微组装技术中的金丝键合工艺研究
2013-08-10 05:23孙瑞婷
舰船电子对抗 2013年4期
孙瑞婷
(船舶重工集团公司723所,扬州225001)
0 引 言
微组装技术具有微型化、高集成、高可靠性的特点,采用微组装技术的微波组件,比一般分离器件电路重量轻10~20倍,体积小4~6倍,性能和无故障时间成倍提升。微组装一般包含清洗、器件芯片烧结、金丝键合、封帽等工艺流程。金丝键合是实现微波多芯片组件电气互连的关键技术,金丝键合直接影响到电路的可靠性和稳定性,对电路的微波特性具有很大的影响。本文主要针对微波模块、组件中的金丝键合工艺进行了研究,对提高金丝键合质量起到工艺优化的作用。
1 金丝键合简介
键合是通过施加压力、机械振动、电能或热能等不同能量于接头处,形成连接接头的一种方法,属于压力焊接的一种。在键合接头内金属不熔化,但是在被连接面之间发生原子扩散,即被连接面之间已达到了产生原子结合力的距离。将未封装的半导体裸芯片直接安装在微波多芯片组件(MCM)基板上,是微组装技术的重要进步。而裸芯片中的键合互连便是组装MCM的关键技术。
键合互联使用热压、超声或热超声把铝丝或金丝键合或点焊到裸芯片与基板的相应焊盘位置上。随着应用需求的不断提高,现在铝丝键合的应用越来越少,金丝键合已成为微组装技术中的关键工艺。热超声键合是超声波键合的一种变化,即再外加一个热输入,结合了热压与超声两者的优点,热超声键合适合18~100μm的金丝。本文中选用25μm热超声键合方式。
从键合工具及对引线端部的工艺处理不同可将金丝键合分为球形键合(Ball Bond)和楔形键合(Wedge Bond),如图1所示。

图1 球形键合与楔形键合
球形键合时劈刀产生电火花熔化金丝在劈刀外的伸出部分,在表面张力作用下熔融金丝形成球形,球直径一般是线径的2~3倍,紧接着降下劈刀,在适当的压力和定好的时间内将金球压在电极或芯片焊盘上完成第1焊点;然后劈刀运动到第2点位置,通过劈刀外壁对金丝施加压力以楔形键合方式完成第2焊点,之后扯线使金丝断裂,劈刀升高到合适的高度送线达到要求尾线长度,进入下一键合循环。球形键合是一种全方位的工艺(即第2焊点可相对第1焊点360°任意角度焊接)。球形键合一般采用直径75μm以下的金丝,因为其在高温受压状态下容易变形、抗氧化性能好、成球性好,一般用于焊盘间距大于100μm的情况。
楔形键合时金丝穿过劈刀背面的通孔,通过劈刀传导的热、压力或超声波能量,金丝和焊盘金属的表面接触并最终形成连接。楔形键合是一种单一方向焊接工艺 (即第二焊点必须与第一焊点同方向)。
由于楔焊可实现最小的拱弧,故在微波器件中广泛应用。本文主要对楔焊键合质量进行研究,故以下论述中的键合方式全部为楔焊,所用工艺设备为美国 Westbond公司的7476E键合机,如图2所示。
2 金丝键合质量的影响因素
金丝键合质量的影响因素有劈刀、键合参数、键合层镀金质量、金丝等。
2.1 劈刀

图2 Westbond 7476E键合机
劈刀是金丝键合的直接工具,楔焊劈刀用于金丝、金带、铝丝、铝带等键合,主要分为深腔、非深腔、粗铝、金带/铝带键合等几大类,多为钨钢材料,刀头部分材料为陶瓷。
在一个完整的楔形键合中(如图3),第1键合点的键合强度主要受到劈刀的后倒角(BR)和键长(BL)、劈刀在键合第1点后上升过程、拉弧过程所产生的摩擦及拉力、线夹打开的宽度等因素的影响。如果BR太小,则劈刀后倒角区域较锋利,就会导致第1键合点的根部较脆弱,在拉力测试实验中容易在此位置断裂。在完成第1键合点后,劈刀要经过先上升、再向第2键合点方向水平移动,然后下降到第2键合点进行键合的过程,在该过程中,第1键合点的根部会受到拉力弯曲,引线受到送线孔后端的摩擦,都会影响第1键合点的根部或者损伤第1键合点根部。第2键合点的键合强度主要受到前倒角(FR)和键长的影响,此时BR的作用是保持尾丝的一致性及扯断引线提供一个应力集中点。因此如果要得到良好的引线键合,一定要根据所用引线的直径选择合适的劈刀参数。
在实际使用中,当劈刀用过一段时间后,前倒角、后倒角等劈刀端面就会产生一定的磨损,这样导致焊点根部的键合强度降低,影响键合质量。同时,操作人员使用不当也会缩短劈刀的使用寿命。
2.2 键合参数
在劈刀到头端部引线与键合表面接触后,键合机通过劈刀传递到引线一定的压力和超声波能量,使引线与键合表面产生相对摩擦形成物理性连接。在键合过程中,施加的压力、超声功率、键合时间及劈刀温度对键合质量的影响最大。压力是引线键合中的必要条件。压力太小,劈刀不能紧紧地压住引线,超声功率的传递效率不高导致无法形成高强度键合点。压力太大又会导致键合过程中引线产生过大的形变,而使引线断裂或键合点脆弱。超声功率太小则起不到键合的作用。功率太大,引线受到太大的变形使键合点抗拉强度减弱,并且破坏键合面金属层或芯片表面。在选择合适的压力和超声功率时,键合时间的合理选择也对键合点质量起到关键的作用。因此要得到良好的键合点,必须根据使用引线的直径选择合适的键合参数。
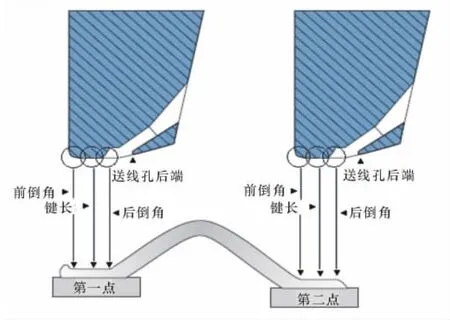
图3 楔形键合劈刀示意图
2.3 键合层镀金质量
同种金属间的键合效果最好,能够得到最高的可靠性。实验中使用金丝键合,因此镀层也选用镀金层。镀金层的厚度直接影响镀金层硬度,镀金的纯度直接影响镀金质量,2个条件对键合质量均有很大的影响。
另外,镀金层表面的清洁度对键合质量也有较大的影响。等离子清洗具有清洗干净、不损伤芯片、不降低膜层的附着力等特点,同时它具有常规的液相清洗不可比拟的优势[1]。等离子清洗过程中高能电子碰撞反应气体分子,使之离解或电离,利用产生的多种粒子轰击被清洗表面或与被清洗表面发生化学反应,从而有效清除被清洗表面的有机污染物或改善表面状态。因此键合前对镀金层表面进行等离子清洗是十分必要的。本文中采用氩单种等离子清洗[2]。
2.4 金丝
金丝的质量和直径对键合质量都有影响。金丝的纯度一般为99.99%以上,且要求尺寸精确、表面均匀无污染、达到标准的拉断力和延展率。不同的集成电路对金丝的直径要求也不同,本文中实验采用生产中常用的25μm金丝为例对金丝键合质量进行分析。
2.5 其他影响因素
不同的基板材料也会产生不同的键和效果。比如在陶瓷基板表面进行金丝键合非常容易,而且键合质量非常好,引线拉力较大,而在软基板如罗杰斯5880软基板表面进行金丝键合就相对比较困难,并且该现象是目前国内非常普遍存在的一个问题,关于如何解决在软基板表面键合困难的问题,经常使用的办法是楔焊与球焊配合使用,即在用楔焊完成金丝键合后,再用球焊机在软基板端的键合点上压一个金球进行加固,可以有效地提高焊点质量。
另外Westbond 7476E键合机属于手动键合机,键合过程受到一定的人为因素影响,操作人员的技术熟练度、疲劳程度等都可能影响到键合质量,所以实验中所有键合操作全部由同一个操作人员完成,并且使其保证充分的休息。
3 实验及实验结果
通过以上内容可知,劈刀、键合层镀金质量、金丝等因素一旦选定就无法改变,而键合参数可以通过调节不同的参数而得到最优组合。因此实验中选定键合参数作为实验控制变量,包括压力、超声功率、键合时间和劈刀温度。其中压力根据芯片推荐要求选择22g。对于实验方法,有研究表明正交实验法可以有效得到优化的键合参数组合[3-4]。
本文在已有经验的基础上对工艺参数进行优化筛选。首先根据经验确定参数的范围边界,最低要求能够得到完整的键合点,最高要求在键合过程中不能压断金丝。然后在各参数的边界范围内均匀设计实验参数组合,得到实验方案。选取了陶瓷和罗杰斯5880两种基板板材,芯片选取GaAs芯片,使用进口25μm金丝,根据实际应用中最常使用的键合类型制定表1所示实验方案。实验中每组工艺参数都采用全新劈刀进行键合后做拉力测试所得到的拉力值作为参考标准。
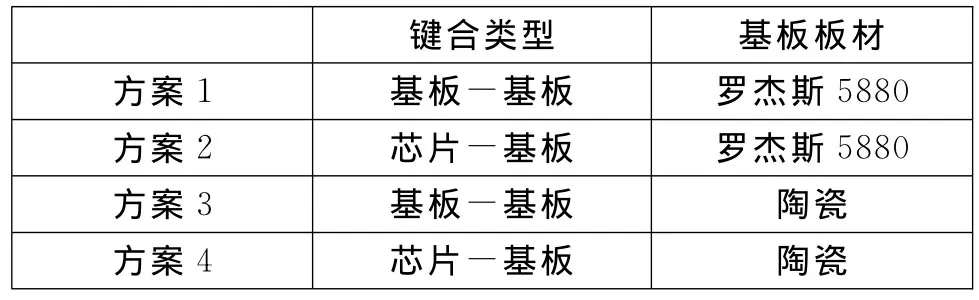
表1 实验方案
确定方案后,分别对各方案均匀设计12组参数组合,每种组合键合10根金丝,键合完成后剔除人为因素造成的不合格焊点,包括焊点尾丝过长、焊点不完整、金丝拱弧过低等情况,对其余键合金丝用Westbond 70PTE拉力测试仪进行抗拉强度测试。按照GJB 548B-2005中方法2011.1对键合金丝进行破坏性键合拉力实验。
得到测试数据后,剔除相对于平均值过高或过低的数据,对剩余的数据取平均值作为每组键合参数的抗拉强度值。实验结果见表2~表5,其中超声功率为键合机转换的步进值,无单位;键合时间单位为ms;拉力值单位为gf。

表2 方案1实验结果

表3 方案2实验结果

表4 方案3实验结果

表5 方案4实验结果
经验证,以上所有数据结果均满足军标GJB 548B-2005(键合拉力强度最低值3gf)的要求。可以从实验结果中看出,超声功率对拉力测试结果影响较大,即该因素对金丝键合质量有较大的影响。在实际装配操作中要根据实验结果采取最优参数组合[5],从而提高装配的可靠性。
影响金丝键合质量的因素很多,其中超声功率和键合时间是实际设备操作中最直接接触、最直观反应键合效果的因素。对于金丝键合质量的分析,也不仅仅局限于测量键合拉力,还包含焊点宽度的影响、焊点失效性分析、金丝弧度及跨度、键合金丝微波特性等各种分析方法,都需要大量实验以及实际操作验证。
4 结束语
本文在已有实际工艺操作经验的基础上对键合参数进行了实验,超声功率和键合时间在一定范围内可以得到最优的键合强度,而低于或高于该范围时都会降低键合强度。因此在实际生产过程中,要根据实际情况制定合理的键合参数方案,并通过实验验证后才可以进行生产装配,这样才可以在节省时间的前提下既得到可靠的装配质量,又可以使产品获得较好的微波特性(如插损、驻波等)。本文的实验结果对提高生产工艺水平有一定的指导意义,可广泛应用于 MCM 组件、T/R组件等微波组件中。
[1]姚莉.等离子清洗技术在键合工艺中的应用[J].混合微电子技术,2003,14(3):53-57.
[2]李孝轩,李冰川,禹胜林.模糊判别法用于提高金丝键合 拉 力 强 度 的 工 艺 优 化 [J].电 焊 机,2008,38(9):50-53.
[3]莫秀英,王斌,李红伟.正交实验法在楔键合工艺参数优化中的应用[A].2011年全国微波毫米波会议论文集(下册)[C].青岛:中国电子学会,2011.
[4]金家富,胡骏.LTCC电路基板上金丝热超声楔焊正交实验分析[J].电子工艺技术,2012,33(2):99-101.
[5]曾耿华,唐高弟.微波多芯片组件中键合线的参数提取和优化[J].信息与电子工程,2007,5(1):40-43.
猜你喜欢
电工材料(2022年3期)2022-06-22
北京工业大学学报(2021年9期)2021-09-14
艺术家(2021年4期)2021-05-19
汽车工程(2021年3期)2021-04-14
第二课堂(课外活动版)(2021年4期)2021-01-18
今日农业(2020年20期)2020-12-15
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
汽车工程(2019年2期)2019-03-11
幼儿教育·父母孩子版(2017年1期)2017-04-05
华人时刊(2016年13期)2016-04-05