台式回流焊控制系统设计
2013-09-16 13:23:26李柳芽
电子工业专用设备 2013年7期
李柳芽
(中国电子科技集团第四十三研究所,安徽合肥 230088)
由于电子产品不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。首先在混合集成电路板组装中采用了回流焊工艺,组装焊接的元件多数为片状电容、片状电感,贴装型晶体管及二极管等。随着SMT整个技术发展日趋完善,多种贴片元件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用,本文介绍一种基于单片机的小型回流焊机的控制系统。
1 整体设计及原理
回流焊控制系统的基本原理:采用全触摸屏按键操作,设置有运行/停止、抽屉开/关、参数设置、曲线绘制、加、减、确定、返回按键;微电脑智能控制、大液晶触摸屏显示实时温度和设备实时状态,及绘制实时温度曲线,触摸屏按键设置工艺参数、工件盘自动进出,操作简便,易于掌握。系统 构成如图1所示。
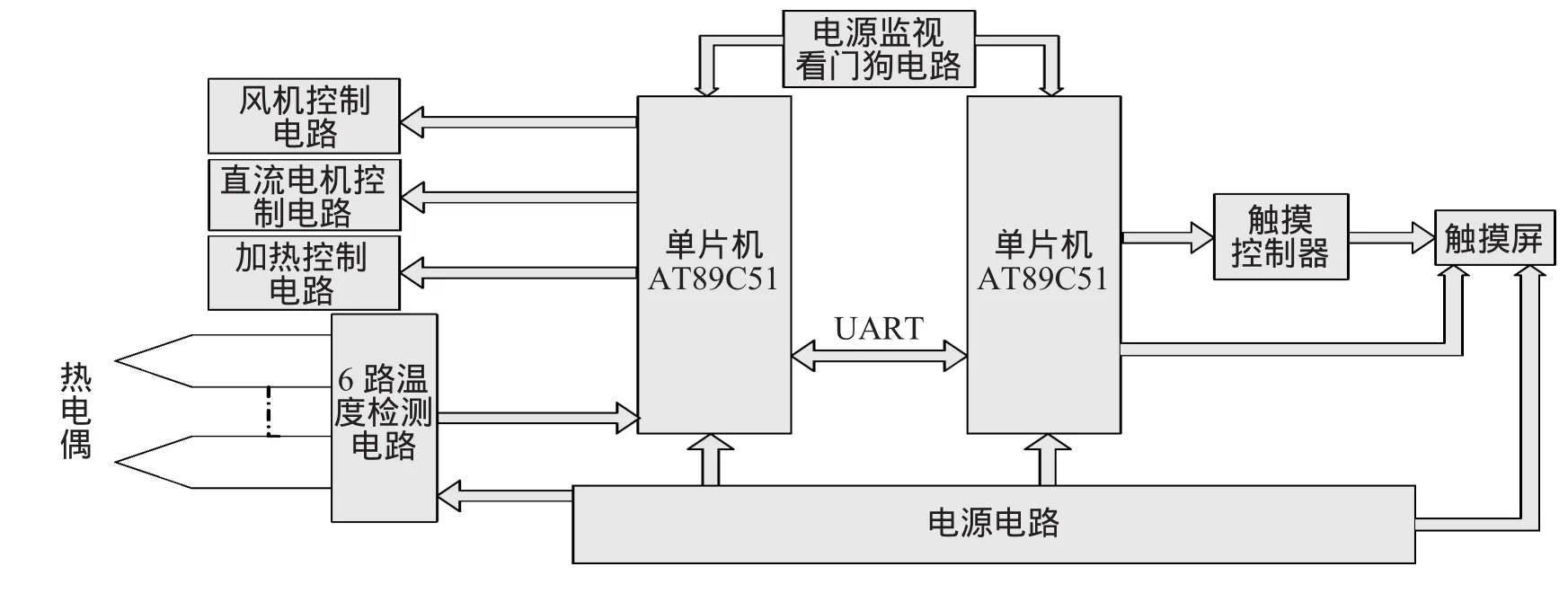
图1 回流焊控制系统构成
2 硬件电路设计
本系统的硬件由单片机电路、温度检测电路、风机控制电路、加热控制电路、电机控制电路、触摸屏控制电路及电源电路组成。
2.1 单片机选择
单片机虽然种类很多,但根据够用、好用、能满足本系统需要实现的功能原则,本系统选择两片性能高的AT89C51单片机。一片用于触摸屏的显示和按键控制,一片用于控制外部的执行器件,两片单片机通过串口交互数据,其原理如图2所示。在编程方面,AT89C51除可按常规方法编程,还可以进行在线编程。将通用的微处理器与Flash存储器结合在一起,尤其是可反复擦写的Flash存储器,可有效降低开发成本[1]。
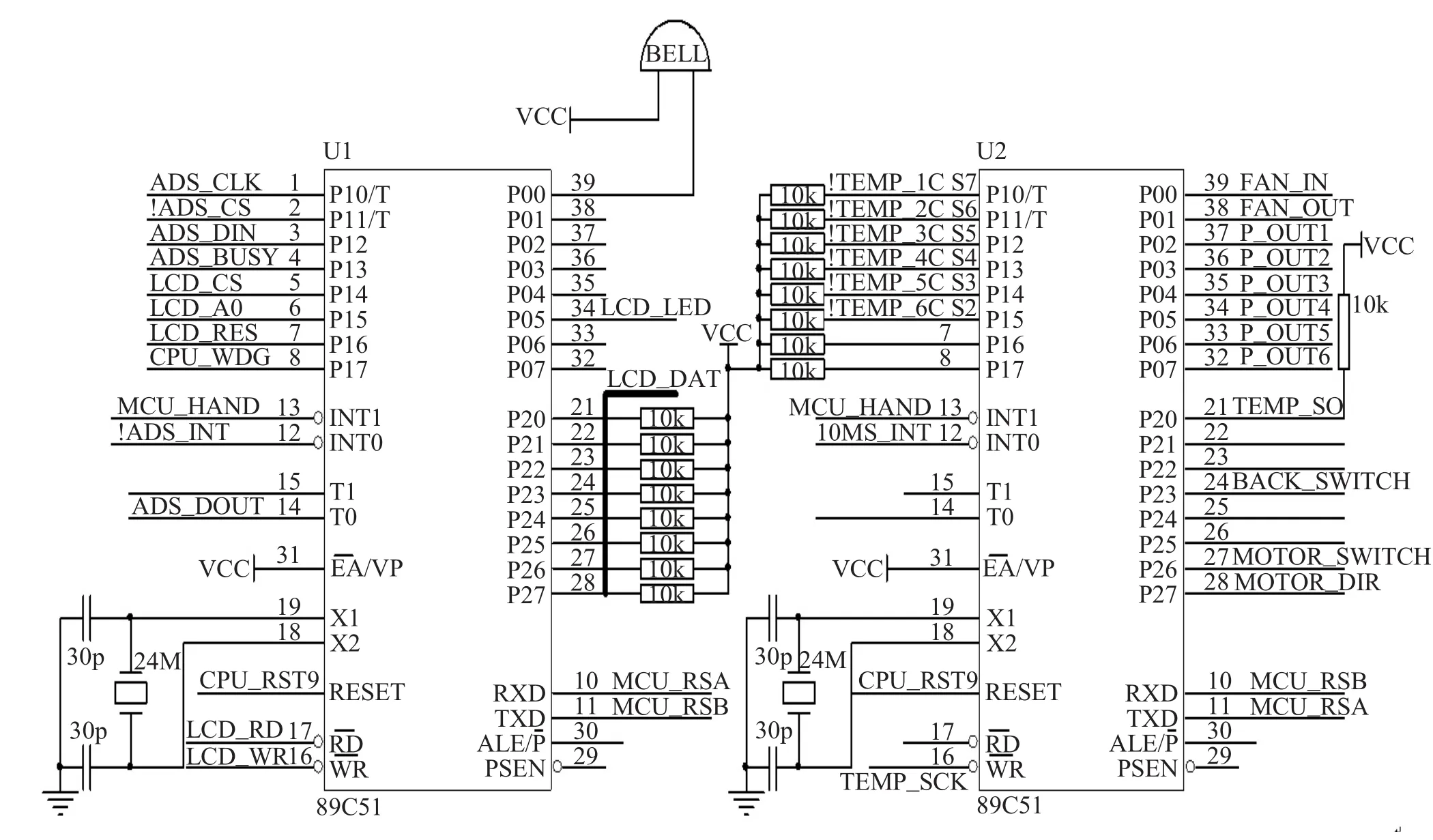
图2 单片机电路
2.2 温度检测电路
温度检测选用数字温度传感器MAX6675,它内部集成了冷端补偿电路、非线性校正电路、断线检测电路,通过简单的3位串行接口将检测到的温度转变成数字量送入单片机,接口非常简单,还可以省去传感器调理电路和模数转换器。
本系统选用6片温度传感器,分别采集6组加热元件区域的温度。
2.3 风机、加热控制电路
单片机U2的P0口控制固态继电器,由固态继电器来控制6路加热元件和2路风机的通和断,风机的转速与加热器的加热比率由单片机U2通过模糊控制算法计算得出。
2.4 电机控制电路
单片机U2的P2.6,P2.7通过三极管电路控制继电器的通断,一组继电器触点控制电机电源的通断,一组继电器触点控制电机的转动方向。
2.5 触摸屏控制电路
触摸屏集触控输入、显示输出于一体,是本系统的人机界面。本系统使用液晶模组320240作为显示器,液晶显示器是数字式,和单片机U1通过P2口并行通信,接口简单可靠,操作方便,显示质量高、体积小、质量轻、功耗低。
本系统采用带SPI接口的触摸屏控制器ADS7843外接四线电阻式触摸屏,这种方式的显著特点是响应速度更快、灵敏度更高、微处理器与触摸屏间的通讯时间大大减少,提高微处理器的效率,触摸屏控制器的电路图见图3。
2.6 电源控制电路
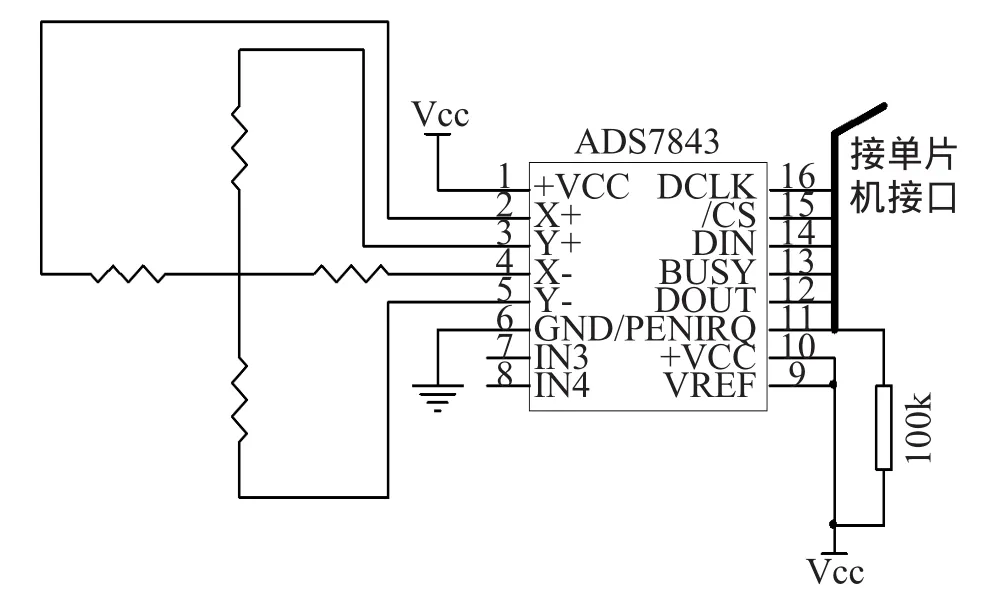
图3 触屏控制电路
通过变压器输出两路交流电压,经过整流变压后分别得到+5V,+12V的直流电源,+12V作为液晶屏的背光电源,其它部分电源由+5V提供。
3 控制算法设计
设计了一种分段模糊积分控制算法[2],其控制器的基本结构如图4所示。其中E、EC、和U分别为误差、误差变化和控制量的模糊值,Ke,Kc为量化因子,Ku为比例因子。模糊控制的基本过程是:比较被测值与给定值,得到误差e和误差的变化ec,e和ec经量化因子Ke和Kc模糊化得到模糊变量E和EC,再经模糊推理得到模糊控制量U,乘上比例因子Ku,得到输出控制量u。常规的模糊控制算法中,量化因子和比例因子一旦确定就不再变化,不够灵活。本控制器考虑到既要提高控制性能又不使控制算法过于复杂,采用了分段控制。不同段中量化和比例参数有不同的取值。在分段模糊积分控制算法中的积分,是指该控制量u是增量,与前一时刻的un-1相加才得到真正输出值给执行机构,具有积分效应。
回流焊各组加热器之间会相互关联,此系统将各组加热区的温度控制结合起来,通过分段模糊积分控制算法,依据设置的工艺参数自动调节各组加热器的输出功率、风机的转速,使控制温度的精确度和准确度得以提高,避免了温度出现超调和欠调的现象。

图4 模糊控制系统结构图
4 系统软件设计
根据回流焊系统的功能,本软件需要完成的功能:首先检测哪种按键按下,判断是需要升温/停止、设置参数、绘制曲线还是开/关抽屉,在进行升温时,要根据比较测得的温度值和根据设置温度计算出的目标温度值来控制风机运转的速度和加热器输出率的大小,在升温结束,通过开/关抽屉按键驱动电机,控制抽屉的开关。两块单片机通过通讯交互数据,执行相应操作。该系统软件采用模块化编程[3],整个系统软件包括主程序、触屏控制子程序、显示子程序、测温子程序、控温算法子程序、抽屉运行子程序、曲线设置子程序、曲线绘制子程序、通讯子程序等模块,其流程框图如图5所示。
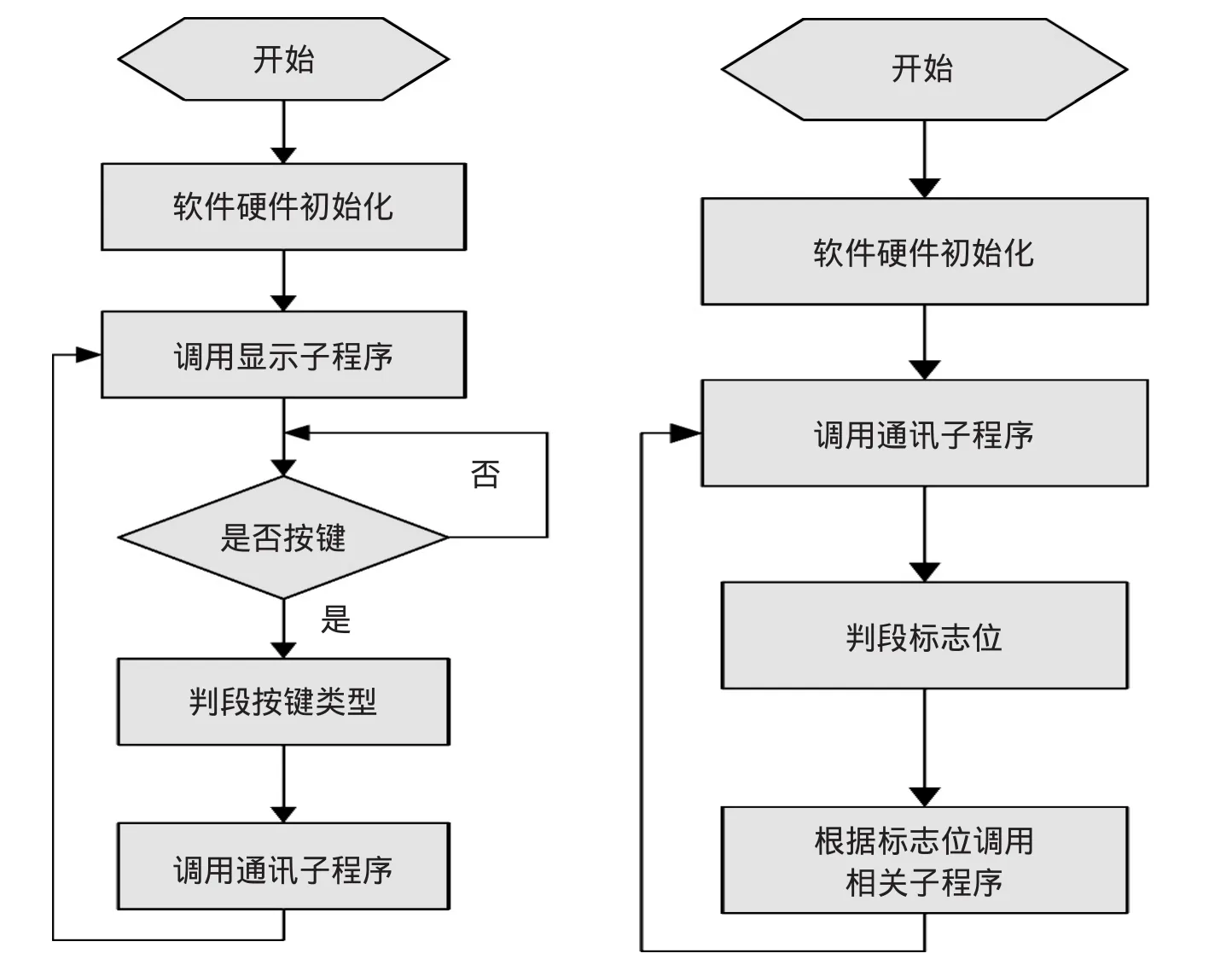
图5 流程框图
5 结束语
随着电子组装技术的发展,表面贴装技术得到广泛的发展,各种中小型加工企业及科研单位也都普遍采用表面贴装技术进行生产和研发,随着公司规模和产品结构的发展,仅仅依靠手工焊接远远不能满足产量和工艺方面的要求,而使用大型多温区回流焊机又需要投入大量的成本,也不利于多品种、小批量的产品生产。
实践证明,由该控制系统控制的台式回流焊能耗低、体积小、精度高、操作简单,在中小企业、院校和科研单位进行中小批量生产和研发得到很好的应用。
:
[1]郝建国,郑燕,薛延侠.单片机在电子电路设计中的应用[M].北京:清华大学出版社,2006.
[2]李士勇.模糊控制、神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,1998.
[3]马忠梅,籍顺心,张凯,马岩.单片机的C语言应用程序设计[M].北京:航空航天大学出版社,2007.
猜你喜欢
广东工业大学学报(2020年2期)2020-06-02 08:26:44
汽车维护与修理(2019年3期)2019-08-08 02:29:10
汽车维护与修理(2018年5期)2018-09-29 02:41:46
科学与财富(2018年16期)2018-08-10 10:47:16
汽车维护与修理(2018年23期)2018-07-03 07:10:10
汽车维护与修理(2017年5期)2017-11-17 01:54:49
科学与财富(2017年19期)2017-07-19 19:49:36
电镀与涂饰(2016年15期)2016-09-28 05:56:27
中国科技纵横(2015年2期)2015-11-05 02:30:11
科学中国人(2014年16期)2014-11-20 02:50:00