等领域得到一定的应用。35CrMo钢中的合金元素以铬和钼为主,铬元素的主要作用是提高钢的淬透性。铬溶于Fe3C后,可以使碳化物具有很强的稳定性,阻止碳化物的分解和减缓碳在铁素体中的扩散,有效防止石墨化。钼是其中主要的强化元素,钼优先进入固溶体使其强化,提高钢的热强性,降低热脆敏感性[1]。
1 试验方法
试验用母材为35CrMo钢,板厚16 mm,35CrMo钢的化学成分如表1所示。
1号试样采用的焊条为CHE857XX,2号试样采用的焊条为CHE757XX。焊前采用氧-乙炔焰进行预热,预热温度150℃~280℃。坡口型式采用X形。接头简图见图1,焊接参数见表2。
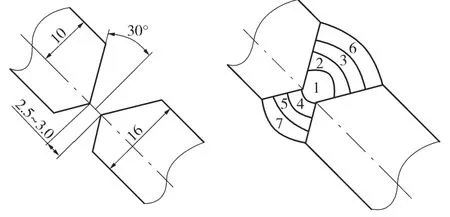
图1 试样的焊接接头简图
试验采用焊条电弧焊,焊后进行560℃的高温回火处理。对焊接接头进行拉伸、弯曲、冲击、硬度和金相试验。在WD-E系列精密型微控电子式万能试验机上进行拉伸和弯曲试验,使用GX40观察接头的微观金相组织,使用HV-10维氏硬度计检测维氏硬度。

表1 35CrMo钢的化学成分%
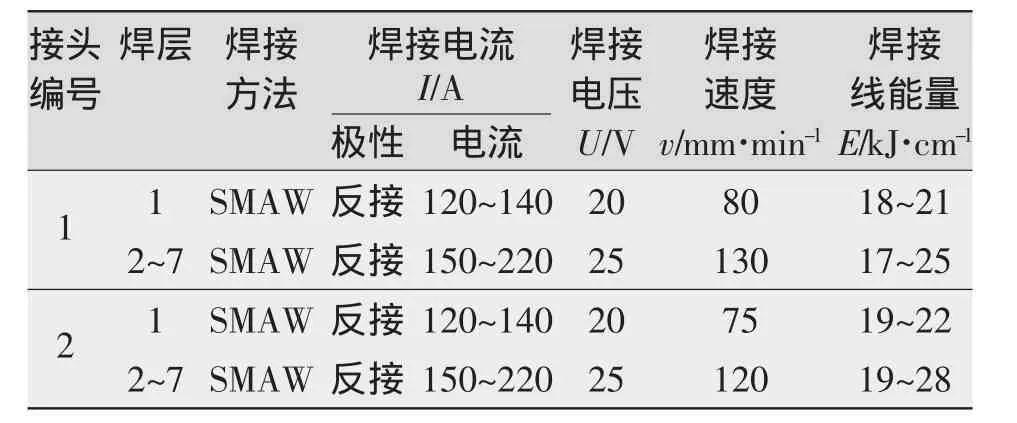
表2 1#试样的焊接参数
2 试验结果和分析
2.1 焊接接头力学性能
焊接接头力学性能数据如表3所示,用CHE857XX焊接的试样的抗拉强度比用CHE757XX焊接的要高。两组试验中,焊缝的冲击值都比热影响区高,两种焊接接头的强度均满足相关的技术要求。
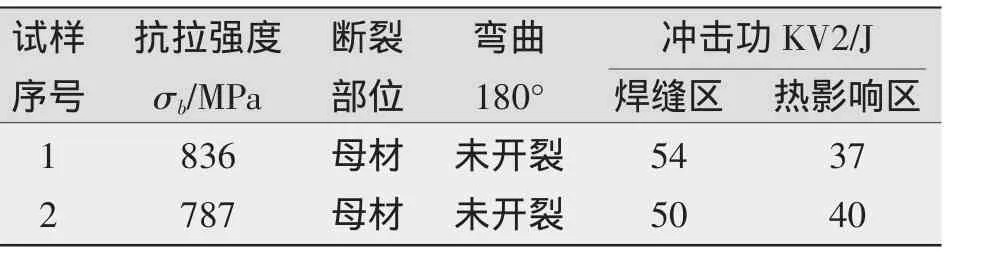
表3 焊接接头的力学性能试验验结果
2.2 接头硬度分布
调质钢在调制状态下焊接时,热影响区被加热到超过回火温度的区域将出现强度、硬度低于母材的软化现象[2],1#和2#焊接接头的硬度分布如图2、图3所示。
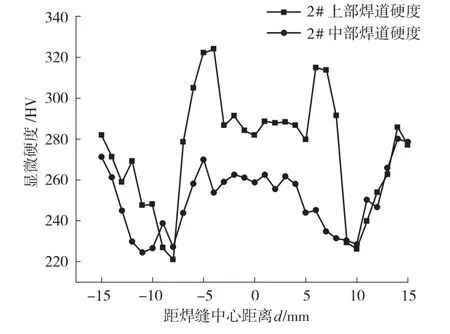
图3 2号试样硬度分布曲线
用CHE857XX焊接的试样硬度比CHE757XX焊接的试样要高。这是由于焊丝中的化学成分对焊缝的力学性能和组织的影响。焊条CHE857XX和CHE757XX都是低氢型焊条,前者比后者含有更多的Cr和V元素,后者含有较多的Ni元素。Cr元素能提高材料的淬透性、强度和硬度,V元素能显著改善低碳合金钢的焊接性,这两种元素都很容易与碳结合,从而形成更多的强化相,使得焊缝的硬度较高。Ni元素能提高钢的强度而不降低其韧性。
两组试验中,焊缝上部的硬度都比焊缝中部的要高一些,这是因为前一道焊缝受到后一道焊缝的热输入影响,前道发生一定程度的软化。
2.3 焊接接头显微组织分析
2.3.1 焊接接头组织转变
同一焊接接头的焊缝和热影响区的冷却速度是不同的,从而影响到接头各个区域的组织状况也不同。从焊接接头连续冷却组织转变图即CCT图可以比较直观地预测和解释焊接接头出现的各种组织状况,如图4所示。

图435CrMo钢的CCT曲线
由图4可知,35CrMo钢的相变温度为700℃~800℃,当冷却时间大于104s时,主要形成的组织是铁素体+珠光体;而当冷却时间在103~104s时,主要形成的组织是铁素体+贝氏体;当冷却时间在102~103s时,形成的组织以贝氏体为主;当冷却时间小于102s时,会形成淬硬的马氏体。在焊接过程中,一般冷却速度都比较快,冷却速度的范围大概在10~104s之间,其中焊接热影响区的粗晶区的冷却速度很快,介于10~102s,很容易形成淬硬马氏体,而部分相变区的冷却速度在103~104s之间,这样冷却下来形成以贝氏体+少量铁素体为主的组织,当焊接试样在560℃回火处理时,此时整个接头的组织都会发生转变,而且在转变后的组织中,淬硬组织已基本消失,取而代之的是回火马氏体或回火贝氏体组织,这些组织的塑性和韧性都要明显高于淬硬马氏体组织的性能,因此在焊接此类材料时,应尽可能使接头的金相中含有较多的粒状贝氏体或回火马氏体等。
2.3.2 不同焊丝对接头组织和性能的影响
焊缝的金相组织取决于母材和填充金属(焊条)的比例(熔合比)及焊接工艺条件。用不同的焊材焊接同种母材,接头金相组织是有差别的,从而对焊缝的性能有一定影响,如图5、图6所示。
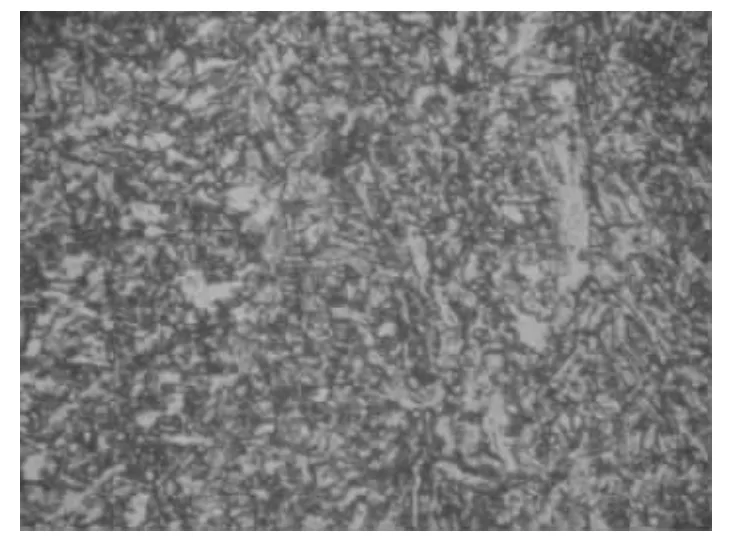
图5 1#上部焊缝区组织(200×)
1#、2#上部焊缝硬度曲线如图7所示。由图7可知,1#上部焊缝处的硬度要明显高于2#上部焊缝和母材的硬度。1#焊缝硬度约为365 HV,2#焊缝的硬度与母材相当。1#试样热影响区软化区的硬度要高于2#软化区。从组织上看:1#焊缝组织为贝氏体+少量回火索氏体;而2#焊缝组织主要为贝氏体,且晶粒因为焊接线能量稍大造成组织粗大,并且使得热影响区软化程度更严重。

图6 2#上部焊缝区组织(200×)
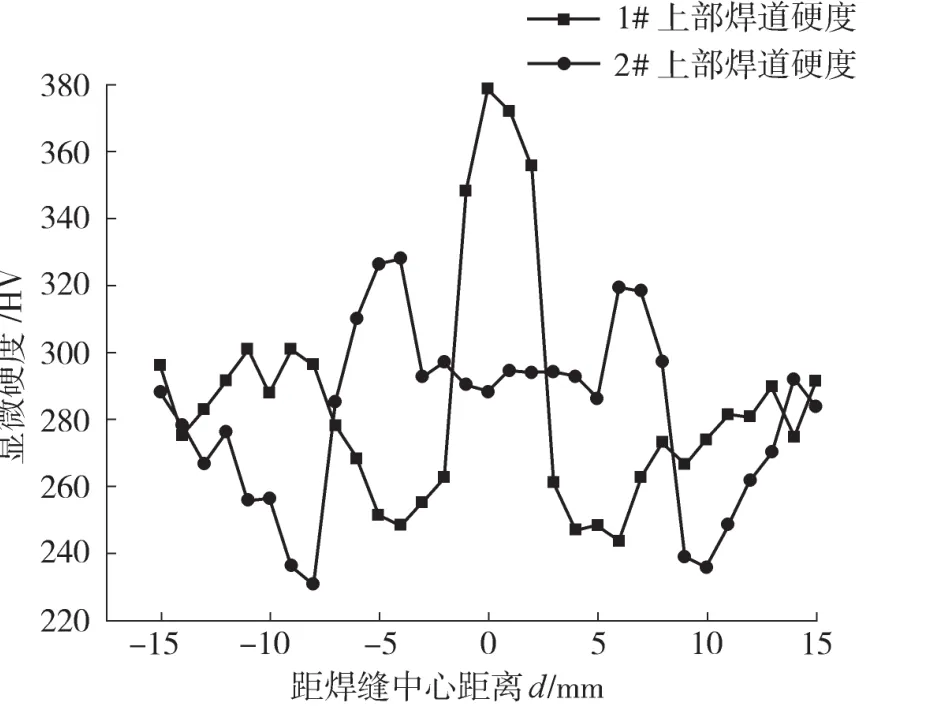
图7 1#、2#上部焊道硬度
综合可以得出,采用CHE857CrNi焊接的试样,焊缝的硬度与母材差别很大;采用CHE757Ni焊接的试样,其焊缝硬度与母材相当,而且软化区的硬度远低于母材。1#中的碳化物强化相比2#的要多,这是提高其力学性能的重要因素。
3 结论
(1)采用焊丝CHE857XX焊接的试样,其接头的抗拉强度和冲击功都高于用焊丝CHE75XX焊接的试样。焊缝的硬度要比用焊丝CHE757XX焊接的试样高。
(2)对于各组试验来说,由于采用多道焊,后道焊接会对前一道焊接有一定的热影响,所以焊缝上部的硬度要高于焊缝中部。
(3)造成两种焊接接头性能不同的原因之一是焊接材料不同,更重要是焊接接头冷却速度不同。
:
[1]于启湛,史春元.耐热金属的焊接[M].北京:机械工业出版社,2009.
[2]王 勇,王引真.材料冶金学与成型工艺[M].北京:石油大学出版社,2005.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:02
河北工业大学学报(2016年6期)2016-04-16 02:54:21
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
山东冶金(2015年5期)2015-12-10 03:27:46
上海金属(2015年6期)2015-11-29 01:08:59
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13