多线切片机张力控制分析
2013-08-27 08:21吴智洪
机电信息 2013年9期
吴智洪
(上海昀丰光电技术有限公司,上海201201)
0 引言
科技和社会的发展,从客观上推动着人们对于集成电路的需求,而其中所涉及到的切片工艺,也在这种需求的推动下不断成熟。集成电路中涉及许多硬脆材料切片,诸如单晶硅、蓝宝石、石英晶体、压电陶瓷、磁性材料、光学玻璃等,并且其切片质量和效率直接影响着相应电子设备制成品的基片质量、器件成本等参数。因此,此类材料的切片工艺受到了越来越多的关注和重视。
1 多线切割技术的概念与结构
多线切割技术的核心原理在于通过金属线的高速往复运动把磨料带入到待切割材料中,按照预先设定的轨迹进行研磨,并最终将其切开。在操作过程中,多条金属线同时与待加工材料相接触,因此可以通过一次操作动作同时切出几百乃至上千切片,并且在机床健康状况良好的情况下,切片的弯曲度、翘曲度、平行度、总厚度公差等关键技术指标都会胜于用传统加工设备切割出来的产品。目前,多线切割已成为行业内脆硬特征材料切割加工的首选,有明显替代传统内圆切割和外圆切割技术的趋势。
从工作过程上看,通常选用钢丝线或者金刚石线作为切割线,并且从放线辊经由一系列导向辊过渡到加工辊上,最后采用同样的方式将切割线收卷到收线辊。在切片加工过程中,系统通过驱动加工辊转动,带动切割线实现高速往复运动,同时将待切割工件移动至与切割线相接触的位置,通过切割丝的运动带动研磨用砂浆对待切割件进行反复摩擦,最终实现切割。多线切割工艺示意图如图1所示,图中的加工辊控制着一簇切割线进行运动,对下方的待加工工件施行切割操作。
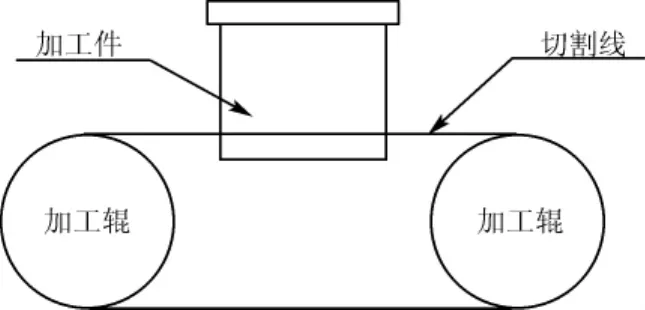
图1 多线切割工艺示意图
在实际的线切割工作系统中,切割线除了受到加工辊以及收放线辊控制以外,还需要受到位于加工辊两侧的张力控制系统以及排线装置约束,此外供砂系统、主轴冷却系统、润滑系统、工作台进给系统等也都在整个切割工作中发挥着重要作用。在众多的支持系统中,张力控制系统直接影响到切割产品的质量,也从一个侧面影响着切割线以及相关零配件的寿命,是多线切割机床研究重点关注的因素。
2 多线切割张力控制浅析
在多线切割的工作过程中,切割线的状态直接影响着切割的工艺和效果,其抖动幅度和频度对于切片的平行度允差、切痕的最小宽度、角度允差等参数影响很大,也是工作断线故障的主要成因之一。鉴于此,在实际工作过程中应当加强对切割线张力的控制,奠定有效加工基石,切实提高加工效率以及相关经济效益。首先需要对切割线张力的形成进行深入分析。在加工过程中,切割丝由放料卷向收料卷运动,并且在运动途中经过待加工材料,现用F0表示切割线的张力,根据胡克定律,其可以表示为原料传送时间t的函数:

式中,V1、V2分别为收料卷和放料卷运行的线速度;ε为原料的弹性模量;δ为材料的横截面积;L为原料的初始牵引长度。
由式(1)可以看出,材料在牵引运动过程中的张力形成过程实质是一个速度差积分的过程,通过对式(1)求导可以得到式(2):

式(2)表明,张力变化的方向与速度差相同,因此对于张力的调节可以从调节速度差的角度着手,当速度差保持为0时,张力将保持恒定。对于切割线在加工辊上的张力计算问题,可以参照瑞士科学家Euler提出的张力递增定律进行计算。在图2中,假设工作辊顺时针转动,在其上选取dα角度进行考证,工作辊对于切割线的弹力和摩擦力分别用d P和μd P表示,其中μ为摩擦系数。如果单位长度切割线的质量为ρ,则该段切割线对于辊轴的转动惯量可以用d Iε表示,并且有:

式中,R为辊半径。

图2 切割线包绕辊张力分析模型示意图
图2中,β为切割线在辊上的包绕角,是辊与切割线2个切点半径之间的夹角,仍然用ω表示辊的转速,F表示切割线张力,在辊的不同侧标注以不同角标,则在d P方向上有:

式(4)中,dα以及d F均趋于0,因此式(4)可以近似记为:

同时在μd P方向上有:

式(6)中右侧可忽略,近似为0,则有:

根据式(5)以及式(7)可以进一步推导出:

对式(8)两侧进行积分运算,则:

由此可以看出,辊两侧的切割线张力与摩擦系数μ及包绕角β密切相关。
在对切割线张力进行控制的工作中,一些小型的多线切割机多采用在加工辊和收放线辊之间增加重力锤的方式,借由重力锤的位置和摆动速度来调节主电动机与放线电动机之间的速度,使其保持同步,消除速度差。但是此种方法属于开环控制,在稳定性上存在明显不足,目前仅在260 m/min以下速度的机床中应用。另一种可供选择的张力控制方式采用单片机控制AD转换器采集张力传感器相应的反馈信号,进而做出相应的调节动作。这种闭环控制从理论上会获得良好的效果,但多线切割时运动系统误差、各线辊的跳动及切割时的负载效应等问题,会导致切割线张力信号带宽较大,最高甚至超过500 Hz,大于系统带宽,给系统控制带来不利,因此通常仅用于绞车等张力较大且波动频率低的场合。
目前在多线切割技术领域常见的另一类张力控制方法,是采用一个质量相对较轻的张力摆杆替代重力锤,同时采用交流伺服电动机作为张力电动机对其进行直接转矩控制,以此种方法代替重力锤的作用。采用此种方法对张力进行控制,在切割线需要较大张力的时候获得了良好的控制效果。与普通重力锤控制方式相比,此种控制方法张力波动幅度最高可以下降90%,张力扰动大幅度降低,有效克服了开环控制的缺点,是目前工作过程中所采用的相对主流且有效的控制方法。
3 结语
多线切割技术目前还处于不断完善中,未来必然会发展出更为完备的加工控制工艺。唯有深入了解机械工作的原理和切实问题,有的放矢,才能提出有效的改进建议和措施,有效提高多线切片工作的效率和效益。
[1]戴瑜兴,汤睿,张义兵,等.数控多线切割技术及发展趋势[J].电子工业专用设备,2007(11)
[2]张义兵,戴瑜兴,袁巨龙,等.多线切割机线张力控制系统设计实现[J].机械工程学报,2009(5)
[3]蒋近,戴瑜兴,郜克存,等.多线切割机走线系统的张力控制[J].机械工程学报,2011(5)
猜你喜欢
新世纪智能(高一语文)(2020年9期)2021-01-04
电子测试(2018年14期)2018-09-26
中华诗词(2018年4期)2018-08-17
宝藏(2017年6期)2017-07-20
宝藏(2017年6期)2017-07-20
电子制作(2017年23期)2017-02-02
电信科学(2016年11期)2016-11-23
通信电源技术(2016年6期)2016-04-20
中国组织化学与细胞化学杂志(2016年3期)2016-02-27
中国当代医药(2015年17期)2015-03-01