异色绵羊毛脱色技术生产实践
2013-08-29 09:38刘夺奎
山东纺织科技 2013年3期
刘夺奎
(中国纺织科学研究院,北京 100025)
绵羊毛属于天然动物纤维,经水洗后为天然白色,但往往含有少量异色毛,如果用这种原料生产浅色产品,加工出的产品中往往会有较多的黑毛,异色毛暴露在产品的表面上,严重影响了产品的外观质量及品质,即使经丝光(也称剥鳞)后,也不能完全去除颜色。为了改善这种情况,在生产加工中往往需要耗费大量的人工进行摘除,在摘除过程中容易由于操作不当给产品带来其它的不利影响。即使花费了较大的力气靠摘除弥补异色纤维对品质的影响,但有时仍然会在成品上留下一些无法去除的黑色痕迹。
采用常规的漂白工艺无法去除异色毛的颜色,通过“媒染-氧漂-还原”的脱色工艺可实现异色毛的漂白。
1 工艺流程的设定
加工设备采用常温散毛染色机,浴比1∶15~1∶20。
工艺流程为:媒染→水洗→氧漂→水洗→还原→水洗,详细流程见图1。
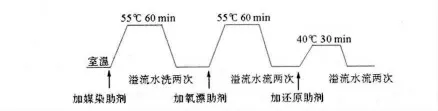
图1 异色绵羊毛脱色工艺流程示意图
2 助剂作用原理及工艺参数分析
有色绒毛纤维脱色原理[1]:有色动物纤维中的色素的分子结构至今仍无定论,通常认为色素含有双键结构,对亚铁离子有很好的络合作用,氧漂时,络合在色素上的亚铁离子定向催化分解双氧水,使得双氧水最大限度地作用于色素,对纤维主体的破坏相对减轻。最后再经还原漂白进一步提高纤维的白度及其稳定性。
媒染的过程主要是媒染剂与色素结合的过程,为了使媒染剂更好地与色素结合,需要提供良好的浴中环境,包括pH值、温度及助剂,作用是保证亚铁离子(媒染剂的主要成分是硫酸亚铁)的稳定性。纤维本身状态也会直接影响媒染剂与色素的结合,如纤维上的天然杂质(羊毛脂、杂草、粪土、羊毛汗等)会影响纤维的亲水性,阻碍媒染剂向纤维内部渗透。媒染促进剂的主要成分是乳化剂和超强渗透剂,在媒染初期可快速去除纤维表层的杂质及类脂层,提高纤维的亲水性和可润湿性,降低亚铁离子对纤维的渗透阻力。羊毛脱色常采用敞口式散毛染缸,保险粉的作用是防止空气中的氧气氧化媒染剂。媒染温度与时间呈反比例关系,温度低,时间需延长,提高温度可缩短工时,但温度不能过高,否则媒染剂的亚铁离子易氧化成三价铁离子,氧漂时会使双氧水发生负面分解,影响纤维强力。实践表明,温度55℃、处理60 min即可达到要求。
氧漂阶段是整个脱色过程的关键,双氧水在媒染剂的定向催化下,作用于色素,达到脱色效果,所以助剂与工艺的合理搭配既能得到好的白度,纤维的强力损失又最低。提高氧漂温度,有利于双氧水分解,可缩短氧漂时间,但温度超过60℃时,纤维鳞片层逐渐打开,双氧水快速进入纤维内部,不仅作用于色素,也作用于纤维,对纤维主体部分损失加剧。所以氧漂温度设定为55℃、时间60min。
还原工序的目的是去除纤维上的铁,以防止铁氧化变色引起的纤维白度下降以及铁离子对染色的影响。还原工艺还有助于去除氧漂后纤维上的双氧水,防止纤维在储存过程中双氧水对纤维进一步破坏,同时双氧水去除不净,染色时易影响染料的色光,使染色重现性变差。络合剂采用高分子络合剂及无机羧酸盐复配可达到较好的效果,不仅可络合铁离子,还可络合由于北方水硬度高导致纤维上吸附的大量的钙、镁离子,提高纤维的光亮度。保险粉的作用是将铁的各种状态还原成溶解性更好的Fe2+,易于水洗去除。提高温度,有助于还原反应的进行,由于工厂中常采用敞口式散毛染色机,温度过高,保险粉易被空气氧化变质。所以还原温度控制在30~40℃,时间30min。
通过大量的在线工艺优化试验,确定了异色毛脱色助剂的用量(见表1)。
3 注意事项
3.1 如果原毛较脏,含杂质多,尤其是含脂量多,会影响脱色剂的吸附与渗透,不利于脱色工艺的进行,因此需要对纤维进行预洗涤。根据含杂多少采用不同量的净洗剂,一般为1%~2%(o.w.f),水洗温度55~60℃,采用中性或弱碱性洗绒,时间控制在30min左右。预处理后,最好进行一次冷水洗,或不放液直接溢流冲洗5min,剩下染缸中的水可直接进行媒染工艺。
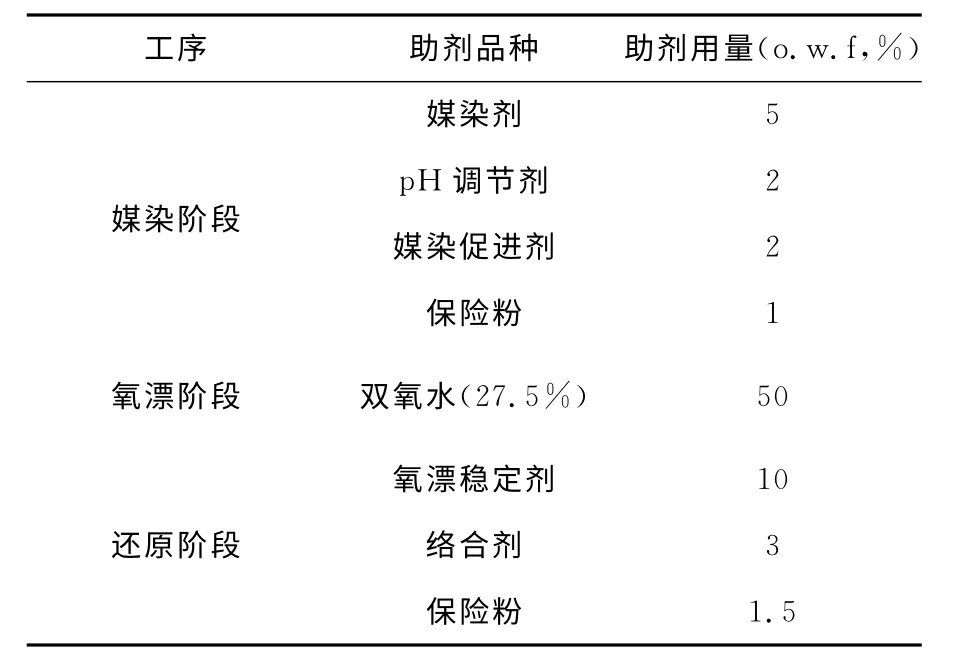
表1 脱色助剂的用量
3.2 媒染剂和保险粉属于还原性物质,为防止氧化变质,使用后应及时封闭包装,以防被空气氧化变质,影响使用。
3.3 水洗要充分,尤其是还原后水洗,如水洗不充分,会造成去铁不充分,影响纤维白度稳定性及染色性能,使织物暗淡、陈旧。
4 结论
采用“媒染-氧漂-还原”的脱色工艺对含异色毛的羊毛进行脱色处理,在保证纤维强力的情况下,成功地去除了异色毛的颜色,从整体上提高了羊毛的白度,提高了原料的使用价值。
[1]刘夺奎,张莹,修建.紫绒脱色技术研究进展及应用工艺分析[J].毛纺科技,2008,(9):23—25.
猜你喜欢
河北果树(2020年4期)2020-11-26
丝绸(2020年1期)2020-04-10
丝绸(2020年1期)2020-04-10
广州化工(2020年5期)2020-04-01
浙江纺织服装职业技术学院学报(2019年2期)2019-09-10
丝绸(2019年6期)2019-01-08
作物研究(2017年3期)2017-05-11
中国中西医结合皮肤性病学杂志(2016年4期)2016-07-18
中国资源综合利用(2016年6期)2016-01-22
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10