作业车间区间型多属性瓶颈识别方法
2013-08-27 06:48:16王军强郭银洲张映锋孙树栋
计算机集成制造系统 2013年2期
王军强,陈 剑,王 烁,郭银洲,张映锋,孙树栋
(1.西北工业大学 系统集成与工程管理研究所,陕西 西安 710072;2.西北工业大学 现代设计与集成制造技术教育部重点实验室,陕西 西安 710072)
0 引言
约束理论(Theory of Constraints,TOC)认为,瓶颈是系统有效产出(throughput)的控制点,是生产管理与控制研究的基础和关键,瓶颈识别问题作为瓶颈管理的出发点,对提高系统的有效产出和企业的整体效益具有重要的意义。
相对于流水线车间(Flow Shop),作业车间(Job Shop)技术要求与工艺约束差异较大,工件在设备上的加工次序并不完全相同,而其加工设备、刀具、夹具、缓存空间和运输系统等车间制造资源总是有限且相互影响的;另外,实际生产中用户需求多变、设备故障、临时插单、刀具破损、物料短缺、工艺路线更改、交货期变动和人员缺勤等随机扰动,使得Job Shop环境下的瓶颈识别显得更加困难。
现有瓶颈识别方法以指标法为主,本文总结为设备能力类(equipment capacity orientation)、在制品 类 (work-in-process orientation)、有 效 产 出 类(throughput orientation)、活跃时间类(equipment active duration orientation)四类瓶颈识别方法。
(1)设备能力类 采用机器负荷、机器加工能力或者依据历史数据、仿真数据得出的机器利用率、机器产能忙闲率等指标识别系统瓶颈机器。文献[1]将系统加工能力最差的机器定义为系统的瓶颈,文献[2]将负荷最大的机器定义为系统的瓶颈。虽然依据设备负荷等指标进行识别简单直观,但在多瓶颈环境下其识别的瓶颈机器并非系统真正的瓶颈,充其量只能作为瓶颈识别的先验信息。
(2)在制品类 通过机器前队列中的在制品指标进行瓶颈识别。文献[3]将具有最长平均等待时间的机器定义为系统的瓶颈,文献[4]将具有最长队列长度的机器定义为系统瓶颈机器。该方法在加工车间现场使用较多,但当多个机器缓冲区待加工工件队列长度相同或缓冲区队列同时溢出时,不能准确识别系统的瓶颈。
(3)有效产出类 从系统的有效产出角度出发,关注机器对系统产出的影响程度进行瓶颈识别。文献[5]提出“敏感度”(sensitivity)指标,认为对系统有效产出影响最敏感的机器为瓶颈。文献[6]基于在线数据驱动方法,分析指定时期内机器前后阻塞和饥饿的概率,通过找出阻塞和饥饿出现的“拐点”,形象直观地识别该时期的瓶颈。该类瓶颈识别方法从系统的有效产出角度出发,区别于传统的成本世界的识别指标,关注机器对系统产出的影响程度,找出对系统产出影响最大的机器,是现在国内外研究的热点之一。敏感度分析随系统复杂性的增加而增加,限制了其在Job Shop等复杂系统中的应用。拐点分析法虽然形象直观,但需要大量的实时数据作为识别前提,这对生产系统要求较高。
(4)活跃时间类 从机器持续加工的角度出发进行瓶颈识别。文献[7]以最长平均活跃时间为指标进行瓶颈识别,文献[8]在文献[7]的研究基础上进一步提出了移动瓶颈识别法(Shifting Bottleneck Detection,SBD)。该方法对制造系统的历史日志文件进行数据挖掘,可以用于Flow Shop/Job Shop及更复杂系统的瓶颈识别,可操作性强,但是对于不同生产系统需要建立不同的仿真模型,从而限制了该方法的推广。
根据上述文献的分析结果,现有的瓶颈识别方法存在下面两类问题:
(1)忽视了瓶颈识别与作业调度的关系 现有瓶颈识别方法大多先提出瓶颈识别指标进行瓶颈识别,再依据识别出的瓶颈对生产进行调度。显见,这类运作逻辑将瓶颈识别与调度优化割裂,将瓶颈识别独立于调度优化之外,而实际上,瓶颈识别与调度优化息息相关,不同的调度优化结果可能对应不同的瓶颈机器。如果先识别机器,再进行调度优化,则识别出的瓶颈可能并非系统真正的瓶颈。文献[9]提出的新型优化运作逻辑认为瓶颈识别与调度优化息息相关,应该先进行瓶颈充分利用再进行瓶颈系统辨识,以改变传统瓶颈识别独立于调度优化方案的做法。文献[10]在瓶颈识别过程中考虑了调度策略和调度目标,采用随机组合机器分派规则的策略生成调度方案,然后根据机器调度规则变化对系统产出影响的程度进行瓶颈识别;文献[11]在文献[10]的基础上,对机器分派规则随机组合方式进行了改进,基于正交试验法,选取典型规则组合进行代表性试验,大大缩小了问题规模。两者都是采用随机分派规则生成调度方案再进行瓶颈识别的识别策略,虽然基于规则进行作业调度是一种实用有效的方法,但是无法保证调度方案最优。
(2)瓶颈识别考虑单因素多,综合考虑多因素少
大多文献考虑瓶颈的某一方面,基于单因素特征建立单识别指标进行瓶颈识别,少数文献探索了综合多个已有的单指标进行瓶颈识别。文献[12]联合设备综合效率(Overall Equipment Effectiveness,OEE)、机器质量效率(the quality efficiency)和机器理论生 产率(theoretical processing rate of equipment)三个指标,提出综合产出率(Overall Throughput Effectiveness,OTE)作为系统瓶颈的识别的综合指标;文献[13]基于仿真的方法选取机器利用率、加工利用因子、生产瓶颈率三个指标,然后制定if-then评判规则进行瓶颈识别;文献[14]考虑机器的持续活跃时间和有效产出两个因素,提出活跃 产 出—时 间 (Active Throughput and Duration,ATD)概念,用以识别经济瓶颈。
显见,现有的多指标组合方法相对简单,并未深挖机器的瓶颈特征属性,不同的瓶颈指标实质上从不同的视角描述机器成为瓶颈的可能特征属性,仅依靠某个指标只能片面地“盲人摸象”,并不能全面地给出客观的评价;另外,综合考虑多种可能的瓶颈特征属性,就存在如何进行有机组合的问题。而现有采用简单的指标值加减乘除或制定if-then判定规则并不能有效判断瓶颈的特征。前期研究[15]综合考虑机器的多方面特征属性,基于逼近理想解的排序方法(Technique for Order Preference by Similarity to Ideal Solution,TOPSIS)提出了多属性瓶颈识别方法。
然而前期研究[15]是针对机器特征属性值为确定值的情形展开的研究,而实际生产中存在大量的随机扰动和环境变化,致使调度方案执行过程中经常存在波动情况,造成决策者不能或难以准确地确定出机器负荷、利用率、活跃时间等机器特征属性的精确值,即无法给出机器特征属性的确定值。更多时候,生产管理人员只能给出属性值的上限和下限,即区间形式的属性值信息。本文在前期研究[15]的基础上,针对扰动情形下的瓶颈识别问题,研究属性值为区间形式的多属性瓶颈识别方法。
1 问题及模型
1.1 问题描述
本文研究扰动情形下Job Shop生产模式下的瓶颈识别问题。Job Shop车间安排加工n种共u个工件,其中第j种类工件共有aj个,第j种类工件中的第a个工件可表示为Jja,第j种工件的交货期为dj,第j种类工件的原材料成本为mcj;第j种类工件根据其工艺路线Oi,j在m台机器Mi上进行加工,加工时间为Pi,j,第i道工序的单位时间加工费用为wci,其中i=1,2,…,m,j=1,2,…,n,第i台机器Mi的故障率和平均维修时间分别为fri和MTTRi。
考虑到调度问题的NP特性以及调度执行过程中的生产扰动,在作业车间瓶颈识别时,无法准确地用确定值给出机器的特征属性值。本文研究的问题核心为:针对Job Shop中的m台机器,在生产扰动情形下只能粗略确定出机器特征属性值的上限和下限的情况下,如何识别出影响系统性能最大的机器——瓶颈机器,达到既能保证瓶颈的充分利用,又能保证瓶颈的准确辨识的目的。
1.2 作业车间调度模型
作业调度模型满足如下假设:①同一台机器在同一时刻只能加工一个工件;②同一工件的同一道工序在同一时刻只能被一台机器加工;③每个工件的工序一旦开始就不能中断;④不同工件的优先级相同;⑤同一工件的工序之间有先后约束,不同工件的工序之间没有先后约束;⑥扰动情形下的机器具有一定的故障率和平均维修时间,当机器出现故障时,立即进入维修状态。
针 对 作 业 车 间 调 度 (Job Shop Scheduling Problem,JSSP)问题,考虑工件的Makespan和交货期,选取调度方案的Makespan与拖期时间之和最小为作业调度性能指标:

其中:式(1)表示作业调度问题目标函数;式(2)表示工件的工艺加工顺序约束;式(3)表示机器上各工件的加工顺序约束。j,h=1,2,…,n表示工件种类序号,a=1,2,…,aj,b=1,2,…,bh表示每种零件的序号;i,k=1,2,…,m 表示机器序号;Ci,ja表示第j种类工件的第a个工件在第i台机器上的加工完成时间,Ck,ja和Pk,ja分别表示第j种类工件的第a个工件在第k台机器上的加工完成时间和加工时间,Ck,hb和Pk,hb分别表示第h种类工件的第b个工件在第k台机器上的加工完成时间和加工时间;η是一个足够大的正数;aik,ja和xk,hbja分别为指示系数和指示变量,
1.3 区间型多属性决策矩阵
针对扰动情形下作业车间瓶颈识别时机器的特征属性难以用确定值表示的问题,采用区间形式描述机器特征属性,并基于区间属性值构建区间型多属性决策矩阵。
将m个瓶颈候选机器集表示为M={M1,M2,…,Mm},将机器的评价属性集{机器利用率、机器负荷、平均活跃时间、机器加工费用、工件交货期重要度、工件成本重要度等}表示为X= {X1,X2,…,Xn}。针对G个较优调度优化方案{S1,S2,…,SG},获得每个评价属性的属性值区间,建立区间型多属性瓶颈识别决策矩阵=)m×n= {[xLij,xUij]}m×n,

式中:i=1,2,…,m,j=1,2,…,n,Mi为第i台机器,Xj为第j个评价属性=]= {xij|≤x≤,∈RR}为第i台机器相对于第ijj个评价属性的属性值区间,区间数的运算法则参见文献[16]。
1.4 区间型多属性瓶颈定义
定义1 瓶颈机器BM。机器Ci为瓶颈机器BC,当且仅当Ci取得多属性决策的评价最大值。

根据区间型多属性瓶颈识别模型,由机器集M、属性集X、决策矩阵~D、属性权重向量W 确定机器i的多属性决策评价值Ci。评价属性的权重向量记为W = (ω1,ω2,…,ωn),并满足单位化约束条件
2 瓶颈识别与利用框架
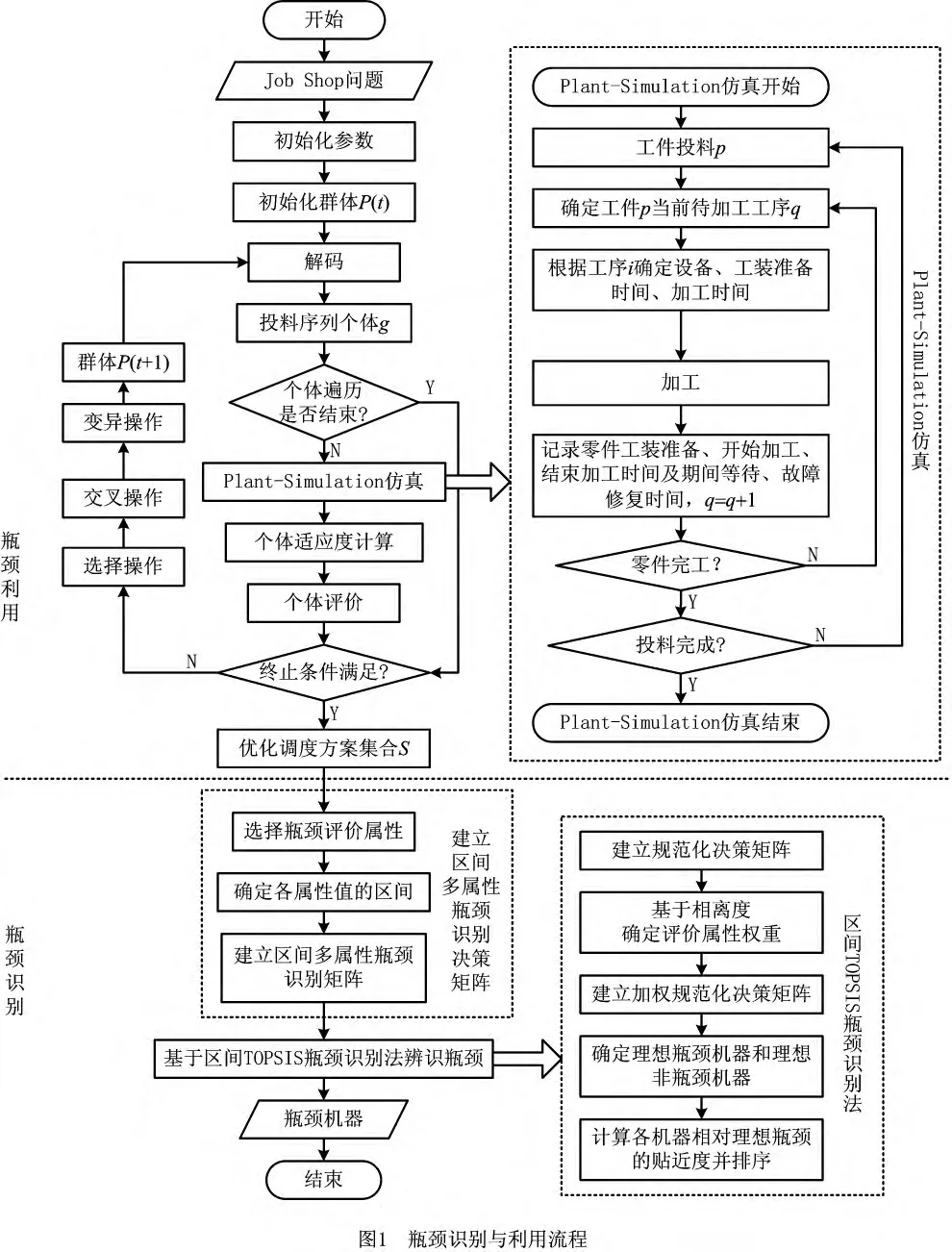
本文考虑瓶颈识别与调度优化方案的一一对应关系,基于文献[9]提出的瓶颈利用新型运作逻辑,提出瓶颈识别与瓶颈利用集成框架,如图1所示。
在该集成框架下,瓶颈识别过程分为两层:第一层为瓶颈利用层,第二层为瓶颈识别层。
2.1 瓶颈利用
瓶颈利用层的主要目标是:在扰动情形下对调度问题进行优化仿真,获得适应扰动情形的最优调度优化方案。
步骤1 基于Plant-Simulation平台对生产系统及加工任务进行仿真建模,设置机器故障率等随机扰动。
步骤2 采用遗传算法(Genetic Algorithm,GA)优化生产投料次序。在GA[17]的设置中,染色体编码采用基于工件顺序的编码方式,选择操作采用轮盘赌选择法,依据染色体适应值的比例确定个体的选择概率,交叉操作采用基于位置的交叉,变异操作采用插入变异法,适应度函数选定为作业调度模型的性能指标函数,如式(1)所述。
步骤3 将优化后的最优调度次序输入仿真模型,进行生产过程仿真,输入扰动情形下的调度优化方案并计算调度方案的适应度。
步骤4 不断循环步骤2和步骤3,直到满足终止条件。
步骤5 剔除较劣的调度方案,选择G个较优调度优化方案{S1,S2,…,SG}作为瓶颈识别的基础数据。
2.2 瓶颈识别
瓶颈识别层的主要目标是:根据得到的调度优化方案,考虑机器的多维特征属性,采用区间TOPSIS瓶颈识别方法得到Job Shop的瓶颈机器。
首先,选择所有加工机器,构建候选机器集M ={M1,M2,…,Mm};其次,选择合适的评价属性,构建评价属性集X = {X1,X2,…,Xn}。其中,评价属性从机器维和工件维两个方面,将评价属性分为机器评价属性和工件评价属性,前者如机器利用率、机器加工负荷、平均活跃时间、机器加工费用,后者如工件交货期重要度、工件成本重要度等;再次,根据G个较优调度优化方案计算评价属性的属性值。鉴于评价属性并非一个确定值,选择各个属性值的最大值和最小值,构成评价属性区间{,建立多属性瓶颈识别矩阵,将瓶颈识别问题转化为根据多个评价属性综合评价候选机器的多属性决策问题;最后,将TOPSIS[18]用于瓶颈识别,通过构造理想瓶颈机器和理想非瓶颈机器,以靠近理想瓶颈机器和远离理想非瓶颈机器这两个基准来识别Job Shop的瓶颈机器。针对机器属性值为区间数形式,基于区间TOSPIS方法[19],提出了区间TOPSIS瓶颈识别方法,进行机器的综合评价,识别出最终的瓶颈。
区间TOPSIS瓶颈识别方法具体如下:
步骤1 规范化决策矩阵。本文采用向量标准化方法,将区间型多属性瓶颈识别决策矩阵= ()m×n= {[,]}m×n(i= 1,2,…,m,j =1,2,…,n)转化为规范化矩阵= (r)m×n= {,r]}m×n。
评价属性类型为效益型属性:
评价属性类型为成本型属性:
步骤2 求解机器特征属性的客观权重。决策者对瓶颈机器无偏好的情况等价于求解如下单目标最优化问题:

解此模型,得到

对此权重向量作归一化处理,可得机器特征属性的权重

步骤5 计算每个候选机器对理想瓶颈的贴近度Ci,并以此作为瓶颈识别的评价值。
步骤6 按Ci值的大小对候选机器进行降序排列。Ci最大的机器为系统的瓶颈机器。
需要指出的是,Ci除了识别瓶颈之外,还能够预测机器可能成为瓶颈的优先顺序,为后续生产管理过程中保护瓶颈作业、次瓶颈能力以及预防瓶颈漂移提供重要的决策信息。
3 实例仿真及分析
3.1 算例描述
算例以文献[20]的原算例为基准,某航空制造企业数控车间的8台机器(M1~M8)加工6种工件(J1~J6)共30个,对该Job Shop生产系统进行瓶颈识别。机器故障率、平均维修时间及单位时间加工费用如表1所示;工件的工艺路线、交货期及工件原材料价格如表2所示;加工工时信息如表3所示。其中,表1和表2中的最后一列为新引入了制造成本和原材料成本,对应着将原算例修改后的测试算例。本文通过对文献[20]的原算例和修改后的测试算例进行仿真,验证所提方法的有效性。

表1 机器相关参数

表2 工件相关参数

表3 工时信息表min

续表3
3.2 算例仿真
算例验证硬件平台为 Windows XP操作系统,Intel(R)T2300CPU,1.66GHz主频,1.25GB内存,仿真软件为Plant-Simulation。GA参数如下:遗传代数为50,种群规模为20,交叉概率为0.8,变异概率为0.1。
算例仿真时,在调度优化层中采用Plant-Simulation平台,基于GA优化投料次序。分别将优化后的5个最优投料次序输入到仿真模型中,经过扰动设置进行生产过程扰动仿真,最终输出5个瓶颈利用的调度方案。在资源瓶颈识别层中,选择所有加工机器M={M1,M2,…,M8}作为候选机器集,选择评价属性{机器利用率、机器加工负荷、平均活跃时间、机器加工费用(机器单位时间加工费用×机器加工时间)、工件交货期重要度(机器上加工工件的总交货期)、工件成本重要度(机器上加工工件总成本)}作为评价属性集,并假设决策者没有属性偏好。Plant-Simulation仿真模型如图2所示。

3.3 算例仿真结果
针对文献[20]的原算例,瓶颈识别层根据5个瓶颈利用方案求得获选机器的属性区间值,采用区间TOPSIS瓶颈识别法对机器进行综合评价,原算例的区间型多属性瓶颈识别评价值Ci分别为(0.353 4,0.228 0,0.883 6,0.100 7,0.626 7,0.073 1,0.158 1,0.297 5),Ci由大到小排序为C3>C5>C1>C8>C2>C7>C4>C6,则通过区间型多属性瓶颈识别方法辨识出原算例的瓶颈为M3。
针对具有制造成本和原材料成本的测试算例,求得 瓶 颈 评 价 值 Ci分 别 为 (0.210 4,0.185 0,0.554 6,0.122 2,0.485 0,0.147 4,0.179 3,0.586 0),Ci由大到小排序为C8>C3>C5>C1>C2>C7>C6>C4,则通过区间型多属性瓶颈识别方法辨识出测试算例的瓶颈为M8。
原算例和测试算例机器瓶颈评价值Ci的比较如图3所示。

3.4 结果比较分析
针对原算例和测试算例,将本文所提方法与机器利用率、瓶颈出现率[20]、移动瓶颈识别法[8]等进行比较,结果如表4所示。

表4 瓶颈识别结果比较
对于文献[20]的原算例,本文方法与机器利用率、瓶颈出现率和移动瓶颈识别法三种瓶颈识别方法的瓶颈识别结果相同,皆为机器M3,验证了区间型多属性识别方法的有效性。
对于测试算例,机器利用率、瓶颈出现率和移动瓶颈识别法的识别结果仍然为M3,区间型多属性瓶颈识别法的识别结果为M8。究其原因,机器利用率、瓶颈出现率和移动瓶颈识别法等三种方法均未考虑制造成本和原材料成本,仅从时间因素进行瓶颈识别,具有片面性,无法准确识别测试算例的瓶颈;而区间型多属性瓶颈识别法从机器、工件两个维度,综合考虑包括成本、交货期等多个因素的影响,其评价更加全面、有效。
3.5 参数敏感度分析
为了分析制造成本wci和原材料成本mcj对系统的瓶颈识别结果的影响,分别选择制造成本最高的机器M8和原材料成本最高的J5作为研究对象进行敏感度分析。
首先,在其他制造成本不变的情况下,当M8制造成本wc8分别为10,30,50和70时,分别求得各机器的瓶颈识别评价值Ci;其次,在其他原材料成本不变的情况下,当J5原材料成本mc5分别为100,200,300和400时,分别求得各机器的属性评价值Ci;最后,分别得到制造成本wc8和原材料成本mc5对瓶颈识别结果的影响趋势,如图4和图5所示。
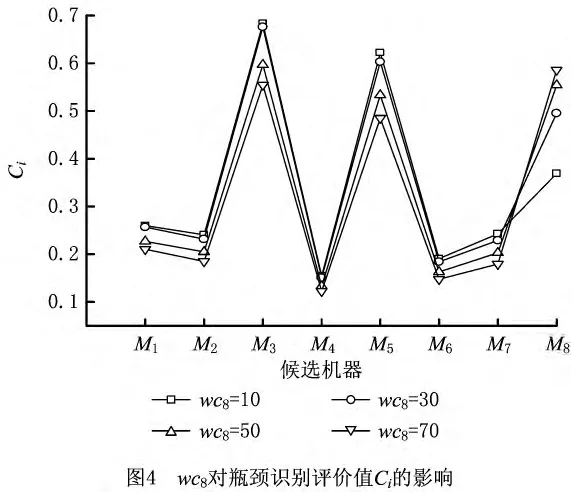
分析图4可以看出,制造成本wc8的变动在一定程度下影响了瓶颈识别评价值Ci的波动,本测试算例中的影响甚大,改变了最终瓶颈识别的结果,即原算例的瓶颈为M3,而测试算例的瓶颈转变为M8。另外,可以看出,在制造成本递增幅度(Δwc8)相同的情况下,机器的属性评价值增加幅度 (ΔCi)中,ΔC8大于其他机器。分析图5可以看出,mc5的变动对瓶颈识别评价值Ci变动的影响非常小。
通过参数敏感度分析总结得出以下结论:①制造成本wc8的变化对瓶颈识别评价值Ci的影响较大,原材料成本mc5的变化对瓶颈识别评价值Ci的影响较小;②wc8的变化对机器M8的瓶颈识别评价值C8的影响最大,对瓶颈的最终判定具有直接的影响。
4 结束语
本文针对扰动情形下的作业车间瓶颈识别问题,采用区间形式描述机器的非确定性属性值,提出了区间TOPSIS多属性瓶颈识别方法,全面地评价了机器的多维特征属性,进而有效地识别了系统瓶颈。将本文提出的方法与机器利用率、瓶颈出现率和移动瓶颈识别法等进行了比较,验证了所提方法的有效性。最后,分析了制造成本和原材料成本两个参数对瓶颈识别的影响。
(1)将瓶颈利用和瓶颈识别问题放在统一框架下进行集成求解,解决了传统的瓶颈识别与优化方案相割离而导致瓶颈识别不准、优化方案不优等问题,在生成调度优化方案的同时,确定出调度优化方案相对应的瓶颈,得到的最优调度方案和辨识的系统瓶颈更具指导意义。
(2)瓶颈识别时采用多属性决策方法,从机器、工件两个维度,综合考虑包括能力/负荷、成本、交货期等在内的多个因素的影响,全面评价机器的多维特征属性,克服了传统瓶颈识别指标片面、识别结果有失偏颇的不足。
(3)机器属性值为区间形式的瓶颈识别问题是对机器属性值为确定值问题的拓展,更加符合实际,研究更有意义。提出的区间型多属性瓶颈识别方法,是对生产扰动情形下机器评价属性值不确定、随机等情况下瓶颈识别问题的一种新的探索。
(4)区间型多属性瓶颈识别方法得到各机器与理想瓶颈的贴近度指标(Ci),除了识别瓶颈之外,还具备预测机器可能成为瓶颈的优先顺序的功能,能够为后续生产管理过程中保护瓶颈作业、次瓶颈能力以及预防瓶颈漂移提供重要的决策信息。
未来研究将针对机器特征属性为模糊情形或属性模糊、区间并存的情形进行瓶颈识别。
[1] LIU Yong,GU Hanyu,XI Yugeng.Planning and scheduling algorithm based on TOC for complex hybrid Flow shop problems[J].Computer Integrated Manufacturing Systems,2005,11(1):97-103(in Chinese).[刘 勇,谷寒雨,席裕庚.基于约束理论的混合复杂流水线规划调度算法[J].计算机集成制造系统,2005,11(1):97-103.]
[2] ZUO Yan,GU Hanyu,XI Yugeng.Modified bottleneck-based heuristic for large-scale job-shop scheduling problems with a single bottleneck[J].Journal of Systems Engineering and Electronics,2007,18(3):556-565.
[3] POLLETT 段 .Modelling congestion in closed queueing networks[J].International Transactions in Operational Research,2000,7(4/5):319-330.
[4] LAWRENCE 段 ,BUSS B S.Shifting production bottlenecks:causes,cures,and conundrums[J].Production and Operations Management,1994,3(1):21-37.
[5] CHIANG 段 ,KUO K O,MEERKOV M E.DT-bottlenecks in serial production lines:theory and application[J].IEEE Transactions on Robotics and Automation,2000,16(5):567-580.
[6] LI L.Bottleneck detection of complex manufacturing systems using a data-driven method[J].International Journal of Production Research,2009,47(24):6929-6940.
[7] ROSER C,NAKANO M,TANAKA M.A practical bottleneck detection method[C]//Proceedings of the 2001Winter Simulation Conference.Washington,D.C.,USA:IEEE,2001:949-953.
[8] ROSER C,NAKANO M,TANAKA M.Shifting bottleneck detection[C]//Proceedings of the 2002Winter Simulation Conference. Washington, D.C., USA:IEEE,2002:1079-1086.
[9] WANG Junqiang,SUN Shudong,YU Xiaoyi,et al.New TOC operational logic for product mix optimization decision[J].Computer Integrated Manufacturing Systems,2007,13(5):931-939(in Chinese).[王军强,孙树栋,于晓义,等.约束理论的产品组合优化新型运作逻辑研究[J].计算机集成制造系统,2007,13(5):931-939.]
[10] ZHANG Rui,WU Cheng.Bottleneck identification proce
dures for the Job shop scheduling problem with applications to genetic algorithms[J].International Journal of Advanced Manufacturing Technology,2009,42(11/12):1153-1164.
[11] ZHAI Yingni,SUN Shudong,WANG Junqiang,et al.Job shop bottleneck detection based on orthogonal experiment[J].Computers & Industrial Engineering,2011,61(3):872-880.
[12] MUTHIAH 段 N,HUANG N H.Overall throughput effectiveness(OTE)metric for factory-level performance monitoring and bottleneck detection[J].International Journal of Production Research,2007,45(20):4753-4769.
[13] KASEMSET C,KACHITVICHYANUKUL V.Simulationbased procedure for bottleneck identification[J].Communications in Computer and Information Science,2007,5(3):46-55.
[14] WANG Junqiang,CHEN Jian,WANG Shuo,et al.Shifting economic bottleneck identification[C]//Proceedings of IEEE International Conference on Industrial Engineering and Engineering Management.Washington,D.C.,USA:IEEE Computer Society,2011:1760-1764.
[15] CHEN Jian.Research on job-shop bottleneck identification and utilization[D].Xi'an:Northwestern Polytechnical University,2012(in Chinese).[陈 剑.作业车间瓶颈识别与利用研究[D].西安:西北工业大学,2012.]
[16] XU Zeshui.Uncertain multiple attribute decision making:methods and applications[M].Beijing:Tsinghua University Press,2004(in Chinese).[徐泽水.不确定多属性决策方法及应用[M].北京:清华大学出版社,2004.]
[17] WANG Ling.Shop scheduling with genetic algorithms[M].Beijing:Tsinghua University Press,2003(in Chinese).[王凌.车间调度及其遗传算法[M].北京:清华大学出版社,2003.]
[18] HWANG 段 ,YOON K.Multiple attribute decision making:methods and applications [M].Berlin,Germany:Springer-Verlag,1981.
[19] JAHANSHAHLOO 段 ,LOTFI L T,IZADIKHAH M.An algorithmic method to extend TOPSIS for decision-making problems with interval data[J].Applied Mathematics and Computation,2006,175(2):1375-1384.
[20] WANG Gang,WANG Junqiang,SUN Shudong,et al.Bottleneck identificaton for Job shop in deisturbance environment[J].Mechanical Science and Technology for Aerospace Engineering,2010,16(12):2680-2687(in Chinese).[王 刚,王军强,孙树栋,等.扰动环境下Job shop瓶颈识别方法研究[J].机械科学与技术,2010,16(12):2680-2687.]
猜你喜欢
中学数学研究(广东)(2023年9期)2023-06-03 03:32:40
中学生数理化·八年级物理人教版(2022年9期)2022-10-24 07:03:48
中国环境监察(2016年11期)2016-10-24 05:25:16
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:48
中国学术期刊文摘(2016年2期)2016-02-13 16:01:41
中国卫生(2016年1期)2016-01-24 07:00:03
新乡学院学报(2015年6期)2015-11-06 08:04:55
电网与清洁能源(2015年2期)2015-02-28 16:03:15
创业家(2015年9期)2015-02-27 07:54:38
电力工程技术(2014年5期)2014-03-20 14:19:38