
机床电气控制系统 数控平面磨床辅助功能M代码和宏参数(续)
2013-08-25 08:21:12GB266772011
设备管理与维修 2013年3期
GB/T 26677—2011
2011-06-16发布 2011-12-01实施
5 宏变量
5.1 一般规定
数控平面磨床轴运动按附录A的规定。在程序中如果需要用宏变量,一般应采用表2定义的宏变量,本标准未定义的宏变量允许自由定义并使用。因数控系统不同,宏变量表示形式会有变化,表2中的序号仅按顺序规定宏变量的使用定义,如果超过表2的使用范围,允许另外定义宏变量。宏变量的类型见附录B中的表B.1,在另外定义宏变量时,一般只能使用所选用的数控系统规定的局部变量。

表2 (续)
5.2 宏变量定义及说明
0# 快速接近起始点的速度,伺服轴快速接近工件的起始点。
1#(Z轴)卧轴磨头横向行程起点,横向行程起点从Z轴零点开始计算。
2#(Z轴)卧轴磨头横向行程起点,横向行程起点从需要加工的行程起始点开始计算。
3#(Z轴)卧轴磨头每次横向断续进给量 规定接到断续进给信号后,横向断续进给量。
4#(Z轴)卧轴磨头横向连续进给速度 规定卧轴磨头横向连续进给时,Z轴速度。
5#(Z轴)卧轴磨头横向断续进给速度 规定卧轴磨头横向断续进给时,Z轴速度。一般横向断续进给时的Z轴速度设定会比横向连续进给时Z轴速度要高一些。
6#(Y轴)卧轴磨头在执行粗磨削加工工序时,设定粗磨削垂直进给总量。
7#(Y轴)卧轴磨头在执行粗磨削加工工序时,每一次粗磨削时的垂直进给量。
8#(Y轴)卧轴磨头在执行精磨削加工工序时,设定精磨削垂直进给总量。
9#(Y轴)卧轴磨头在执行精磨削加工工序时,每一次精磨削时的垂直进给量。
10#(Y轴)卧轴磨头无进给磨削次数 为了保证工件表面粗糙度,Y轴不进给,控制Z轴往复次数。
11#(Y轴)卧轴磨头连续进给速度,设定在做横向连续运动时的Y轴进给速度。
12#(Y轴)卧轴磨头断续进给速度,设定在做横向断续运动时的Y轴进给速度。
13#(V轴)当砂轮修整器装在卧轴磨头上时,砂轮修整进给总量。
14#(V轴)当砂轮修整器装在卧轴磨头上时,砂轮粗修整进给总量。
15#(V轴)当砂轮修整器装在卧轴磨头上时,每次砂轮粗修整进给量。
16#(V轴)当砂轮修整器装在卧轴磨头上时,砂轮精修整进给总量。
17#(V轴)当砂轮修整装在卧轴磨头上时,每次砂轮精修整进给量。
22# 砂轮修整时,修整笔在(Z轴)卧轴磨头的砂轮上来回次数。
24# 砂轮修整时,修整笔在(X轴)立轴磨头的砂轮上来回次数。
25# (B轴)变速旋转,Z轴(纵向)开始G55。
26#(Z轴)接近旋转工作台圆心时,B轴旋转速度。
27#(Z轴)接近旋转工作台圆周时,B轴旋转速度。
28#(Z轴)接近旋转工作台圆心时绝对坐标。
29#(Z轴)接近旋转工作台圆周时绝对坐标。
30#(B轴)变速时在接近旋转工作台圆周时速度。
31#(Z轴)立轴磨头粗磨进给总量。
32# (Z轴)立轴磨头每次粗磨进给总量。
33# (Z轴)立轴磨头精磨进给总量。
34# (Z轴)立轴磨头每次精磨进给量。
6 应用示例
数控平面磨床辅助代码和宏参数结合应用示例参见附录C。
附录A
(规范性附录)
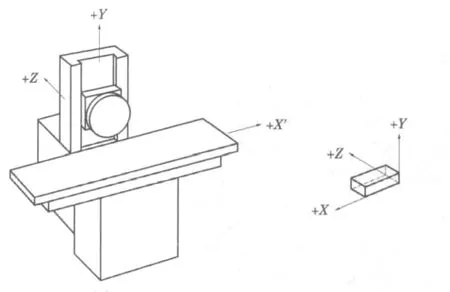
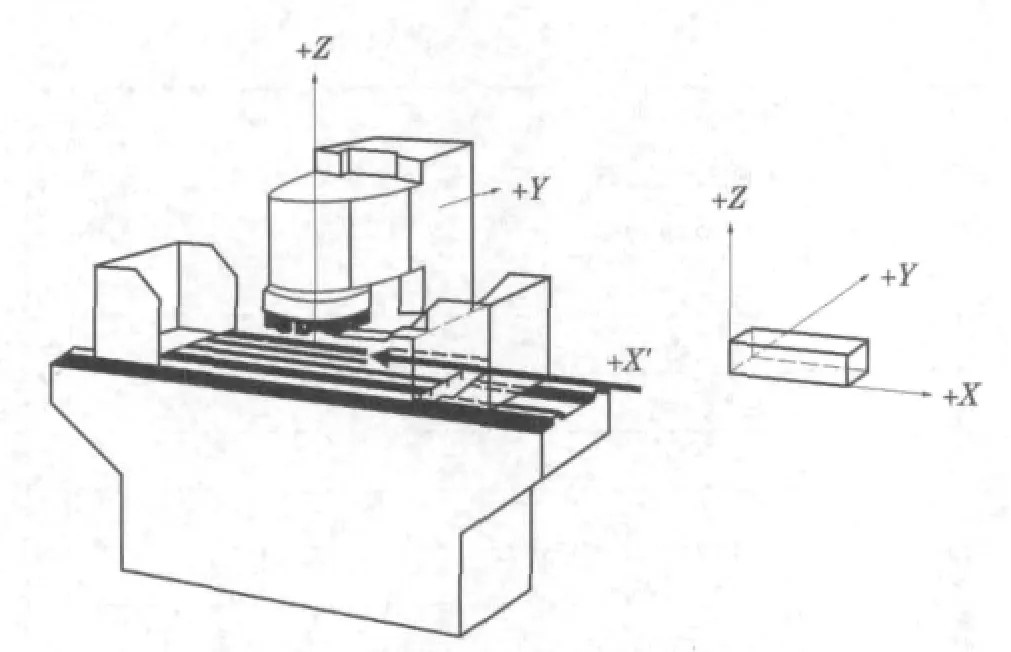
数控平面磨床轴运动示例
图A.1 数控卧轴矩台平面磨床
图A.2 数控立轴矩台平面磨床

图A.3 数控卧轴圆台平面磨床

图A.4 数控立轴圆台平面磨床
附录B(
资料性附录)
宏参数示例
B.1 宏变量的表述方法
普通加工程序直接用数值指定G代码和移动距离;例如,G01和X100.0。使用用户宏程序时,数值可以直接指定或用宏变量指定。当用变量时,变量值可用程序或用MDI面板操作改变。用宏变量可以指定用户宏程序本体中的地址值。变量值可以由主程序赋值或通过LCD/MDI设定,或者执行用户宏程序本体时,赋给计算出的值。可使用多个变量,这些变量用变量号来区别。变量号的表示是由所选用的数控系统决定,本示例用#为变量符号。宏变量一般是由变量符号和后续变量号组成。

图A.5 数控龙门平面磨床
一般编程方法允许对变量命名,但用户宏程序不需要,宏变量可以直接使用。宏变量用变量符号(#)和后面的变量号指定,格式如下:
#i(i=1,2,200,1000,…)
例如:
#1,#2,#101 等均表示变量,即变量由“ #+数值”组成。
表达式可以用于指定变量号。此时,表达式必须封闭在括号中。例如:
#[#1+#2-12]
使用实例:
#1=#2+100;
G01 X#1 F300。
B.2 宏变量的类型
宏变量的类型见表B.1。
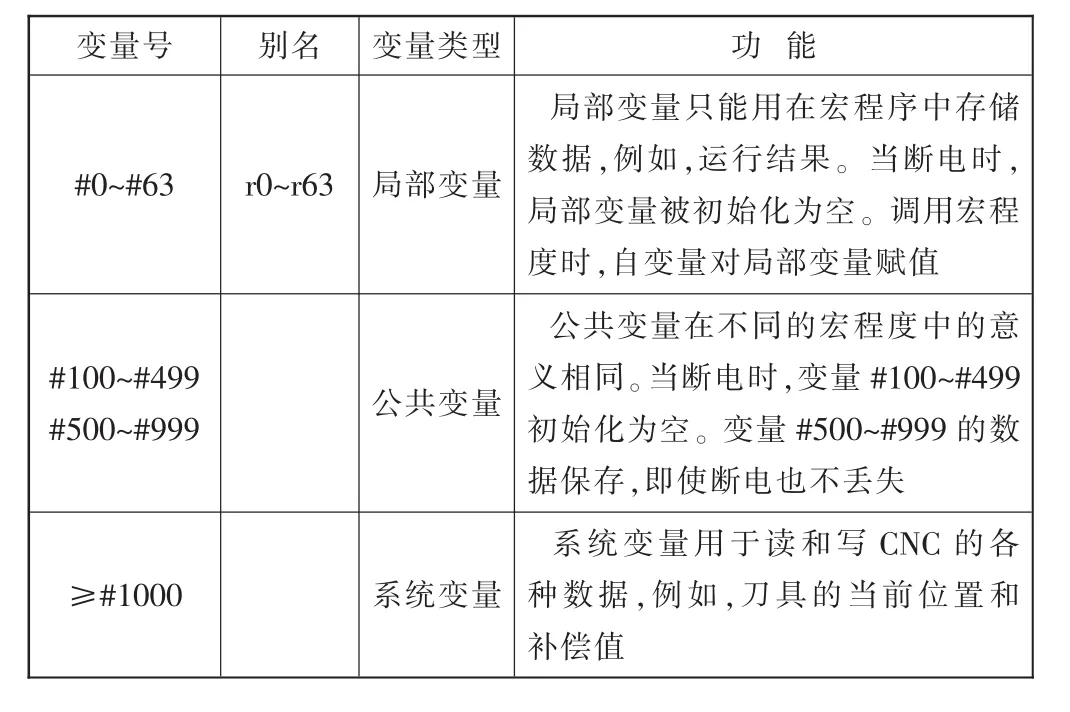
表B.1 宏变量类型
B.3 宏变量的显示
按操作面板上的“刀补”按钮进入刀补界面,能找到变量#100~#999,变量号右侧一栏是该变量的数值,如果变量未曾赋值,则变量值显示为空。
B.4 宏变量的引用
在地址后指定变量号即可引用其变量值。当用表达式指定变量时,要把表达式放在中括号中。例如:

被引用变量的值根据地址最小设定单位自动地舍入。例如:
系统公制编程时最小输入增量默认为1/1000mm,当把12.3456赋给#1时,指令G00X#1,实际是指令G00X12.346。
改变引用变量的值的符号,要把负号(-)放在#的前面。例如:

B.5 宏变量的限制
程序号,顺序号不能使用变量。例如,下面情况不能使用变量:
附录C
(资料性附录)
数控平面磨床辅助代码和宏参数结合应用示例
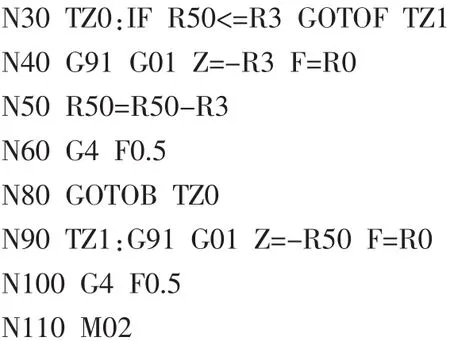
有一工件,需要在数控卧轴矩台平面磨床上加工,按断续双进刀方式磨削。按第4章,选用相应的辅助功能M代码。根据加工工件的实际需求,按第5章选用相应的宏参数,所选用的数控系统宏参数的代码是R,编制断续双进刀加工程序(在执行这个加工程序前,应先对相应的宏参数R进行赋值),程序清单如下:
程序名:断续双进刀磨削程序



(完)
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16 07:53:24
——辽宁省博物馆藏中国古代立轴山水画展
中华书画家(2022年4期)2022-04-21 09:31:06
艺术生活-福州大学厦门工艺美术学院学报(2021年1期)2021-07-21 03:18:32
天津诗人(2018年4期)2018-12-12 09:30:14
制造技术与机床(2018年10期)2018-10-13 06:36:40
优雅(2018年2期)2018-01-30 12:26:26
小学生作文(低年级适用)(2016年9期)2016-11-11 06:31:53
工业设计(2016年1期)2016-05-04 03:59:29
中国设备工程(2014年2期)2014-02-28 13:43:44
断块油气田(2012年6期)2012-03-25 09:54:03
