比例阀在轧钢加热炉推钢机系统中的应用
2013-08-16 06:12张春乐梁秀满
科技视界 2013年2期
张春乐 梁秀满
(河北联合大学电气工程学院,河北唐山063009)
0 引言
加热炉推钢机是轧钢生产线上将钢坯推进加热炉内进行加热的专用设备,推力要求大,推头同步性要求高。旧式生产线上往往采用机械式推钢机,其体积大,价格高,故障率高,维修保养复杂。 随着轧钢生产的发展,新型液压推钢机逐步取代了老式机械推钢机,充分利用了液压油缸和液压系统的推力大、体积小、操作方便的优点,使推料工序大大简化。 本系统动力部分采用双液压缸同步输出,控制部分采用西门子S7-200 系统PLC 对液压缸内安装的高精度磁位置传感传回的位置信号进行分析处理,驱动液压阀台的换向阀及电液比例阀进行控制,完成生产工艺要求的三个位置的软启动、减速、限位停止的功能,并加入了三个限位点的自适应调整,以消除加热炉内钢坯温度高低变化形成的限位点的漂移。
1 液压控制原理分析
由于推钢机液压缸动作所需流量较大, 前进Qmax=483L/min×2=966L/min,后退Qmax=508L/min×2=1016L/min,普通方向换向阀达不到要求。 因此本系统的控制方式为:由一个小流量三位四通方向换向阀控制四个大流量二通插装锥阀来完成推钢机液压缸的换向任务,由电液比例阀开度控制推钢机的速度。
2 比例阀的选型
本系统选择的型号为FESE50CA-3X/1400LK0G1M 二通插装比例阀。 该比例阀在0-100 开度的阶跃响应时间大约在200mS,100-0开度的阶跃响应时间大约为250mS,完全满足本控制系统的要求。
3 比例阀控制程序设计

图1 推钢机停止时比例阀开度为零控制程序流程图
上料操作时一次上料三根钢坯而推钢操作时每次只向前推一根,而每次推钢操作都应有停止限位点,以防止推钢机前进过量发生夹钢生产事故。 在前进方向上共有三个减速点三个停止限位点。 减速点的设置是为了在推钢机停止前提前减速,以减少对液压系统的冲击从而防止液压系统因负荷变化剧烈发生故障造成停产事故。在必要的减速控制的同时,每次推钢机的前进均从低速逐渐加速,比例阀的开度也是从一个小的开度逐渐增加到最大,这样就避免了突然开启比例阀对整个液压系统造成的冲击。这样做也充分利用了比例阀对节流开度的精确、快速的控制功能。
控制程序如下:
1)推钢机停止时比例阀开度为零(6400 对应比例阀开度0)。
程序流程图如图1 所示。
2)推钢机动作时比例阀启动开度给定,保证比例阀最小开启角度不小于14%。
程序流程图如图2 所示。
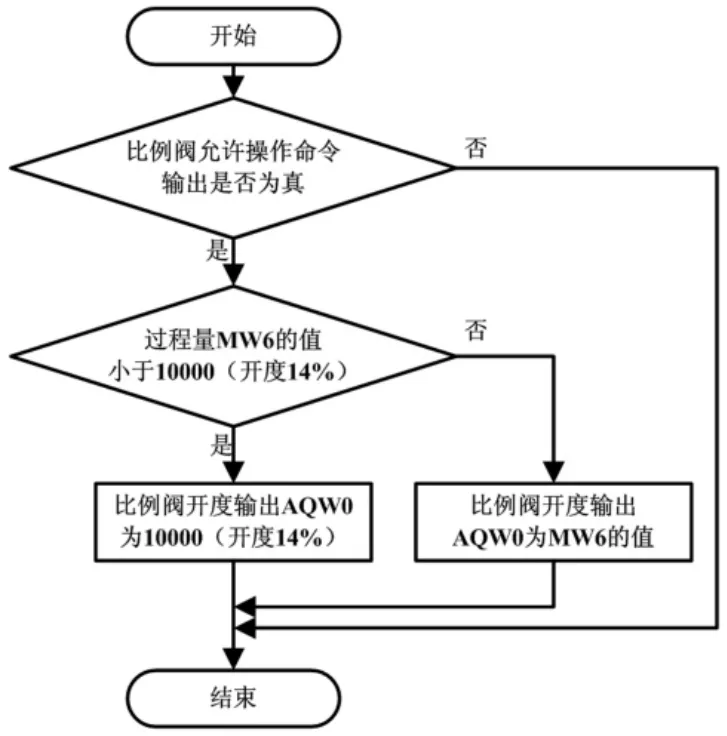
图2 比例阀启动开度给定控制程序流程图
3)加、减速时间设定
程序流程图如图3 所示。

图3 加、减速时间设定程序流程图
4)推钢机最大速度设定,将比例阀最大开度限制在88.3%。
程序流程图如图4 所示。

图4 推钢机最大速度设定程序流程图
5)推钢机运行最小速度设定,将运行中比例阀的最小开度限制在22%。
程序流程图如图5 所示。

图5 推钢机运行最小速度设定程序流程图
4 程序在线测试及参数调整
程序在线测试及参数调整步骤如下:
1)将程序下载到PLC 内,并按操作规程将各阀门、液压泵、循环泵等设备开启;
2)将推钢机按实际生产要求动作,多次调整比例阀相关参数,使推钢机运行最优化。
液压阀台实验数据如表1 所示。

表1 液压阀台实验数据
启动开度过大时阀台振动大, 影响液压系统元件的使用寿命;启动开度过小又不能满足生产工艺的需要,对二者进行均衡确定14%作为比例阀的启动开启角度。
推钢机运行过程中降速时比例阀的最小开度同样是制约推钢机工作速度的因素,通过实际操作发现至少22%的最小比例阀开度才能满足工艺需求。
5 结论
本系统自2010 年底投入使用后效果良好, 充分发挥了比例阀在推钢机控制系统中的优势,提高了系统的稳定性,降低了设备故障率,延长了设备使用寿命。
[1]ArkadiuszR,Rae, DavidP.Praetical response testing of hagc system.Fluid Power Soc[J],1994:247
[2]李红宇,刘宏民.加热炉推钢机液压系统改造[J].重庆工业高等专科学校学报,2002,9:17-18.
猜你喜欢
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
河南科技(2016年8期)2016-09-03
电子制作(2016年19期)2016-08-24
河南科技(2016年6期)2016-08-13
液压与气动(2015年6期)2015-04-16
浙江共产党员(2014年12期)2014-07-10
石油工程建设(2014年5期)2014-03-20
天津冶金(2014年4期)2014-02-28
河南科技(2014年16期)2014-02-27
天津医药(2012年3期)2012-11-28