
煤化工气化装置钢结构施工关键技术研究
2013-08-14 05:42程书宏
河南科技 2013年14期
程书宏
(中国化学工程第十一建设有限公司,河南 开封 475000)
我国的主要能源是煤炭,但其对环境污染严重,随着经济的不断发展,人们的环保意识得到提升,如今对清洁能源的需求量越来越大。而石油在我国是相对较为短缺的,为缓解石油应用紧张,必须发展清洁型煤炭资源。煤气化是以煤为原料,在高温下通过氧气、氢气等气化剂发生相应的化学反应,将煤中的可燃部分转化成气体燃料的一个热化学过程。以此为基础的钢结构自身重量小,具有较高的承载力,施工起来较为方便迅捷,因此被广泛运用于工业装置中。
1 煤化工气化装置钢结构的特点
煤化工气化装置钢的结构量比较大,一般来讲,至少要2500t,因此,组装起来相当困难,尤其是吊装,难度更大。通常是借助箱型柱安装在至少30m的混凝土结构上,钢结构顶高要在50m以上。
2 施工原则和施工流程
由于工程自身特点和现场实际情况不同,为保证工程不至于出现大的偏颇,在施工过程中应遵循一定的原则。首先,是施工顺序的问题,要按先内后外、先大后小的原则进行,运用到操作中就是先安装大片钢结构,再对小片钢结构进行安装。其次,为了节约空间、减少成本,提升工程的建设速度,钢结构的管架或构架尽量遵循集中预制、现场成片吊装的标准进行。
关于煤化工气化装置钢结构的施工流程,首先是对形成的半成品进行验收,然后放样下料,在构件阻焊工作完成后,需对其加以检查,若都合格,开始基础验收工作。接着是成片地组对、焊接、吊装找正,最后形成钢平台,并对其附件进行安装。
3 对原材料的检验工作
对钢材进行检验时,首先要对其质量证明书进行真伪鉴别,其材质应达到专业的要求,符合设计标准,如果对其质量不能明确把握,可按国家规定的标准取样化验。材料表面禁止出现结疤、裂纹、分层以及折叠等状况。有时可能会出现少许的锈蚀,或轻微的划痕,但必须将其深度控制在钢板厚度负偏差值的一半范围之内。
同钢材料一样,焊接材料也应具备相关的质量证明书,其长度、外形等条件一样要和国家规定的规范标准相符合。如果焊条的焊芯生锈或药皮出现破损,或是因长期受潮而发生质变,则应将其丢弃,不得使用。在钢材运输的过程中,应对其采取困扎的形式,若是零碎部件,尽量装箱运输,当符合要求验收之后,在平整的场地依次有序堆放,并放置相应的垫木或条形墩。
4 构件预制
在施工过程中,有些成型的钢构件可能在尺寸大小上出现些微的偏差,应对其加以矫正,通常采用的矫正方法有两种,一是冷矫正,二是热矫正。对矫正后的钢构件有所要求,首先应负荷应用标准,而且要保证钢材表面没有明显的划伤、损伤或凹凸。为使其能够得到实际运用,必须将其划痕深度保持在0.5mm之内,其许可的预制偏差见图1。
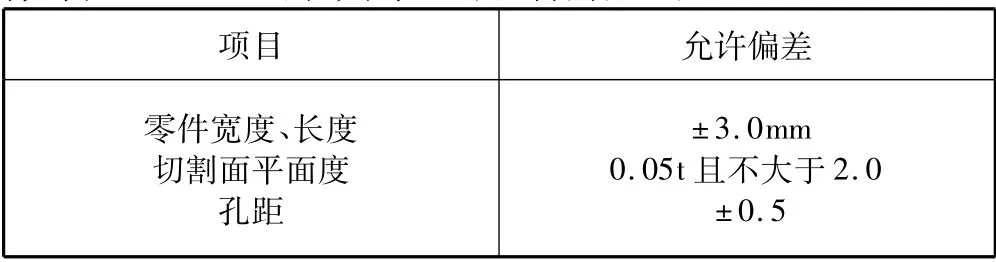
图1 钢结构预制的允许偏差
在板材和型材的下料工作完成后,需及时对其进行清理,将表面粘附的氧化物进行打磨,祛除锈渍和一些标记,按照相关要求进行分类摆放。然后检验,对合格的构件应及时编号用铅油做标记。
一般情况下,当钢梁的长度不够时,可以接长。接长有很多种方法,如45°坡口斜对接。当采用覆盖盖板进行拼接时,杆件的长度需保持在2.5m的范围内,而且要避开节点。如果δ在14mm之内,可利用剪板机对肋板进行剪切;如果δ在16mm以上,可利用自动切割机进行切割。
5 成片组对
工业装置在设计时往往采取较为紧凑的布置方式,而且专业工种的交叉作业较多,以至于施工现场常受到各种各样的限制。在经济条件和技术条件允许的情况下,可在场外进行钢构件的预制工作,预制工作结束后,再送回现场开始下一流程,即成片组对,此环节可直接在钢结构的基础上进行。
为便于安装找正,在H型钢柱离下端1.0m处划基准线作为安装找平线,安装立柱,然后安装横梁、斜撑三角架等,组对、检查合格后进行焊接。在第一片上铺设道木,按上述相同的方法摆放第二片钢结构。组焊完经验收合格后进行吊装。
6 钢结构的安装
6.1 基本验收。在安装之前,需对基本的定位轴线、基础轴线以及地脚螺栓位置等因素进行检查,并适时办理交接验收。要注意其完整性,轴线标志、标高基准点应明确的标明,对超过基础顶面的螺栓采取有效的防护方法,避免出现螺纹的损伤、锈蚀等。
6.2 垫铁的摆放和找平。在基本验收工作完成后,应将每个立柱柱脚板的垫铁适当放置。一般而言,构架基础需要8组垫铁,管架和设备平台需要4组,且每组最多放置4块垫铁,最佳位置是柱脚板的立筋之下,并保证柱角的平整,其水平偏差和标高偏差都需控制在2mm以内,最后将螺栓拧紧,以防止出现松动现象。
6.3 钢结构的安装。在安装过程中应注意几点,刷油工作在地面进行,所有构架都安装完毕后,按照相关设计的要求对梁柱的表面设置防火层。劳动保护转弯处应用成品弯头代替。其偏差也应遵循有关规定。
7 现场焊接、检验
在焊接时,应注意对焊条的选择,焊工需具备相当专业的知识,至少应持证上岗。焊接过程中,如果焊缝出现裂纹,需找准原因并予以解决。当结束后,还要按照相关标准进行检查。
8 结束语
和普通的建筑钢结构相比,煤化工气化装置钢结构需要具备很强的专业性,其工程量较大,相应的施工要求也高,承包方须有足够的能力,使其质量得到有效保证,监理单位则需具备足够的经验,严格按照规定,对每个环节都加以认真检验,以保证钢结构的施工质量。
[1]王辅臣,于广锁,龚欣,刘海峰,王亦飞,梁钦峰.大型煤气化技术的研究与发展[J].化工进展,2009,27(2):165-167
[2]徐振刚,陈亚飞.我国煤化工的技术与发展对策[J].煤炭科学技术,2007,23(8):213-215
猜你喜欢
环境卫生工程(2021年4期)2021-10-13
中国农资(2019年44期)2019-12-03
中国自行车(2018年2期)2018-05-09
能源(2017年12期)2018-01-31
山东工业技术(2016年15期)2016-12-01
福建人(2016年6期)2016-10-25
氮肥与合成气(2015年8期)2015-12-23
Coco薇(2015年7期)2015-08-13
中国医疗美容(2015年2期)2015-07-19
能源(2015年8期)2015-05-26
