
PLC触摸屏配置方案优缺点分析及改进研究
2013-09-10 08:33王东升
自动化仪表 2013年5期
金 晶 王东升 刘 宁
(西安陕鼓动力股份有限公司,陕西 西安 710075)
0 引言
鼓风机组广泛应用于高炉鼓风、电厂及炼油厂脱硫鼓风、高炉和焦炉煤气加压输送等工艺流程,此类机组在整个工艺过程中是非常关键的设备,一旦停机或者损坏,整个工艺过程都有可能停产[1-2]。此类机组的检测点较少、控制回路相对简单、无需频繁操作,一般选用中型PLC进行机组监控,如施耐德M340系列、西门子300系列等;上位机常采用工控机、台式机或者触摸屏进行实时监测。其中,触摸屏具有占用空间小、配置成本低等优点,在许多机组中得到了应用。
分析现场应用反馈回来的触摸屏使用问题可知,“触摸屏+PLC”配置方案存在一些不足,对机组的正常操作和可靠运行也造成了一定影响。因此,对该方案的优缺点展开分析并进行改进研究具有现实意义。
1 “触摸屏+PLC”方案分析
1.1 “触摸屏+PLC”方案优势
触摸屏是一种附加在显示器表面的透明介质,其通过使用者的手指触摸该介质来实现对计算机的操作定位,最终实现对计算机的查询和输入,从而简化计算机的输入方式,真正实现零距离操作[3]。触摸屏的本质就是传感器,由触摸检测部件和触摸屏控制器组成。触摸检测部件安装在显示器屏幕表面,用于检测用户触摸位置,然后将信号送至触摸屏控制器。触摸屏控制器的主要作用是接收触摸检测装置发出的触摸信息,然后转换成触点坐标发送给CPU,同时接收执行CPU发出的命令信息。
根据传感器类型划分,触摸屏主要分为表面声波式、电阻式、电容式、红外式和新概念式等类型。由于电阻式触摸屏价格相对便宜,市场占有率较高,鼓风(通风)机组控制系统中的触摸屏主要采用电阻式[4-6]。
在鼓风机组控制系统中,“触摸屏+PLC”配置方案如图1所示。
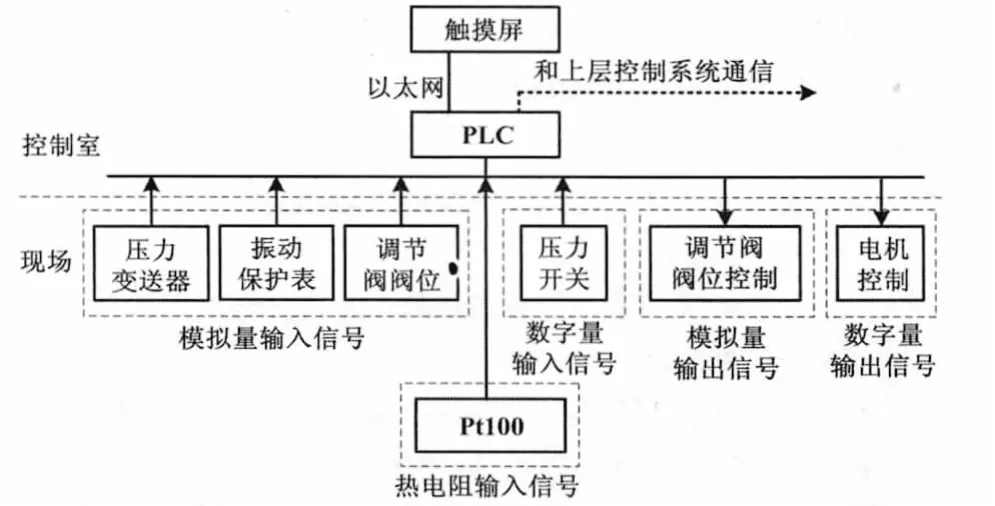
图1 “触摸屏+PLC”配置方案Fig.1 “Touch screen+PLC”configuration
图1中,压力变送器、轴振动变送保护表、调节阀电动执行机构等4~20 mA模拟量输入信号,Pt100等热电阻输入信号,压力开关等数字量输入信号以及调节阀阀位控制等模拟量输出信号,电机控制等数字量输出信号与PLC输入输出模块连接;PLC与触摸屏可以通过以太网进行通信(如有需要,PLC也可以和上层控制系统进行通信),触摸屏自带上位运行软件。
“台式机+PLC”配置方案如图2所示。PLC与台式机通过以太网通信(如有需要,PLC也可以和上层控制系统进行通信),台式机配置有上下位编程及运行软件,具备工程师站功能。
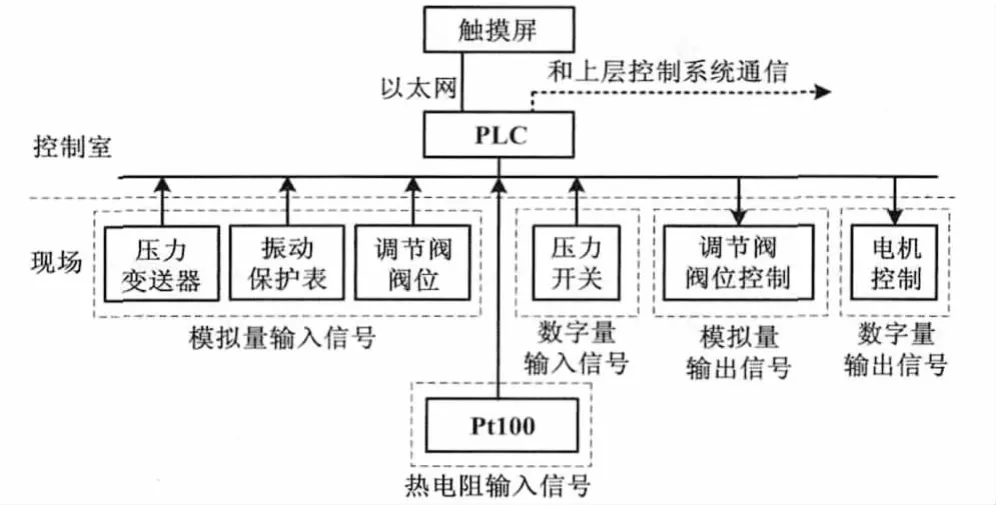
图2 “台式机+PLC”配置方案Fig.2 “Desktop+PLC”configuration
由图2可知,若采用“台式机+PLC”配置方案,时间一长,键盘鼠标容易卡死,主机频繁死机,严重影响机组运行安全及工艺过程稳定性。
1.2 “触摸屏+PLC”方案不足
根据上述分析,现场无需设置控制室时,“触摸屏+PLC”配置方案优势较为明显。在鼓风机组控制系统中,出于成本方面考虑,也经常选用这种配置方案。但是在机组现场投运及后续运行过程中,出现的问题较多,下述为部分现场反馈问题。
(1)现场一:①时间一长触摸不灵敏,损坏后维修麻烦,触摸屏上位程序的二次安装不方便;②机组运行过程中程序不便于后续改进;③数据存储时间短。
(2)现场二:①用户操作不方便,屏幕较小,分辨率及亮度较低;②工作不稳定,有时会出现通信中断,经常出现死机等状况,造成工程部服务人员多次重复现场处理问题,大大增加了服务成本,且存储量小,无法保存长时间的历史数据(只能存储15 min)。
(3)现场三:控制柜安装在室外(当地气温有时低于-10℃),使用温度超出了触摸屏的工作温度(0~50℃),触摸屏不能正常工作,影响系统稳定性。
根据上述统计触摸屏运行过程中出现的问题,“触摸屏+PLC”配置方案的不足主要表现在以下几个方面。
旱育秧3叶内以旱为主,促其根系发达、长成壮秧,尽量做到床土不开裂不浇水、秧苗不卷叶不浇水。3叶以后要适当提高床土水分含量,保持土壤湿润,切忌用大水漫灌。阴雨天要盖膜挡水,并及时排干畦沟水,达到最大限度地控水。
①数据存储时间短,无法保存长时间的历史趋势数据。例如某品牌触摸屏存储容量为64 MB,上位组态画面约占用30 MB,剩余34 MB主要用于存储数据。鼓风机组中需要存储的模拟量点约20个,数字量约40个。如果设定数据每秒存储一次,则每秒存储容量为(20×4 B+40÷8 B)=85 B,而一天存储容量约为7 MB,则此触摸屏可以存储约4.9天的数据。对于存储容量小于64 MB的触摸屏,其存储时间更短,现场一的历史数据只能存储15 min,不利于机组事故停机后研究历史趋势、分析事故原因。
②鼓风机组控制系统主要采用电阻式触摸屏,使用寿命较短(一般为3 a),长时间使用触摸不灵敏。如果触摸屏出现故障,操作人员很难判断是屏幕表面损坏还是屏内器件故障,维修不方便,只能直接换新且重新安装上位程序。
③在前期机组自控系统设计过程中,触摸屏品牌的选择通常依据PLC品牌,而PLC品牌的选择主要由用户要求决定。用户要求的PLC品牌不同,所配置的触摸屏品牌也可能不同;还有部分用户指定触摸屏品牌,从而造成上位编程人员需要熟悉各种触摸屏编程环境,编程任务较重。
④存在个别特殊情况,如现场三,触摸屏嵌入控制柜表面,控制柜直接放置于现场,但没有考虑到触摸屏的工作温度一般为0~50℃(当地气温有时低于-10℃),导致触摸屏频繁故障,影响控制系统运行稳定性。
总结“触摸屏+PLC”配置方案的优缺点,寻找适合鼓风机组的配置方案,对提升机组控制水平具有重要推动作用。
2 “触摸屏+PLC”方案改进
①在鼓风机组控制系统设计过程中,建议优先采用“台式机+PLC”配置方案。
②对于某些特殊的场合,如无独立的控制室、台式机无处放置或控制室离PLC较远需要进行光纤通信等不得不采用触摸屏时,建议采用“触摸屏一体机+PLC”或“触摸显示器+主机+PLC”配置方案。
3 结束语
“触摸屏+PLC”配置方案具有其适合的应用场所,如玻璃纤维生产线捻线机自动控制[7]、焦化厂推焦车控制[8]、汽轮机冷却水泵控制[9]等,无需设置独立的控制室。但在鼓风机组控制系统中,大多建有独立的控制室,“触摸屏+PLC”配置方案的不足尤显突出。“台式机+PLC”、“触摸屏一体机+PLC”以及“触摸显示器+主机+PLC”配置方案有效地解决了前者存储时间及使用寿命短等不足,减少了工程服务人员的后期维护成本,提高了控制系统的可靠性、稳定性及可操作性,大大提升了机组控制水平。
[1]吴玉林,陈光庆,刘树红.通风机和压缩机[M].北京:清华大学出版社,2005.
[2]李方涛,李书丞,苏成利,等.离心式压缩机防喘振控制及故障诊断系统研究与应用[J].化工自动化及仪表,2011,38(5):589-592.
[3]韩冰.触摸屏技术及应用[M].北京:化学工业出版社,2008.
[4]吴志晟.PLC控制系统与触摸屏在鼓风机中的应用[J].杭氧科技,2009(3):28-33.
[5]许琼.PLC与触摸屏在鼓风机中的应用[J].杭氧科技,2010(Z1):87-89.
[6]路海东.对于触摸屏在PLC的高温风机控制系统的改进[J].中国水泥,2010(5):73 -74.
[7]赵显红,张晓红.触摸屏与PLC在捻线机自动控制系统中的应用[J].自动化仪表,2008,29(7):66 -68.
[8]唐一科,王久斌,谢志红.煤化工炼焦推焦车自动行走控制系统的研制[J].重庆大学学报:自然科学版,2003,26(12):32 -34.
[9]傅光辉,李创军.汽轮机循环冷却水泵变频改造[J].能源研究与管理,2010(1):51 -59.
猜你喜欢
消防界(2021年19期)2021-11-14
防爆电机(2020年5期)2020-12-14
电脑爱好者(2020年13期)2020-08-17
电脑报(2019年37期)2019-09-10
汽车维修技师(2016年5期)2016-11-16
汽车维护与修理(2016年10期)2016-07-10
水上消防(2015年1期)2015-12-17
汽车维护与修理(2015年7期)2015-02-28
水上消防(2014年5期)2014-12-17
IT时代周刊(2008年23期)2008-12-19
