过程能力分析在压缩机密封圈加工质量控制中的应用
2013-09-12 01:29:38赵秋军
机械设计与制造工程 2013年12期
杨 勇,赵秋军
(1.南京肯特复合材料有限公司,江苏南京 211162)
(2.中联认证中心江苏办事处,江苏南京 210007)
过程能力分析在压缩机密封圈加工质量控制中的应用
杨 勇1,赵秋军2
(1.南京肯特复合材料有限公司,江苏南京 211162)
(2.中联认证中心江苏办事处,江苏南京 210007)
为了保证大批量零件加工的产品质量合格率满足客户的要求,通过Ppk(过程性能指数)计算来评估初始加工过程能力,结果表明初始工序的过程能力不足。经因果分析,采取了相应的整改措施。落实改进措施后,在稳定状态下,取样所加工的统计数据,运用MINITAB软件,绘制了控制图、过程能力图,并进行了过程能力指数Cp,Cpk(短期)与过程性能指数Pp,Ppk(长期)计算和分析。最后根据客户反馈的质量数据确定了加工过程的工序能力水平与状态,使其工序能力满足客户的要求。
过程能力指数;过程性能指数;MINITAB;无屑割片;质量控制
零件的加工质量是整个产品质量的基础,机械产品的工作性能和使用寿命在很大程度上取决于零件的机械加工质量。每天生产产品的质量,如工件的尺寸、表面粗糙度等都会不断变化。为了加工出尺寸均匀、粗糙度一致的工件,即使对加工环境的温度、湿度以及切削时的进刀量等操作条件做出严格的规定,实际生产出来的产品质量仍然存在波动,而且上面所列出的加工条件固定不变也是难以办到的事,这些加工条件也存在着一定程度的波动,因此工序质量在各种影响因素制约下,呈现波动特性。统计方法能够对这些波动的状况及其相互关系进行定量分析,是监控、改进产品质量非常有用的工具,因此过程能力指数(Cpk)与过程性能指数(Ppk)在质量控制中被越来越频繁地使用。近年来随着生产力的高度发展,对产品质量和服务质量的要求不断提高,不合格品率要求越来越低,而与其对应的过程能力指数要求越来越高,这反映了生产能力的进步和经济效益的提高。
Cpk反映的是在稳定状态下的实际加工能力,它是一种组内变异,其前提是组间的变异相对稳定,有助于过程管理水平的提高。Ppk因其具有不同于Cpk的特点,反映了实时过程的性能,反映的是组内和组间的总体变异[1],不需要考虑过程是否统计受控,是对实时过程整体性能研究和初始过程能力的评估。因此,将过程能力指数和过程性能指数搭配起来进行研究,应有助于为企业提供一套准确的过程管理与过程控制方法。
1 问题的提出
2013年5 月中旬,某车间接到一批材质为PTFE+15%GFLL的压缩机密封圈生产任务。密封圈的制造流程为:配料-混料-压制-烧结-车加工-等压成型-拉伸试验-包装-交付。现仅对车加工过程(单一的过程流)能力进行评价,其车加工的质量特性要求为 (φ55.95 ±0.25) ×φ36.62 ×(1.02 ± 0.04)。客户要求对密封圈关键尺寸厚度(以下简称厚度)(1.02±0.04)特性值及无屑割片加工过程能力进行评定,客户给定的过程能力要求为Cpk>1,Cp>1.33,对应的不合格品率小于0.013 5%。
2 制定(车加工过程能力)设计试验方案
试验设备型号:CJK0635/A(一班制,专人操作)
加工材料:PTFE+15%GFLL(压制毛坯净重205g,尺寸φ58×φ35×51)
夹紧装置:外模(弹簧夹头)
主轴速度、进刀量:系统设置(主轴速度1 060r/min,进刀量120mm/min)
刀具材料:牌号为YT15的硬质合金长方条(宽2mm×高10mm×长130mm)
检测要求(方法):厚度以里口相切处,测三点的最高点为准
检测仪器:数显外径千分尺,型号IP65(计数0.001mm,2号检验员)
环境温度:15℃ ~30℃
3 初始加工过程能力的评估和分析
a.按上述试验方案(车加工过程能力),收集连续加工密封圈厚度检验记录的数据,取N=100件,如图1所示。
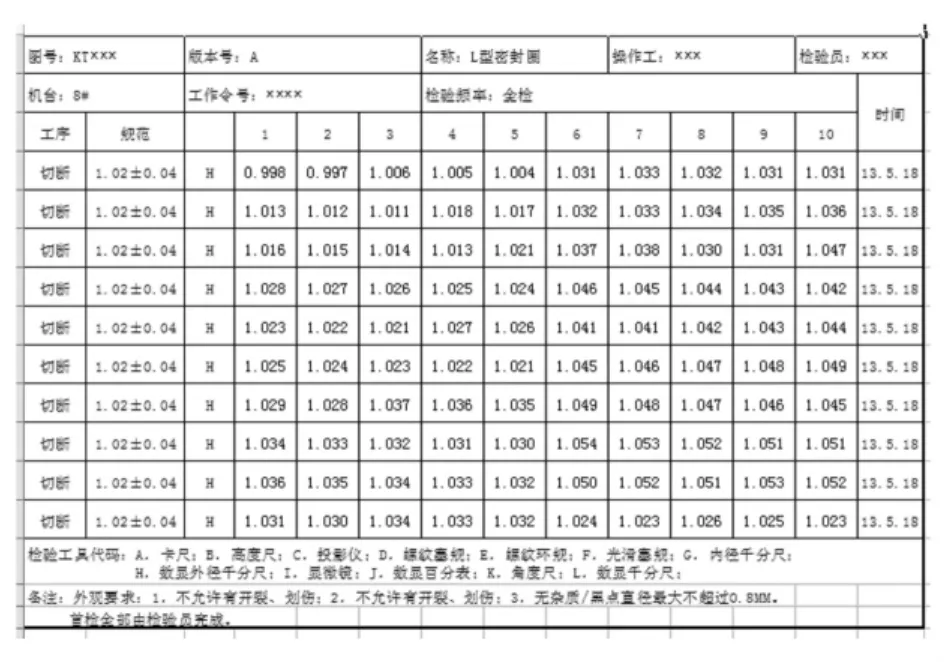
图1 产品加工过程检验报告单(1)
b.运用软件作正态性检验图(结合过程能力图),对图1中的数据进行正态性检验,确认是否服从正态分布(P>0.05为正态,P<0.05为非正态)[2]。
运用MINITAB进行计算,实现路径为:(1)依次点击“统计 >基本统计量 >制定正态性检验”进入设置界面。(2)指定“变量”为“单1”,指定“标题”为“2013.5.18密封圈单1”,运行命令,得到如图2所示的结果。
c.评估和分析Ppk初始加工过程能力。
计算机软件MINITAB的实现方法如下:(1)依次点击“统计 >质量工具 >能力分析 >正态”进入设置界面。(2)指定“单列”为“单1”,指定“子组大小”为“10”,在“规格下限”中输入“0.98”,在“规格上限”中输入“1.06”,运行命令,得到如图3所示的结果。
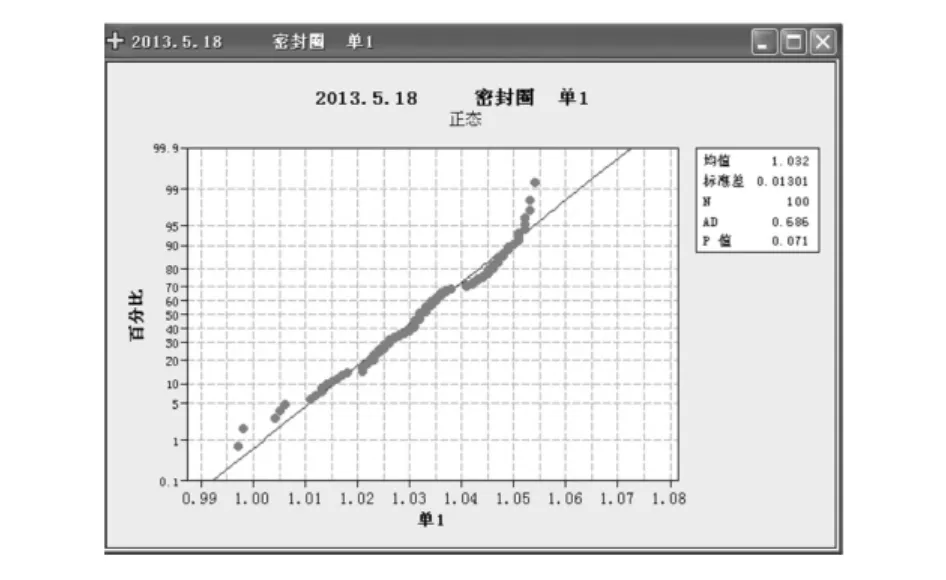
图2 密封圈单1正态性检验图
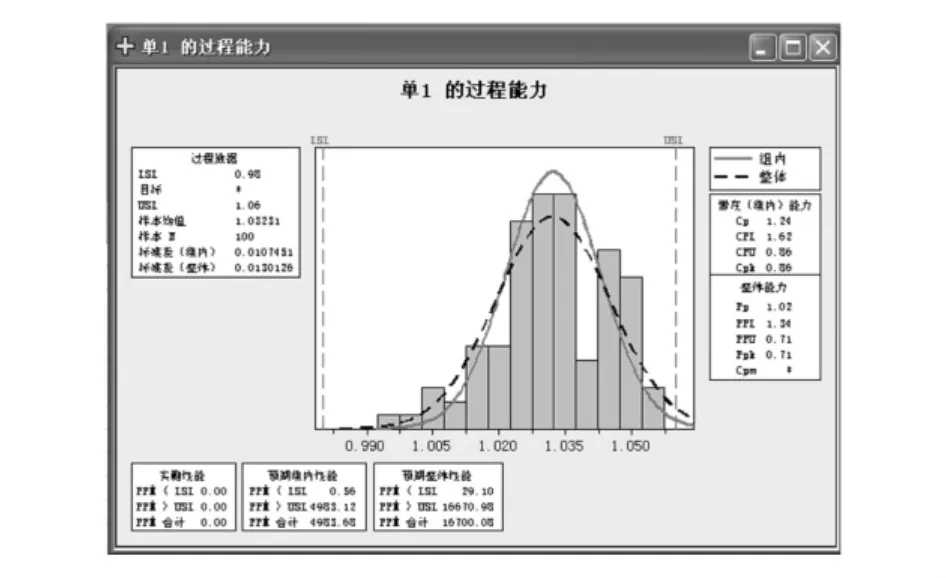
图3 单1的过程能力图
(1)通过以上统计分析可以得出如下结论:①数据服从正态分布,从图2可知 P=0.071>0.050,从图3可知直方图呈单峰、钟形正态分布;② 过程性能指数Ppk=0.710,Pp=1.020,样本均值为1.032,说明实际中心与公差中心偏离1.032-1.020=0.012mm,生产过程的波动较大,过程能力严重不足。
(2)改进措施:
①调整设备。将生产过程的实际中心调整至公差中心处。
②变异源分析。经工艺技术人员召集现场管理人员、操作者、检验员对原制定的设计(车加工过程)试验方案所造成过程变异性(的根本因素)技术进行了讨论,通过因果分析,确定需做以下改进:在夹紧装置上增加芯模,并要求芯模与外模同时装夹;将牌号 YT15硬质合金长方条更换为YT726(如图4所示);改变主轴速度,由原1 060r/min更改为1 360 r/min,进刀量120mm/min不变(此处排除机床工作精度变化影响);每生产50只毛坯必须更换刀具,使该加工过程处于较理想的受控状态;继续使用工序能力进行控制和监督,以便及时发现异常波动。
4 Cpk,Ppk在稳定状态下的实际加工能力
a.改进措施(条件固定,如图4所示)落实后(加工一段时间),选择“样本容量/频率”为“5件/30min”,取样100件。计算取样数据为20组数据,N=100件,如图5所示。
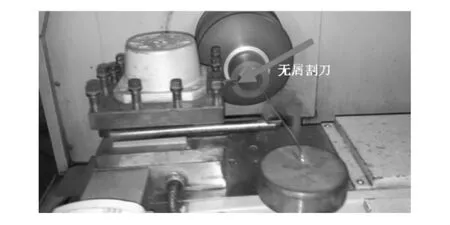
图4 密封圈无屑割片图
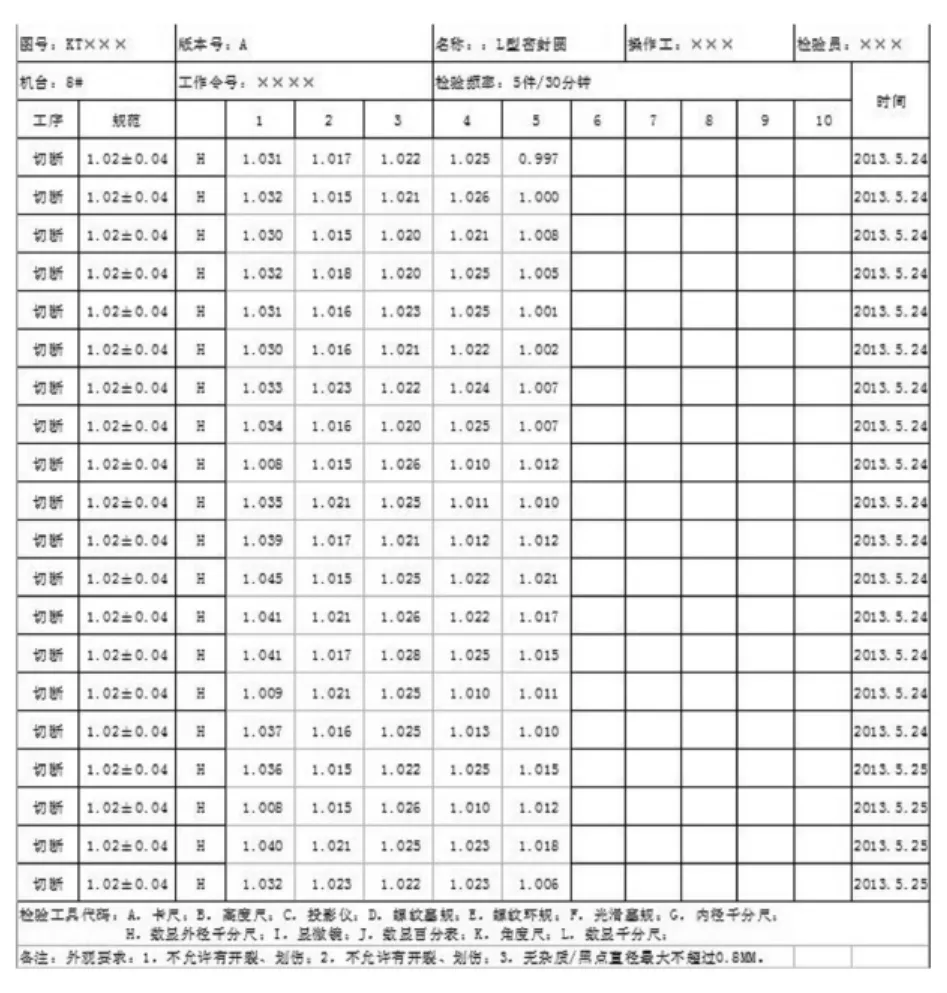
图5 产品加工过程检验报告单(2)
b.作计量型Xbar-R控制图,来检验过程是否处于统计控制状态。
运用MINITAB绘制Xbar-R控制图的实现路径如下:(1)依次点击“统计 >控制图 >子组的变量控制图 >Xbar-R”进入设置界面。(2)指定“子组的观测值位于多列的同一行中”为“C1 C2 C3 C4 C5”。(3)在“Xbar-R选项 > 检验”中选择“执行所有的特殊原因检验”,运行命令,得到如图6所示的结果。
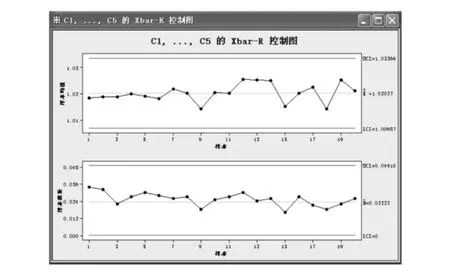
图6 C1,…,C5的 Xbar-R 控制图
依据国标GB/T4091-2001《常规控制图》中规定的8种判异准则,从图6可判断,该过程处于统计控制状态[3]。
c.对采取改进措施后的过程能力进行分析和评定。
计算机软件MINITAB的实现方法如下:(1)依次点击“统计>质量工具>能力分析>正态”进入设置界面。(2)指定“子组跨数列”为“C1 C2 C3 C4 C5”,在“规格下限”中输入“0.98”,在“规格上限”中输入“1.06”,运行命令,得到如图7所示的结果。
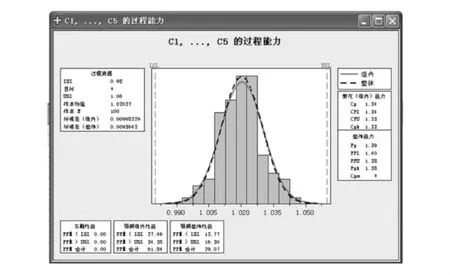
图7 C1,…,C5的过程能力图
从图7可以看出:(1)该图为单峰、钟形正态分布,证明过程能力是正常的。(2)对采取改进措施后的过程能力进行分析:①新过程能力Cpk=1.330(Cp=1.340),Ppk=1.380(Pp=1.390),满足(客户)要求,说明该过程处于技术控制状态[3];②Cpk,Ppk相差不多,说明生产过程中只受到随机波动的影响,表示前期改进措施有效。
5 结束语
通过对该工序的过程能力分析,及时发现了该工序原有的过程能力不足,在采取了相应的整改措施后,使工序能力得到了提高,达到了客户要求。客户反馈的质量数据表明,改进后的工序合计加工产品20万件,客户使用中发现不合格品5件,不合格品率为0.002 5%。这表明采用文中过程能力分析方法判定该工序的状态与加工产品质量水平是一种行之有效的方法,该方法已被纳入该产品的质量控制计划,并建立了密封圈割片作业指导书,为该工序今后持续稳定地生产满足客户要求的产品奠定了基础。
[1] 马逢时,周暐,刘传冰.六西格玛管理统计指南 MINITAB-使用指导[M].2版.北京:中国人民大学出版社,2013:433-446.
[2] 何侦.六西格玛绿带手册[M].北京:中国人民大学出版社,2011:146-147.
[3] 国家质量监督检验检疫总局质量管理司,全国质量专业技术人员职业资格考试办公室.质量专业理论与实务(中级)[M].北京:中国人事出版社,2003:155-159.
The Process Capability Analysis in Quality Control of Mechanical Products Processing
YANG Yong1,ZHAO Qiujun2
(1.Nanjing Kent Composite Materials Co.,Ltd.,Jiangsu Nanjing,211162,China)
(2.China United Certification Center,Jiangsu Nanjing,210007,China)
In order to ensure the qualification rate of product quality of large quantities of parts processing to meet customer requirementsthe,it takes the Ppkprocess performance index for calculation of initial process capability evaluation,the results show that the initial process of process capability is insufficient.It analyzes the causal analysis,adopts the corresponding corrective measures.In a stable state and the sampling statistics,it draws the control diagram with MINITAB software,describes the process capability and process capability index,and proposes the Cpand Cpk(short- term)and process performance index of Pp,the Ppk(long - term)calculation.According to the customer feedback of quality data,it determines the process capability level of machining process and state,the process capability to meet customer requirements.
Process Capability Index;Process Performance Index;MINITAB;A Chipless Cutting Slices;Quality Control
F273
B
2095-509X(2013)12-0065-04
10.3969/j.issn.2095-509X.2013.12.016
2013-10-18
杨勇(1960—),男,江苏江阴人,南京肯特复合材料有限公司质量工程师,主要从事质量管理工作。
猜你喜欢
昆钢科技(2022年2期)2022-07-08 06:36:14
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
山东冶金(2019年2期)2019-05-11 09:12:24
统计与决策(2017年2期)2017-03-20 15:25:23
中国塑料(2016年8期)2016-06-27 06:34:54
电测与仪表(2016年15期)2016-04-12 00:30:58
工程建设与设计(2016年1期)2016-02-27 10:50:23
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:14
橡胶工业(2015年11期)2015-08-01 09:08:58