
EDPF-NT+DCS CA高效自动化组态技术在1000MW超超临界机组中的应用
2013-08-09 09:51鲍震邹爱红黄焕袍邱忠昌潘钢
电力建设 2013年3期
鲍震,邹爱红,黄焕袍,邱忠昌,潘钢
(1.北京国电智深控制技术有限公司,北京市 102200;2.北京德普新源科技发展有限公司,北京市 100027)
0 引言
分散控制系统(distributed control system,DCS)是工业自动化控制领域广泛采用的控制系统,控制技术、计算机技术、通信技术、图像显示技术是其显著特点。以前国内工业自动化控制多采用国外系统,经过多年的发展,国内DCS系统的性能已逐步赶上和超越进口系统,广泛应用于我国的火电机组自动化控制中。北京国电智深控制技术有限公司(下称智深公司)具有自主知识产权的 EDPF-NT + (electric distributed process family NT plus)是该行业的翘楚之作,在行内处于领先位置,富含众多的科技创新点。EDPF-NT+DCS CA(EDPF-NT+DCS configuration auto)高效自动化组态是EDPF-NT+中的一项技术,是智深公司在火力发电控制领域多年研究、开发的最新成果[1],其充分利用4C技术,提供了从数据库I/O、控制逻辑SAMA到人机操作画面MMI的全套组态解决方案,填补了国内外DCS系统自动化组态的技术空白。本文论述EDPF-NT+DCS CA高效自动化组态技术在1000MW机组组态过程中的应用。
1 EDPF-NT+DCS CA高效自动化组态设计标准化
EDPF-NT+DCS CA技术是通过计算机技术将EDPF-NT+DCS设计标准化纳入程序化、流程化设计,以转换为计算机能够识别、协作的技术。DCS设计标准化是自动化组态的基础和依据。
目前智深公司有关DCS组态的标准有:“EDPFNT+自动化组态技术标准”、“EDPF-NT PLUS系统控制页分配和中间点名组态标准”、“I/O数据库分配标准”、“EDPF-NT PLUS典型图标准”、“EDPF-NT PLUS系统DAS画面设计标准”、“BSCS功能设计标准”、“火力发电厂FSSS设计标准”、“MCS功能设计标准”、“ECS功能设计标准”、“MEH功能设计标准”、“ETS功能设计标准”、“DEH功能设计标准”等[2]。这些标准化文件为企业大量的工程实践打下了坚实的技术基础,为自动化组态流程提供了技术依据和指导。EDPF-NT+DCS项目组态流程如图1所示。

图1 EDPF-NT+DCS项目组态流程Fig.1 Configuration process of EDPF-NT+DCS
2 EDPF-NT+DCS CA高效自动化组态技术
EDPF-NT+DCS项目的组态流程中,设计标准化文件在各个环节都提供了技术文件指导,自动化组态技术根据标准化文件影响了组态各个环节。下面从I/O数据库自动化组态、控制逻辑(control logic scientific apparatus maker’s association,SAMA)自动化组态、人机界面(man-machine interface,MMI)自动化组态3个方面阐述EDPF-NT+DCS CA高效自动化组态技术。
2.1 I/O数据库自动化组态技术
2.1.1 3层的I/O数据聚类模型
对于1000MW机组级别的DCS控制系统,其I/O点数达到15000余点,如果逐个对数据点进行分配,无疑是一个浩大的工程。所幸,看似孤立的I/O点实际上是有机联系的,经过数据挖掘后可以发现很多I/O点都是某一个设备或某一功能的从属点,例如表1中6个I/O点可以聚类[3]为1个。

表1 某1000MW机组的I/O聚类Tab.1 I/O clustering of 1000MW units
对于火力发电控制对象,根据工艺可以把整个控制系统分成若干个子系统。例如,某1000MW超超临界机组控制系统可划分为如表2所示的子系统(仅部分子系统)。

表2 某1000MW机组子系统划分Tab.2 Sub system of 1000MW units
表1中的9号低压加热器出口电动阀可以被包含在表2机侧的低压加热系统及抽汽子系统内。底层的 I/0数据点、设备聚类、子系统构成了EDPF-NT+DCS CA高效自动化组态的3层数据聚类模型,如图2所示。
2.1.2 数据库自动化组态技术
根据3层数据聚类模型,在处理数据库时先将I/O数据点聚类为设备表(如表3所示),设备再次聚类为子系统,然后按照工艺聚集组成火电机组这一复杂的生产控制过程。


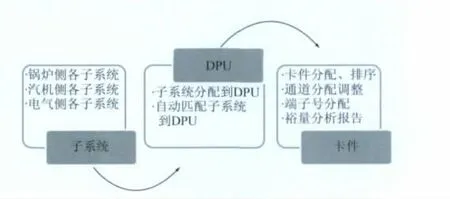
图3 子系统的控制器划分Fig.3 Controller division of sub system
当数据库已经被分门别类地聚类为设备、子系统后,在划分数据库时,无需关注太多的细节,只需按实际要求进行子系统的控制器划分即可(如图3所示)。控制器分配后,自动按照公司标准化文件《I/O数据库分配标准》规则进行通道分配并填写端子接线[4]。智深公司标准化文件里给出了几种典型的子系统划分以及在各控制器(distributed processing unit,DPU)的分配情况,可以根据实际的机组选型情况进行“智能匹配子系统”,系统自动将已知的子系统分配到DPU,然后自动对各子系统下的测点进行卡件、通道分配,并填写端子号,大大提高了工作效率。
2.2 SAMA控制逻辑自动化组态技术
EDPF-NT+DCS基于microsoft visio平台开发出全图形界面组态环境,向组态人员提供类似office的开发环境,界面友好,极易上手。微软office办公软件系统自动化开发工具(visual studio tools for office,VSTO)是net平台下的office开发技术。相对于传统Basic办公软件自动化开发(visual basic for application,VBA),VSTO提供了更加强大的开发平台和语言,并部分解决了传统office开发中的诸多问题(如难以更新、可扩展性差、难以维护、安全性低等),开发人员可以使用熟悉的技术来构建更加灵活、强大、跨平台的企业级解决方案[5]。逻辑架构如图4所示。

图4 VSTO解决方案架构Fig.4 Solution architecture of VSTO
对于DCS系统,控制逻辑来源于控制功能说明书,其中有《BSCS功能设计标准》、《火力发电厂FSSS设计标准》、《MCS功能设计标准》、《ECS功能设计标准》等,它们规定了控制逻辑的一般形式。为了组态方便快捷,智深公司根据长期的火电机组控制系统调试经验,固化和封装了一些典型逻辑来驱动现场设备,《EDPF-NT PLUS典型图标准》对此进行了规定和说明。EDPF-NT+典型设备驱动级为:BREAKERII电气开关算法Ⅱ;MOTORII典型马达控制算法;MOV典型电动门算法Ⅱ;MOVSPII典型三位调节门算法Ⅱ;SCSOV单线圈电磁阀算法Ⅱ;SMOV典型带保持回路电动门算法Ⅱ;STEPVALVE典型点动调节门算法Ⅱ。
由于控制设备绝大多数都有1个典型设备驱动级与之相对应,因此可以对上述聚类而成的设备(表3)进行匹配,根据设备特点找到与其对应的典型驱动级。然后,根据控制功能说明书完善其他的控制逻辑,并用数据表格的形式记录下来,利用VSTO程序处理数据表格,自动生成SAMA文件。图5为VSTO自动生成驱动级SAMA的系统界面。

图5 VSTO自动生成驱动级SAMA界面Fig.5 Driver stage of SAMA interface auto-generated by VSTO
2.3 MMI人机画面自动化组态技术
2.3.1 XML解析及批量处理技术
XML(extensive makeup language)是可扩展标示语言,用于标记电子文件使其具有结构性的标记语言,可以用来标记数据、定义数据类型,是一种允许用户对自己的标记语言进行定义的源语言[6]。XML易于在任何应用程序中读写数据,因此很快成为数据交换的唯一公共语言,虽然不同的应用软件也支持其他的数据交换格式,但不久之后他们都将支持XML。这就意味着程序可以更容易地与windows、MAC OS、linux以及其他平台下产生的信息结合,然后加载XML数据到程序中并进行分析,最终以XML格式输出结果。
EDPF-NT+的MMI人机画面支持XML纯文本编辑技术,编辑工具GB(graph build)支持批量导入、导出功能。所有的系统主图(graph of control,GOC)、系统窗口图(graph of control window,GOW)均可导出XML格式的文件(graph of XML,GOX)。当一个GOC文件导出为GOX文件后,XML格式下MMI画面DAS测点的数据显示如图6所示。
2.3.2 MMI人机画面自动化组态技术
XML格式的GOX文件非常方便程序的读写处理,当系统流程主图[7]及窗口图转换为GOX文件后,所有的测点、设备图符、管道、操作区都变成了XML格式的数据文本文件。可以自动生成SAMA文件的数据表格同样发挥着重大作用,因为人机界面是控制设备和控制逻辑的图形显示,整理好的标准组态表格可以自动快速完成标准人机操作流程界面MMI的组态工作。

图6 XML格式DAS测点Fig.6 DAS point in XML mode
以某1000MW超超临界机组为例[8-10],其 I/O点数规模为1.5万余点,受控设备为1200多个,系统工艺主页面为50余页,窗口图为2000多个。如此大规模的组态工作,纯人工操作耗工耗时,加之组态人员水平不齐容易出错,一旦出错很难排查。为此采用了EDPF-NT+DCS自动化组态技术,复杂庞大的组态工作量转换化为计算机程序可以识别的设备、条件表格等标准组态表格,并按照规范的画面实现程序编程处理,从而高效地完成了MMI的组态工作。图7为采用自动化组态技术处理某1000MW机组A磨煤机的主流程画面和条件窗口。
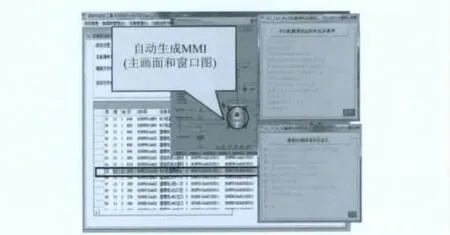
图7 EDPF-NT+DCS自动组态技术生成MMIFig.7 MMI auto-generated by EDPF-NT+DCS CA
3 结语
EDPF-NT+DCS CA高效自动化组态技术充分利用计算机技术、控制技术与图像显示技术,提供了从数据库I/O、控制逻辑SAMA到人机操作画面MMI的全套组态解决方案,填补了国内外DCS系统自动化组态技术的空白。自2008年以来,该高效自动化组态技术已经广泛应用于国内300~1000MW机组,国电谏壁电厂、国华徐州电厂、国电汉川电厂等采用该技术的新建1000MW机组均顺利通过168 h考核,成功投入商业运行,表明该项技术先进、可靠,应予推广。
[1]黄焕袍,潘刚.国产 EDPF-NT分散控制系统在600MW ~1000MW级大型火电机组控制中的应用[J].中国仪器仪表,2009,30(3):42-45.
[2]王疆,黄焕袍,潘刚,等.DCS设计标准化[J].中国仪器仪表,2011,32(7):63-68.
[3]汤效琴,戴汝源.数据挖掘中聚类分析的技术方法[J].微计算机信息,2003,19(1):3-4.
[4]王疆.I/O数据库分配标准[R].北京:北京国电智深控制技术有限公司,2008:10-16.
[5]Kathleen M G,Paul S.VSTO 开发者指南[M].李永伦,译.北京:机械工业出版社,2009:23-24.
[6]贾小珠.深入浅出XML[M].北京:人民邮电出版社,2001:12-25.
[7]邱华云.DCS动态流程图画面的设计及组态[J].石油化工自动化,2004,1(1):48-50.
[8]鲍震.EDPF-NT+自动化组态标准[R].北京:北京国电智深控制技术有限公司,2011:4-5.
[9]柳倩.EDPF-NT分散控制系统在某1000MW机组中的应用[J].江苏电机工程,2012,31(3):69-73.
[10]陈峰.EDPF-NT+控制系统在国华徐州发电厂2×1000MW超超临界机组中的应用[J].工业控制与节能,2012,2(4):96-99.
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
河北农机(2020年10期)2020-12-14
铁道通信信号(2020年3期)2020-09-21
铁道通信信号(2019年6期)2019-10-08
铁道通信信号(2018年8期)2018-11-10
凿岩机械气动工具(2017年2期)2017-07-19
雷达学报(2017年6期)2017-03-26
互联网天地(2016年1期)2016-05-04
工业设计(2016年11期)2016-04-16
智能系统学报(2015年4期)2015-12-27
