
碎边机剪刃的磨削加工
2013-08-15 10:13马伟峰
机械工程师 2013年10期
马伟峰
(东北轻合金有限责任公司机电公司,哈尔滨 150060)
1 引言
碎边机剪刃是我公司破碎铝箔用的刀具,碎边机工作时两组装有剪刃的滚筒作相对转动,需剪碎的铝箔在两个滚筒间通过时,被两个滚筒上均布的剪刃相互啮合剪断,从而达到切碎铝箔的目的。在做剪切工作时,滚筒上的剪刃易磨损,需定期更换。由于剪刃的外形不规则且淬火硬度高,因此,给加工带来很大的难度。
2 剪刃设计分析
碎边机工作原理如图1 所示,碎边机剪刃根据其工作时的啮合特点设计成正反两种方向,现以其中之一为例加以说明。

图1 工作原理
图2为碎边机所用剪刃的结构设计图,从该剪刃的结构设计图中可知,此剪刃的外轮廓为140mm×45.3mm×21mm,呈不规则形状,其中起剪切作用的部分为R85mm 圆弧处,图中设计要求剪刃弧面的表面粗糙度达Ra0.8。
为了提高剪刃的强度,剪刃的设计材质选为T8,此材料为碳素工具钢,淬火、回火热处理后具有较高的硬度及耐磨性,适合于制造切削刃口等工具。此剪刃的热处理后的淬火硬度设计要求为55~60HRC。
通过剪刃的设计分析可以看出,此剪刃外形复杂、表面光洁度要求较高、淬火硬度大,机械加工时的难度非常大。
3 剪刃加工工艺分析
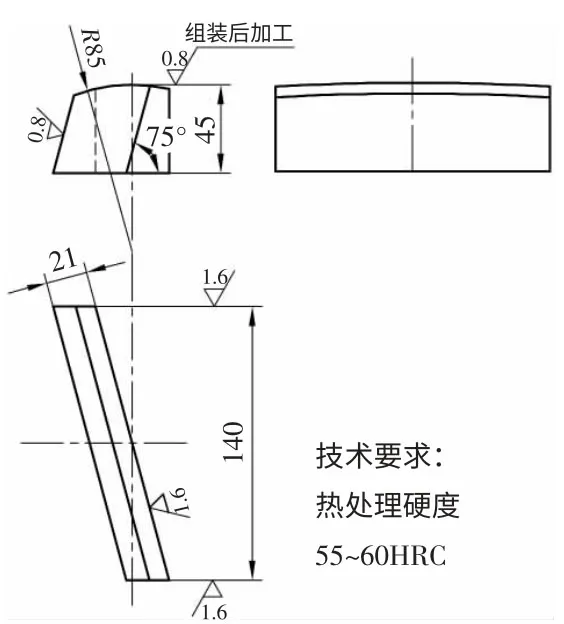
图2 剪刃
为了实现此剪刃的机械加工,其加工工艺流程编制如下:(1)刨:粗加工各面,各面均留精加工余量1mm。(2)热处理:整体淬火、回火,硬度55~60HRC。(3)平磨:磨削各直面处,达图纸表面粗糙度及精度要求。(4)外磨:磨削R85.41 圆弧面,达图纸表面粗糙度及精度要求。
从工艺流程中可以看到,剪刃由于淬火硬度较高,热处理后无法进行常规的刀具切削精加工,因此由磨床进行热处理后的磨削精加工。剪刃的工作面为R85.41 圆弧面,因此其关键部位加工在第四道工序外磨上。
要实现R85.41 圆弧面的外磨加工,必须按其结构特点设计一个专用胎具,此专用胎具需具有既能实现磨削R85.41 圆弧面、又能实现磨削后圆弧处尺寸测量的特点。
4 剪刃胎具设计
此剪刃的工作面为一段R85.41的圆弧面,其外形呈不规则形状,按常规方法进行外磨精加工无法正常装夹,更不能实现磨削加工。因此需设计加工一套专用胎具,能将剪刃半成品固定在胎具上,然后将胎具装夹在外磨机床上,从而完成剪刃上R85.41 圆弧的精加工。
为了实现此剪刃R85.41 圆弧面的磨削精加工及加工后的测量,受原设备上装夹剪刃用的滚筒结构的启发,将胎具结构设计成如图3 所示,它主要由基体、调整垫、压板组成。由于需外圆磨削加工的只是R85.41 圆弧的一部分,为了实现磨削后的正常测量,将胎具设计成每次可磨削剪刃数量为偶数。为了提高加工效率,将一次磨削的数量设计成6 件(两组)。
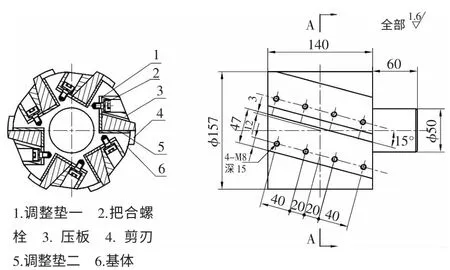
图3 夹具装配
此套胎具的核心部分是基体,其结构如图4 所示,基体的外形设计成阶梯状圆柱体,其φ157×140 部分为装夹剪刃部分,长度与剪刃长度相同(为140mm),φ157 四周均布6个47mm 宽通槽,槽与轴径所成角度为15°,与剪刃的工作倾斜角度相吻合,每个通槽内设计有4个固定剪刃用螺纹孔,在基体的一端设计出一个φ50×60的圆柱部分,用于在外磨磨削加工时装夹胎具。

图4 基体
为了使剪刃能够定位牢固、准确,特设计了如图5 所示结构的压板,此压板的长度与基体剪刃长度一致,为140mm,与轴径所成角度也设计成15°,这样可以更好地与所磨剪刃外形相配合。压板的宽度设计成39mm,小于剪刃厚度45mm,以避免在磨削时砂轮先接触到压板。在压板与基体通槽相对应的位置设计有螺栓把合孔,从而起到压紧剪刃、防止剪刃在磨削时发生移动的作用。为了夹紧剪刃和调整剪刃在磨削时的相对位置,使其在磨削后外形尺寸一致,在胎具基体的通槽内底部和侧面设计并放置如图6 所示的调整垫板。
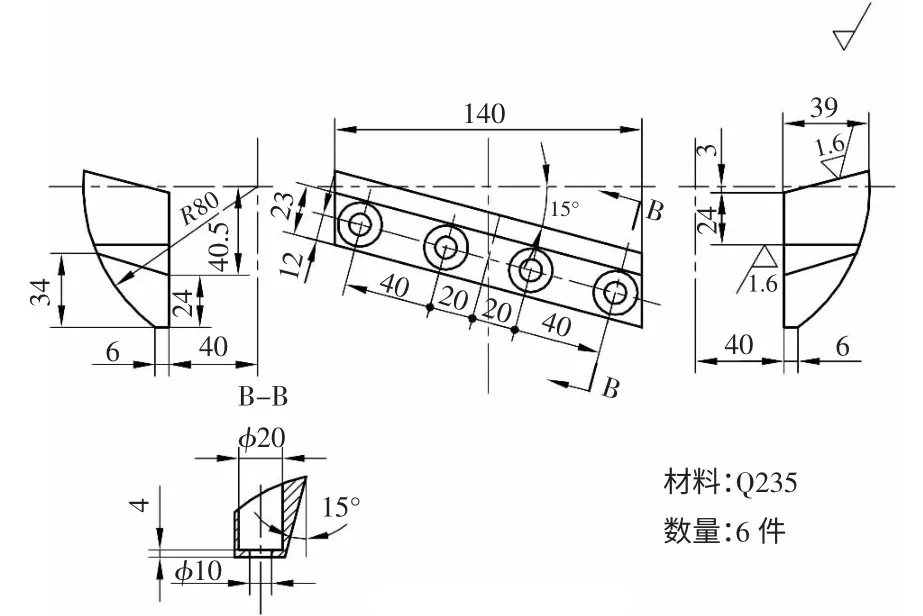
图5 压板

图6 调整垫板一、二
5 剪刃胎具加工
剪刃磨削用胎具的加工主要是胎具基体部分的加工,基体加工能否达到设计要求是剪刃磨削成败的关键,基体上6个放置剪刃用斜槽的加工至关重要,加工后必须确保各斜槽在轴上分布均匀且深度相同,从而保证装夹磨削后各剪刃的尺寸一致,测量结果准确。其工艺流程如下:(1)按图设计尺寸车好外圆及各端面,两端打顶尖孔;(2)划斜槽外形参考线、轴中心线;(3)用分度盘铣削加工各斜槽至图设计尺寸精度;(4)划各斜槽内把合螺纹孔线;(5)钻孔各把合螺纹底孔并套丝。
6 胎具工作原理
在剪刃进行磨削前,将待磨削剪刃放入胎具各斜槽中,利用调整垫板对剪刃进行相对位置的调整后,装入压板,用螺栓、垫圈初步固定,以此类推进行其余剪刃的装夹。6个剪刃都装夹完毕后,再一次进行各剪刃间相对位置的调整,确保剪刃磨削后外形尺寸相同。调整结束后,紧固各螺栓,将胎具装夹在外磨机床上,便可进行剪刃的R85.41的圆弧面的正常外磨精加工。
7 结语
碎边机剪刃实现圆弧面的磨削精加工,其胎具起着关键性的作用,合理的胎具设计为工件实现加工做好了铺垫。由此可见,在机械加工业,胎夹具设计的成败与加工密不可分。此次胎夹具的设计成功,为我们今后的工作积累了经验,也可供同行借鉴。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27
设备管理与维修(2021年16期)2021-10-09
冶金设备(2021年1期)2021-06-09
科学与技术(2019年6期)2019-04-21
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
石油化工建设(2015年6期)2015-12-01
机械工程师(2015年3期)2015-11-09
冶金设备(2014年2期)2014-05-28
卫生职业教育(2014年16期)2014-05-16