
TRIDENT三重冗余控制系统在气压机上的应用
2013-09-01 02:15杨祖钊
电气技术 2013年9期
杨祖钊
(长庆石化公司运行保障部,陕西 咸阳 712000)
传统的压缩机控制一般采用多种单元联合控制的方式,包含调速单元、振动检测单元、反喘振控制单元、ESD以及DCS系统等等。这样分散式系统各部分之间的信号连接采用控制网络通信方式进行,通信速度较慢,接线错综复杂,可靠性差,给压缩机机组的安全稳定长周期运行带来很大威胁。为此,某公司140万t/年催化裂化装置气压机机组监控系统采用TRICONEX TRIDENT三重冗余控制器技术,保证了设备的平稳运行,大大提高了装置的安全性。
气压机组是以透平驱动离心式压缩机,它的主要功能是压缩来自分馏塔顶油气分离器来的富气,然后进行气液分离。该机组在压缩气体的同时,担负着控制沉降器压力的任务,正常时,通过调节机组转速,控制反应压力,确保装置的平稳运行。
1 TS3000控制系统的特点
TS3000系统最大的特点是能同时满足高可靠性、高可用性的容错控制能力,控制系统可以识别控制系统元件故障,自动把故障的元件加以排除,并允许在继续完成指定任务的同时,对故障元件进行在线修复而不中断过程的操作。
TRICON系统有3个主处理器,系统中所有的I/O信号都要经过硬件的三取二表决。工作原理图如下图1所示。现场变送器过来的信号进入输入模块后,分成3路,3路之间彼此光电隔离,分别送到3个主处理器,在TRIBUS总线上对数字量信号进行表决,对模拟量信号进行传输,这样保证每一个主处理器使用同样的数据进行过程控制,然后把3个处理后的结果分3路分别输出到输出模块,在输出模块上进行数据表决,以保证输出结果的准确性。
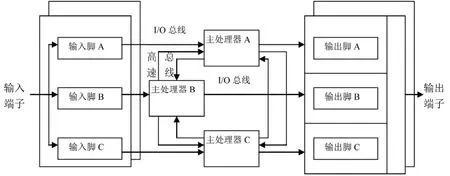
图1 TS3000控制器三重化结构图
2 系统构成
2.1 硬件配置
催化裂化装置气压机控制系统由两个RITTAL机柜组成,柜内安装1套TRICENT控制器(3块5101MP卡及底板,两块5201CM卡及底板,10块IO卡及底板;DI:4块,DO:6块,AI:3块,AO:3块)。机柜外设设备包括1个工程师站,1个操作站,1个A4打印机。通信系统由CM模块、集线器和PC组成工业以太网,工程师站、操作站与Trident控制器可以通过网络进行过程监控、程序修改和在线下装。硬件结构图如图2所示。
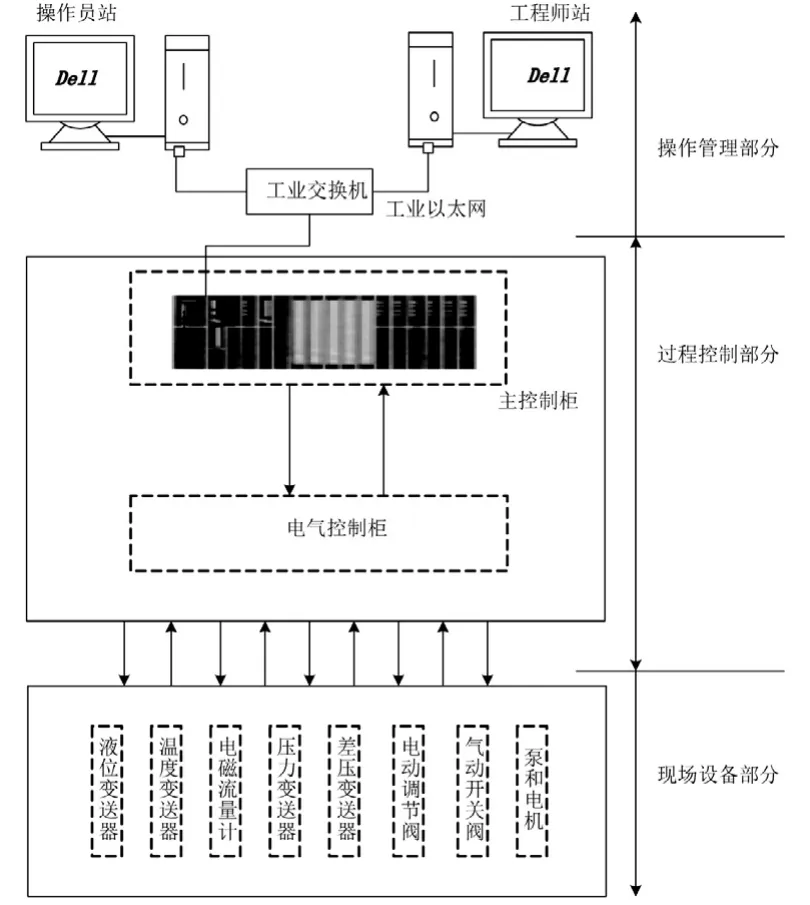
图2 硬件结构图
2.2 软件设计
控制组态软件主要采用TriStation 1131,主要用于完成控制器的程序编制。而机组控制系统的人机界面软件采用Intouch8.0,运行Windows2000操作系统。上下位机通过Modbus通信协议进行数据交换。在Intouch中通过选装与下位控制系统对应的I/0 Sever即可实现上下位机的动态数据交换(DDE)。下位机每个需要交换的数据都有一个惟一的Modbus地址,与Intouch中标记名字典(Tagname Dictionary)中的变量一一对应。
3 关键控制方案的说明
3.1 防喘振控制
重油催化裂化装置的气压机组由于是两段压缩,应用手段就是将一段的出口流量返回到分馏塔顶富气冷却之前,将二段出口流量返回到段间冷却器之前,通过下位机采集压缩机入口实际流量、压力和出口压力的数据,依据排气压力PD与吸气压力PS之比和入口流量的关系形成压缩机的特性曲线如图3所示。

图3 离心式气体压缩机喘振线及防喘振线示意图
压缩机流体流量设置点由控制线提供,控制线相对喘振线的位置由速度线的斜率决定,控制线位于喘振线右边区域对喘振控制器PI算法是安全区域,这种安全关系确定之后被编译到控制器,其中PI控制用于控制点和压缩机运行点的比较,并提供一个输出信号到防喘振阀,来防止流体减小到控制线下。
在流体流量快速减小的情况下,如效果较差,过程混乱,还需补充以下3种另外的控制。
1)运用一条备用线,位于控制线和喘振线之间,如果压缩机运行点移动到控制线左侧并且达到备用线,关闭PI控制很快强制将防喘振阀打开,作为使流体流量增加的需要。
2)如果在给定时间内,压缩机流体流量出现3次低于备用线设定流量值的波动,喘振控制设置点就会移动2%,重新建立一个更大的安全区域,移动累计最大值可达到10%。
3)增加一个可变比例分数到控制循环,来协助当压缩机的流体流量快速减小时的过程稳定性。
3.2 调速控制
在传统控制系统中,机组的速度控制,包括启动、调速、超速试验和超速保护是由专门的调速器或调速器加超速保护器来实现实现,如WOODWARD505控制器、TRI-SEN TS310调速器等。而在本系统中TriStation 1131软件针对汽轮机在启机过程中所处的不同状态要求,开发出各种专用的功能模块(如表1所示),这些模块可方便地进行组态连接,实现机组的起机和调速功能。完全代替了以上硬件功能,这些模块具有的强大功能使其满足机组速度控制的所有要求。

表1 调速的典型功能模块
当压缩机组各项起动条件具备,系统发出允许起动命令后,机组开始起动。起动机组分两种方式:自动起动或手动起动,自动起动是将按照编好的程序按升速曲线自动升速。当机组转速达到正常转速时,机组进入运行状态。在整个升速过程中操作员也可以人为干预,即操作员可以设定目标速度,按操作员的意愿操作机组,这种操作即手动操作,手动和自动可随时切换并能做到无扰动。
4 系统故障处理
4.1 故障现象
气压机控制系统自2005年8月投用以来,先后于2005年11月24日、2008年1月18日和10月23日出现过三次防喘振对话框自动赋值的异常现象,给工艺操作带来了一定的影响。三次故障现象一样,皆为防喘振控制人机界面上“手动输出”赋值框内自动赋值(如图4所示),该输出信号控制防喘振阀异常动作。由于此故障现象不维持,而且是软故障,故障过后一切控制都能恢复正常,这给故障的分析判断解决带来了相当的难度。

图4 防喘振控制输出画面
4.2 原因分析
故障现象第一次发生时,恰逢冬季冰雪天气,初始怀疑可能是净化风带水冻凝造成气路堵塞而导致防喘振阀误动作,但通过对历史趋势画面的研读,发现防喘振阀是在系统输出的控制下动作的,即是说问题不在现场,通过对现场的检查也进一步认证了这一观点,在排除操作失误的情况后,确定故障发生在系统本身。故障现象第一次发生后对系统软硬件及通信均作了详细的检查和诊断,没有发现存在什么问题,重新起动上位操作站后“恢复正常”; 2008年1月18日同样的故障现象再次出现,在检查工程师站时发现桌面上开始菜单失效,初步怀疑这就是故障原因,针对此现象做了两个方面的工作:一是把原来用Ctrl+Alt+Del组合键强制退出Intuch的方式改为正常程序退出的方式。二是还原了操作系统注册表的改变。更改后控制系统运行正常;但是,当故障现象在2008年11月23日再次出现说明问题的真正原因还没有找到,为此,结合前两次故障处理过程,分析种种可能后,最后确定可能是连接上位和控制系统的两个(冗余)HUB(24端口以太网集线器)在通信上存在问题。
该系统上位机通过DDE SERVER与TRIDENT控制器交换数据,实现监视和控制功能。DDE SERVER使用TRICONEX TSAA协议从TRIDENT控制器读写数据,INTOUCH监控程序使用Windows DDE 协议与DDE server交换数据,Windows DDE协议以客户-服务器方式实现应用程序之间互相访问数据。如图5所示。

图5 TRICONEX DDE SERVER工作原理图
由此可见,整个通信主要就由系统通信模块(CM)、HUB以及软件DDE SERVER来完成,通过了解,该控制系统在其他数据处理上都是正常的,从未发生类似的问题,那说明软件DDE SERVER是没有问题的。从TRICONEX DDE SERVER工作原理图来看,更加确认是HUB(24端口以太网集线器)出了问题。
在大检修期间,通过点检维护对该系统进行了全面测试,测试结果正常,通过快速插拔网线模拟通信中断时,故障现象再次出现,至此可以判断是通信瞬间中断后又恢复造成了故障的发生,检查网络连接端口,连接紧固,不会物理上造成通信中断。集线器的工作机理是广播,无论是从哪一个端口接收到什么类型的信包,都以广播的形式将信包发送给其余的所有端口,由连接在这些端口上的网卡(NIC)判断处理这些信息,符合的留下处理,否则丢弃掉,这样很容易产生大量的信息堆积,造成HUB的执行效率比较低,导致上位机和控制系统出现通信瞬间中断。
4.3 解决措施
采用基于MAC地址进行交换的交换机替换了原来的HUB。采用的交换机是TSC工业以太网交换机(Carat1008FC),同样用冗余模式。更换以后,运行至今尚未出现类似情况。
5 调速问题
5.1 故障现象
本系统调速控制用Tristation 1131中的VIPD04调速软件模块代替了传统的WOODWARD505调速器,气压机的转速控制能够达到控制要求,但在起机过程中转速波动较大,一直达不到理想的控制水平,如图6所示。

图6 气压机升速曲线(检修前)
图中黄线为转速设定值,绿线实际转速值,从图中可以看出在1200RPM暖机阶段转速有较大幅度的波动,在目标转速2500RPM 处出现了较大的超调量,且在升速阶段出现实际转速与设定转速跟踪性不好的现象。
5.2 原因分析
根据控制原理逐步分析可能存在以下几个原因:①系统输出设定值震荡;②PID参数设置不当;③调节气门开度控制信号波动较大;④油动机错油门不够灵活;⑤起机阶段负荷较轻。针对以上可能原因我们进行逐项排查。
由图6可以看出输出设定值没有任何波动,且调速控制回路的 PID参数进行过多次调整没有效果。调速阀的控制信号确实出现了波动,也可能是油动机错油门或速关阀动作不够灵敏造成。由于机组当时处于运行状态,无法确定是错油门或速关阀问题,只好择机对气压机调速系统做静态试验,确定问题所在,并解决调速效果不佳的情况。
5.3 解决方案
大检修时我们对气压机的调速系统做了静态试验,实验数据不理想,达不到正常工作要求,特别在在 0%~50%阶段,线性极差,对电液转换器反复进行调整,仍然达不到理想效果。后对油动机进行了解体检查,更换了错油门的滑阀阀芯后,重新进行静态试验,实验数据如表2所示。

表2 气压机调速系统静态试验数据表
从上表2可以看出,更换滑阀阀芯后静态试验情况明显好转,虽然存在量程中某些部分线性度不好的情况,但基本达到控制要求。
对于暖机阶段的负荷过小的问题,与工艺操作人员进行了协商,将暖机阶段的入口阀开度由原有的10%调整至30%,增加负荷后,转速控制效果明显变好,波动幅度700~800RPM减小至200~300RPM,取得了较好的效果。但还是出现了实际转速曲线畸变,存在单边波动,是典型的执行机构摩擦力较大情况下曲线,如图7所示。其原因应是气门调节机构盘根过紧、摩擦力过大造成卡涩,运行一段时间后随着摩擦力的减小,这种现象会有所改善乃至消失。

图7 气压机检修后升速曲线
6 结论
传统的压缩机控制方案采用各独立控制系统一起运行,并相互通信的模式,可靠性较差。TRIDENT三重化冗余容错集成控制系统是一种较为先进的压缩机组控制方案,该催化裂化装置TRIDENT控制系统的一次开车成功,既缩短了建设周期,又增加了系统的独立性和可靠性。
[1] 秦起佑,等.工业自动化仪表手册[M].北京:机械工业出版社,1995.
[2] 陈亚维,赵国柱.进口蒸汽透平空压机控制系统的改进[J].石油化工自动化,2007(1):87-88.
[3] 郑水成, 董爱娜.离心式压缩机防喘振控制系统设计探讨[J].石油化工自动化,2004(5):31-35.
[4] 宋亚斌.重油催化裂化装置中汽轮机的控制[J].石油化工自动化,2008 (5):83-85.
猜你喜欢
大电机技术(2022年3期)2022-08-06
煤气与热力(2021年12期)2022-01-19
河北电力技术(2021年2期)2021-07-29
水泵技术(2021年6期)2021-02-16
船舶标准化工程师(2019年4期)2019-07-24
石油化工建设(2018年3期)2018-11-30
石油化工自动化(2018年5期)2018-11-14
筑路机械与施工机械化(2014年4期)2014-03-01
自动化博览(2014年9期)2014-02-28
自动化博览(2014年9期)2014-02-28
