
西安地铁二号线轨道移动式闪光焊接施工技术
2013-08-15 10:03吴平
机械工程师 2013年5期
吴平
(中铁一局集团新运工程公司,陕西咸阳 712000)
1 工程概况
西安地铁二号线一期工程正线全长20.35km,铺轨长度为41.6km。根据设计要求,二号线正线及出入段线一般地段铺设跨区间无缝线路,道岔内及两端轨缝采用冻接接头,辅助线和地裂缝设防地段两端采用普通线路。全线钢轨接头共计有4150个,其中闪光焊接接头3658个。
2 无缝线路施工工艺及焊接方法
2.1 无缝线路施工工艺
目前国内无缝线路施工方法主要有换铺法和直铺法两种。换铺法是在基地将钢轨焊接成长轨条,然后在现场进行替换。该方法采用工厂化焊接作业,可更好地保证焊接接头质量,但因施工中需要大量的工具轨,并要进行换铺,工作量大,操作不便,且焊成的长轨条不易运输,因此此方法主要是在国铁施工中采用。
直铺法采用现场焊接25m 短钢轨的方法,省去长轨运输和工具轨换铺的麻烦,操作简便,可大大提高生产效率,地铁施工均采用直铺法施工。
2.2 无缝线路焊接方法选择
目前无缝线路现场钢轨焊接方法主要有闪光焊、气压焊和铝热焊。闪光焊因为可以精确控制焊区的温度,能保证焊接接头的稳定性,焊接速度快,焊接质量能得到可靠的保证,从而在地铁施工中被大量采用。
3 闪光焊施工工艺
3.1 闪光焊接设备
西安地铁二号线轨道采用移动式闪光焊接,采用的焊接设备是由瑞士引进的移动式钢轨闪光焊机AMS60,该焊机体积较小,且配备合理的动力设备,施工中采用轨道车进行牵引,适宜洞内移动作业。

图1 接触焊原理图
3.2 闪光焊接施工工艺
3.2.1 型式试验
型式试验是正式焊轨前的试验性生产,是保证焊轨质量和正常进行的基础。型式试验所用钢轨必须与实际使用钢轨类型、厂家、材质一致,试件生产工艺应与实际生产工艺相一致。待型式试验合格后,方可进行现场焊接。
3.2.2 施工工艺
(1)对位AMS60 移动式闪光焊机。
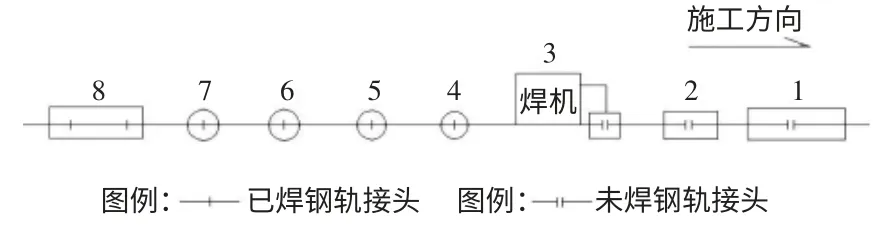
图2 移动式闪光焊工位流程及流水工艺图
(2)拆除扣件零件、铺垫滚筒:当移动式闪光焊机进入到工作作业区内,要快速拆除焊接接头前面至少1 根钢轨的固定螺栓、绝缘轨距块、弹条等扣件零件,并在长钢轨下每间隔5m 距离铺垫一个滚筒装置。
(3)钢轨焊前检查:主要是检查钢轨型式尺寸,钢轨高度、轨头宽度、轨底宽度、断面不对称、端面斜度(垂直、水平方向)、端部弯曲、轨身平直度等,如不满足要求必须进行锯切割除。钢轨就位必须保证两根钢轨纵向处于一条直线,保证轨端间隙不大于1mm,轨缝过大应重新对夹。
(4)钢轨端面除锈处理:需要将钢轨端面和距离端面500mm 范围内的轨腰两侧表面进行除锈处理,使钢轨表面有90%以上的金属光泽。同时必须磨平此范围内的凸出的生产日期、厂家等标识。
(5)对正钢轨接头:使用自制的吊轨支架吊起钢轨,通过支架上下、左右的移动来完成钢轨的对正。对正后使用机头钢轨夹紧机构夹紧钢轨,在夹紧时其对准系统能将两根钢轨沿钢轨中轴线对准,对准精度为0.3mm。
(6)焊接:焊接过程当中,焊轨机操作人员应注意观察焊接过程,如果发生异常时应迅速作出处理。焊接失败之后,经过处理可以重焊,但是必须保证焊接接头冷却至常温方可再次焊接。如因焊接问题需要切除焊接接头,应将该焊缝居中,两边各锯切50mm 以上,并对钢轨端部重新进行处理,确保端面垂直度符合工艺要求后再行焊接。
(7)上扣件:焊接作业结束后,间隔5 根轨枕扣紧1个完好的扣件。
(8)焊轨机转移:上一工序完成后,焊轨机及设备人员转移到下一工作区并进行对位。转移时钢轨焊接接头处落槽温度应低于300℃。
(9)正火处理:工地焊头必须即时进行正火处理。正火处理起始阶段钢轨轨头表面温度应在500℃以下,并保证型式试验确定的钢轨正火工艺参数。
(10)焊接接头粗磨:粗磨处理前应先测量推瘤余量,根据余量对接头区域内非工作面、轨颚、轨底角上表面进行打磨。因钢轨外形偏差造成的焊接接头不平顺,可用圆顺打磨方法进行修整。打磨时进给量应适当,不得将表面打亏,不得出现发黑和发蓝现象,不得横向打磨,打磨时砂轮片不得跳动,打磨后表面须光整、平顺。粗磨作业完成,要求焊接接头轨底面、非工作面的打磨余量为0~0.5mm。对轨底角上表面打磨范围为:轨底角上表面向内打磨宽度为45mm 以上,纵向焊缝居中,向两边打磨宽度为85mm 以上。
(11)钢轨焊缝探伤:当钢轨温度到50℃以下时对钢轨焊缝进行探伤,焊缝探伤一般分为目测法和仪器检测法。钢轨焊缝表面的电击伤、碰伤等缺陷可以通过目测检测;钢轨焊缝内部的过烧、夹杂、未焊透等缺陷只能通过仪器进行探伤。探伤时需要焊缝表面粗糙度在Ra1.6 以上,先对焊缝表面进行处理,使其表面无锈蚀、斑点、氧化层、油和焊接溅射物等污物存在。
(12)焊缝打磨:先测量钢轨焊缝两侧500mm 范围内水平和垂直方向的平直度,确定合适的打磨进刀量,对钢轨焊缝两侧500mm 范围的钢轨顶面和工作侧面进行仿型打磨。要求轨头表面和内侧工作面的平直度应为0~+0.3mm/m,打磨面应平顺光整,圆弧过渡轮廓应圆顺,不得有明显的突出和棱角,工作面表面粗糙度不大于Ra12.5。
(13)焊缝验收:焊缝验收主要是焊头的平直度要求,如表1 所示。

表1 焊接接头允许几何偏差表 /mm
4 结语
总结出移动式闪光焊在西安地铁二号线轨道工程无缝线路施工中的施工工艺及应注意的技术要点,为以后的无缝线路的施工积累了一定的经验。
[1]杨云堂.钢轨的移动式接触焊工艺[J].城市轨道交通研究,2006(9):61-63.
[2]杨云堂,高林.北京地铁5 号线现场钢轨移动式闪光焊接工艺要点研究[J].铁道标准设计,2007(10):96-99.
[3]TB/T 1632.1-2005,钢轨焊接第1 部分:通用技术条件[S].
[4]TB/T 1632.1-2005,钢轨焊接第2 部分:闪光焊接[S].
猜你喜欢
小资CHIC!ELEGANCE(2021年36期)2021-10-15
房地产导刊(2021年6期)2021-07-22
科学家(2021年24期)2021-04-25
智慧少年·故事叮当(2020年12期)2020-12-25
照相机(2017年9期)2017-10-23
肿瘤预防与治疗(2015年1期)2015-09-26
现代企业(2015年6期)2015-02-28
海峡姐妹(2015年8期)2015-02-27
水电站机电技术(2014年1期)2014-09-26
中国交通信息化(2014年3期)2014-06-05
