基于以太网和RS485 的服装吊挂生产线控制系统*
2013-09-13 06:05:58俞建定赵鹏飞
机电工程 2013年10期
吴 鑫,俞建定,赵鹏飞,王 银
(宁波大学 信息科学与工程学院,浙江 宁波 315211)
0 引 言
宁波及周边地区服装加工业非常发达,但在走访行业协会、企业过程中发现,宁波乃至全国的服装生产企业(特别是中小型服装生产企业)中,许多企业仍采用传统“捆扎式”生产模式,即在布料处理、剪裁、缝纫、钉扣等流水线环节,每个操作工位相互独立,前后工序的半成品传递靠人工搬运。这种生产模式不仅效率低而且返工率高、生产数据统计繁琐,在当前服装消费更新换代加速、企业招工难和外贸订单不稳定等情况下,会从内部制约企业生存发展。服装吊挂系统是一种先进的服装生产管理系统,它通过电脑系统集成控制,对生产数据进行即时采集、分析和实时处理,改变了服装行业传统的“捆扎式”生产方式,有效解决了制作过程中辅助作业时间比例大、生产周期长、成衣质量难以控制等问题[1]。服装吊挂系统在国外已经开始普及,技术相对成熟。国内由于轻纺行业技术服务机构缺乏,轻纺行业转型升级缓慢,且本身利润低,很少有企业和研发机构投资独立研发系统产品;而进口整套国外服装吊挂系统产品价格高、后期维护不便。如此便从一定程度上制约了我国服装企业的现代化进程。
本研究在查阅国内外同类系统资料,并经过长时间深入企业进行实地调研的基础上,设计并实现基于以太网和RS485 总线的服装吊挂生产线控制系统。上位机采用以太网通信,以保证通信的速度和通信的可靠性,而且连接方便,通过路由器或交换机可以方便实现对多条流水线的集中控制。工作站通信采用RS485 总线进行通信,在保证性能前提下,利于成本的控制。
1 系统构成
服装吊挂系统基本构成是一套悬空的物件传输流水线系统,通过一个循环的机械传输装置将各个生产加工工位桥接起来,由上位机控制带有不同编码的吊架在不同工位的传输,从而达到衣服或衣片的运输,是机电一体化在服装业的集中应用[2]。整个吊挂系统的基本工作程序如下:
工序加工完成——→发料台——→上吊架——→编码通信——→工位出衣料——→机械传输装置——→下个工位进料。
以上工作程序依次循环,每个工位自动控制自身的出衣料、自动记录自己的工作情况,同时上位机对所有工位进行监测管理。
本研究设计实现的是服装吊挂系统的核心控制部分,即服装吊挂系统的“大脑”。其由上位机、若干个中转器和多个工作站组成,系统总架构如图1所示。

图1 系统总架构
系统采用总线控制方法,各工作站挂接在RS485总线上,工作站数量最多可达100个。上位机作为总控设备,通过以太网与中转器进行通信,中转器重新对数据进行预处理,通过RS485总线与工作站进行数据交换。
以太网技术具有结构简单、成本低廉、传输数据量大、传输距离长、易于扩展等特点。系统采用的TCP协议是一个可基于三次握手的协议,又叫“面向连接”的通信协议,它规范了客户端和服务器的三次请求和应答的格式。从而能以较大的概率保证信道的成功建立,数据通信的可靠性高[3-4]。RS485总线通讯方式以其简洁灵活、硬件接口简单、软件易实现、性价比较高、传输距离较远、误码率较低、抗干扰能力强等优点在工业控制系统中,尤其在中小型数据采集和控制系统中运用广泛[5-6]。
本研究基于以上两种通信方式的优点,充分考虑在服装生产过程中的交互实时性和通信的数据量,将这两种总线集成混合使用,有效解决了总控设备(上位机)和控制设备(工作站)数据传输时的瓶颈问题,使上位机发挥出最大的工作效率,对工作站电路处理芯片的选择要求也不高,不仅可有效降低成本,而且连接方便、运行可靠。
2 工作站模块设计
工作站作为员工直接操作的工作平台,主要负责接收处理上位机下发的命令,并把自己的生产情况应答给上位机,另外还对工作平台的机电设备进行控制,如采集吊架信息的读卡器的信息交互,控制工位电磁阀的开关、传动装置电机的运转、手持设备命令控制等等。工位电路主要由MCU、存储芯片、输入/输出通道、485通信模块、手持设备电路等模块组成。输入/输出均采用光耦隔离,保证了系统的可靠性和抗干扰性,工作站电路结构框图如图2所示。

图2 工作站电路结构
MCU 采用STC 系列单片机,STC系列单片机属超强抗干扰、高速、加密性强、低功耗单片机,适合在服装加工车间使用,而且开发方便,性价比高。
工作站的软件主要由485通信模块、总控模块、时钟模块、手持器显示模块、I/O 控制模块构成。程序流程如图3 所示。

图3 工作站程序流程
3 中转器模块设计
中转器是通信的桥梁,是对系统采用的两种通信方式的承接,在系统中主要起数据的转换作用。其基本构成有以太网通信模块、中央处理模块MCU、RS485通信模块、电源模块和I/O接口,其结构框图如图4所示,以太网通信模块和上位机相连,RS485 模块和各工作站相连。其中MCU采用的也是STC系列的单片机,以太网通信模块的网络控制芯片采用的是W5100。W5100 是一款高性能且内部集成硬件协议栈的网络控制芯片,具有控制方便,外围电路简单等特点[7]。

图4 中转器电路结构
中转器程序设计思路如下:
中转器要处理的数据包括所有工位的数据,上位机下发给工位的数据,先到达W5100发送缓存区,再由MCU取出转换后下发给工位,工位接到命令后立即应答,这些应答信息也是先由MCU 转换后填入W 5100接收缓存区。
系统工作时,MCU 实时判断W5100 的发送缓存区(TX)是否有数据,如果有数据,取出一部分数据放入一个数组,对数据进行处理,再把这部分数据下发给所有工位,数据中含有工位地址,每个工位根据接收到的数据进行地址匹配,如果是自己的数据就接受处理并立即应答给上位机。MCU 接收到工位的应答数据后,先将数据存入一个数组,再将这部分数据发送到W5100的接收缓存区(RX)。
RS485配置程序分为UART初始化、数据发送和接收3个部分。UART初始化模块,主要设置波特率、串口工作模式和开启中断等,数据发送采用查询方式是为了提高数据传输的效率和实时性。数据的接收采用中断方式。
中转器处理程序的流程如图5所示。
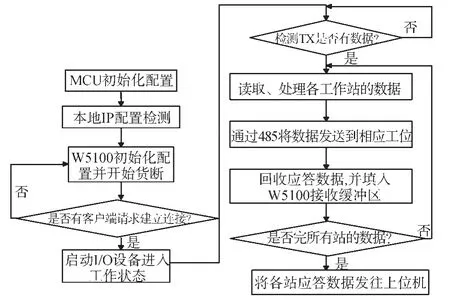
图5 中转器程序流程
4 上位机软件设计
上位机是系统的控制中心,对下位机上传的数据进行分析、保存和显示,控制每件衣服的整个生产过程。通过对数据的收集和处理,系统可以实时呈现工作量、产量和返工量等数据,利于用户对生产情况的了解和调整。其主要由通信模块、人机交互界面模块和后台数据库等组成。
4.1 通信模块设计
为了实时监控每个工位的生产情况,系统上位机和工位间需频繁进行数据交互,则对后台数据库操作会很频繁。若将通信模块程序嵌在人机交互界面的实现上,则对多线程的处理要求较高。
基于Delphi 在数据库操作方面的强大优势[8],本研究使用Delphi 技术将通信模块做成人机交互界面的一个插件,系统工作时,通过人机交互界面启动通信模块。通信模块负责实时与下位机进行数据的交互,人机交互界面负责数据查询和更新。这样的组织方式使得上位机软件结构性更强,开发难度反而下降,也利于软件的升级。
通信模块与下位机进行数据的交互主要包括:一是对采集到的每个生产工位的数据进行处理,将相关数据同步到数据库;二是响应工位的请求,下发相关命令给每个生产工位。交互的数据包含了所有的工位的数据,其数据帧格式如图6 所示。

图6 数据帧格式
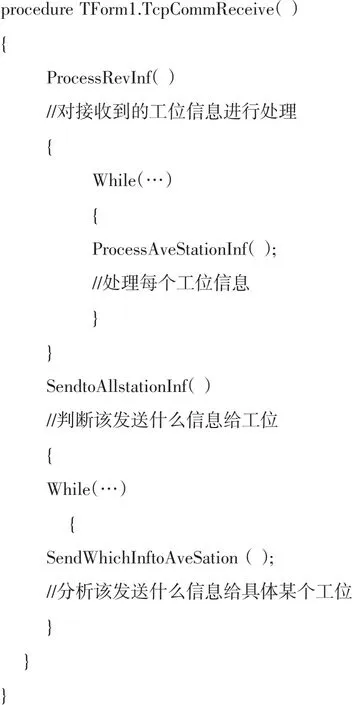
在与中转器通过以太网通信中,PC 扮演的是客户端角色,利用Delphi7中的TcpClient控件可以很方便地实现其功能。
处理程序的伪代码如下:
4.2 人机交互界面模块设计
该界面是在Visual Studio 2005.Net编程环境中使用C#语言编程完成,通过在.Net平台上运用C#可以很便捷地进行应用软件的快速开发[9-10],后台数据库采用广泛使用、操作简便的SQLServer2000来存储数据[11]。其主界面框架如图7所示。

图7 上位机软件主界面
人机交互界面主要功能包括:
(1)实时显示各个工位的生产数据。通过更新每个工位上传的数据,呈现给管理者,以利于生产进程的判断和调整;
(2)制定加工方案。根据要生产服装款式的工艺要求,制定相应的加工方案,即安排工位制作相应的工序;
(3)员工信息的管理。对员工个人基本信息的统计,员工工作状态的设置,对生产小组的设置;
(4)自动生成报表。将数据库中的历史数据,按着用户的要求生成对应的报表;
(5)进行多任务工作机制管理。多种款式同时加工,按尺寸、颜色分类统计,可以对多条流水线集中控制。
5 系统测试
为了方便系统通信的调试和系统工作过程中事故的排查,在上位机软件的通信模块中,本研究将与下位机的数据交互过程以日志的形式记录下来。测试日志截图如图8所示。
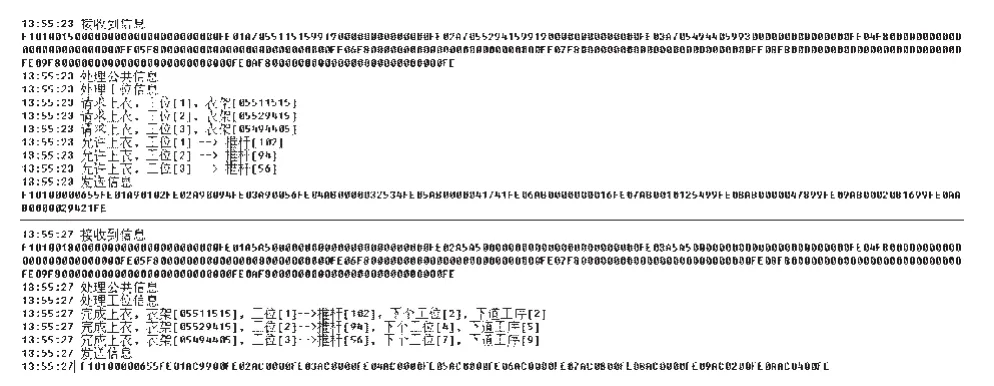
图8 测试日志截图
测试:设置10个加工工位,1号2号3号站上吊架,上位机接收到数据后对其进行分析,在13:55:23时刻做出应答,发送命令工位。在13:55:27时刻,上位机收到工位执行命令后的应答信息。吊架进入机械传输装置前后经历大概在4 s左右,满足生产需求。
从日志中可以看到,上位机和下位机通信呈应答模式,下位机上传的数据和上位机下发的命令都可以比较直观地呈现,调试和事故的查找非常方便。
6 结束语
本研究设计和实现的服装吊挂生产线控制系统与目前市场同类产品相比,通信架构产生了全新的变化,整个结构灵活性更强,所设计的连接两种通信方式的中转器,其结构简便、成本低,数据转换效果理想。系统的上位机软件界面友好,操作简单。该系统已经在宁波纤真服饰有限公司、宁波华鑫针织制衣有限公司等企业投入使用,得到用户满意反馈。
(References):
[1]陈洪倩,陈 雁,丁 佳,等.服装吊挂线生产组织分析[J].丝绸,2012,49(1):30-32.
[2]周旭东,宋晓霞,刘静萍.智能服装吊挂生产管理系统的研究[J].上海工程技术大学学报,2000,14(3):63-67.
[3]唐 粲,贠 超,宁远明.密集架安全监测与控制技术研究[J].机电工程,2008,25(6):1-4.
[4]张早生,黄廷磊.基于以太网的嵌入式数据采集系统的研究与应用[J].计算机系统应用,2010,19(7):122-125.
[5]李秉荣,刘夫云,鲁倪亚.基于RS485 和TCP/IP 网络的分布式称重系统[J].计算机系统应用,2011(9):35-38
[6]高军丽,王宝珠.基于RS-485 总线的智能分布式测控系统设计[J].计算机与现代化,2012(3):151-154.
[7]王计元.单片网络接口芯片W5100 的原理与应用[J].上海电力学院学报,2011,27(2):153-159.
[8]王林玮.Delphi7 数据库工程实用编程技术[M].北京:电子工业出版社,2006.
[9]高 扬.基于NET 平台的三层架构软件框架的设计与实现[J].计算机技术与发展,2011,21(2):77-80,85.
[10]张 立.C#程序设计编程经典[M].北京:清华大学出版社,2008.
[11][美]Jeffrey R.Shapiro.Microsoft SQL Server2000 参考大全[M].周 之,等译.北京:清华大学出版社,2002.
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
今日农业(2022年16期)2022-11-09 23:18:44
装备制造技术(2020年1期)2020-12-25 05:18:20
电脑报(2020年32期)2020-09-06 13:55:22
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
电子制作(2017年24期)2017-02-02 07:14:44
杭州(2015年9期)2015-12-21 02:51:49
电源技术(2015年7期)2015-08-22 08:48:48
中国交通信息化(2015年11期)2015-06-06 06:51:33