
MTBE深度脱硫技术的应用
2013-08-02 08:17:26张健民赵金海
化工进展 2013年6期
张健民,赵金海,陈 珺
(中国石油集团公司东北炼化工程有限公司锦州设计院,辽宁 锦州 121001)
2012年5月份,北京地区率先在全国发布京Ⅴ汽油标准即《DB11/238—2012 京Ⅴ车用汽油标准》,该标准规定汽油中的硫含量≤10 mg/kg,同年7月正式要求北京地区全部销售符合该标准的汽油。2013年7月份,以上海为代表的长三角地区和以广州为代表的珠三角地区也将陆续执行京Ⅴ汽油标准。而随着近期全国范围内雾霾天气的持续影响,预计执行京Ⅴ汽油标准的地区将会扩大,时间将会提前,届时,市场对京Ⅴ汽油的需求量将会大幅增加。
目前,汽油中的硫可通过催化汽油加氢脱硫工艺脱除,使硫含量满足京Ⅴ汽油标准。但为满足辛烷值的要求,一般须经调和方能满足标准要求,而作为常用的汽油调和组分甲基叔丁基醚(MTBE),由于硫在原料C4生产过程中的富集效应,MTBE产品中硫的含量经常超过100 mg/kg[1]。因此,若作为京Ⅴ标准汽油的调和组分,其硫含量必须降至10 mg/kg 以下。
MTBE 中硫含量的控制主要有两种技术可供选择:原料脱硫即液化气脱硫技术[2]和产品脱硫即MTBE 脱硫技术。从实际情况来看,液化气脱硫技术可将MTBE 中的硫含量降至20 mg/kg,作为京Ⅳ标准汽油的调和组分可以满足要求,但无法满足京Ⅴ标准汽油的要求,因此MTBE 产品脱硫技术是必然选择。目前,为最大限度地降低MTBE 的损失,对于MTBE 产品脱硫推荐采用双塔流程技术[3],对采用单塔流程的适宜条件论述很少,而且不全面。本文利用流程模拟的方法,对MTBE 产品脱硫过程进行了全面系统的模拟与分析,在充分比较单塔、双塔工艺流程利弊的基础上,提出了适合于不同工况的MTBE 深度脱硫技术方案。
1 深度脱硫技术原理
MTBE 中含硫化合物种类分析结果见表1。通过对MTBE 中硫含量进行定性分析可以看出,常见的含硫化合物主要为:羰基硫、甲基二硫化物、甲基叔丁基硫醚、C5硫醇及噻吩。
由表1 可见,MTBE 沸点为55.2 ℃,其余含硫化合物的沸点与MTBE 存在明显差异,也不存在共沸现象,因此可以通过精馏的方法脱除MTBE 产品中的硫化物[4]。
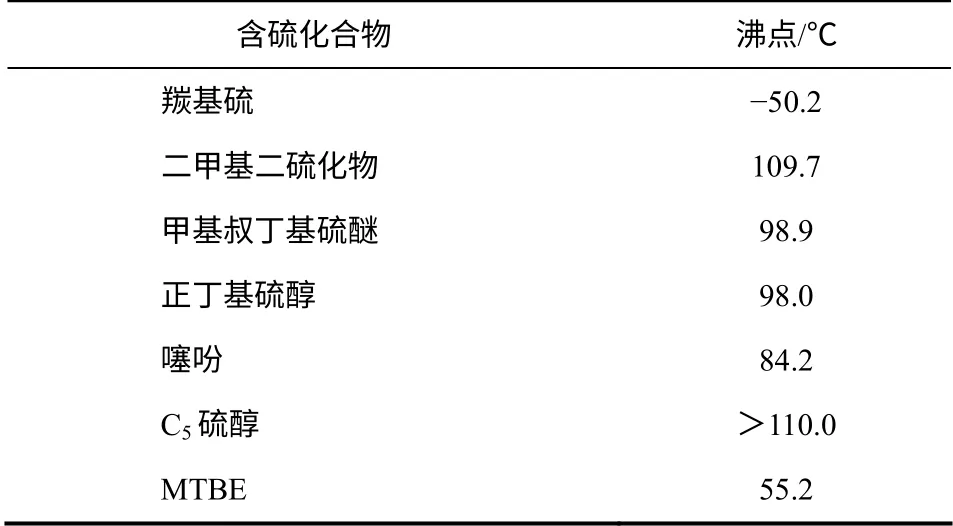
表1 MTBE 中常见含硫化合物沸点
由于京Ⅴ汽油标准中硫含量≤10 mg/kg,远低于国Ⅳ汽油标准中硫含量≤50 mg/kg 的要求,相应的汽油加氢脱硫工艺称为深度脱硫工艺。因此,本文将MTBE 产品中的硫含量降至10 mg/kg 以下的技术称为深度脱硫技术。
2 模拟流程与方法
MTBE 产品中通常含有甲醇、MSBE、叔丁醇和二异丁烯等组分,具体组成见表2。为了保证模拟结果的准确性,模拟计算时应全面考虑,虽然杂质含量较低,但对模拟计算及工艺流程设计均有影响。MTBE 脱硫过程的单塔、双塔工艺流程如图1所示。图1 中虚线部分为单塔流程,整图为双塔流程。为了保证MTBE 中总硫含量满足指标的要求,最大限度地提高MTBE 的收率,同时兼顾设备投资和操作费用,模拟中控制T-102 塔的MTBE 收率为90%,控制T-101 塔顶MTBE 产品中硫含量≤3 mg/kg,考察了T-101 塔釜中MTBE 含量在10%~70%(质量分数)的7 种工况下上述指标的变化规律。原料MTBE 的进料量为12.5 t/h。
应用流程模拟软件计算探讨MTBE 分馏过程的文献较多[5]。本模拟采用PRO//Ⅱ Ⅴ8.1 流程模拟软件模拟了MTBE 产品脱硫过程,考虑到物系中存在甲醇及叔丁醇,热力学方法选择Wilson 方程[6]。
T-101、T-102 的操作参数见表3。
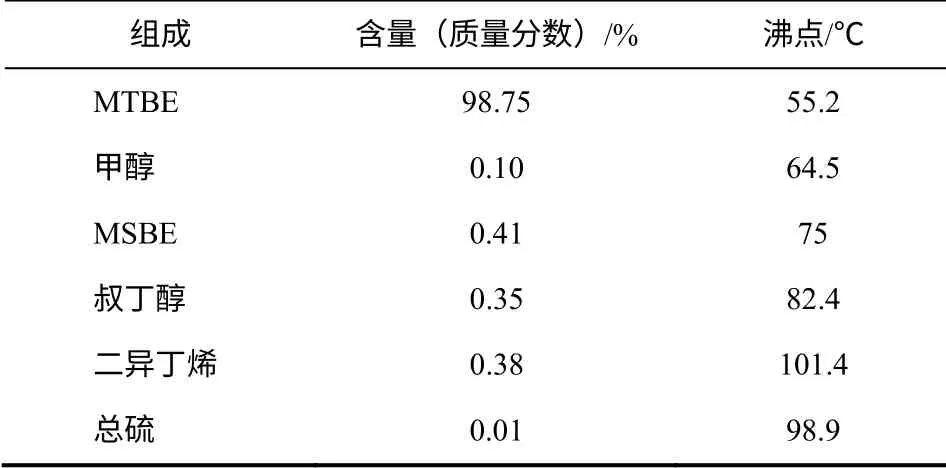
表2 MTBE 组成及沸点

图1 单塔、双塔工艺流程
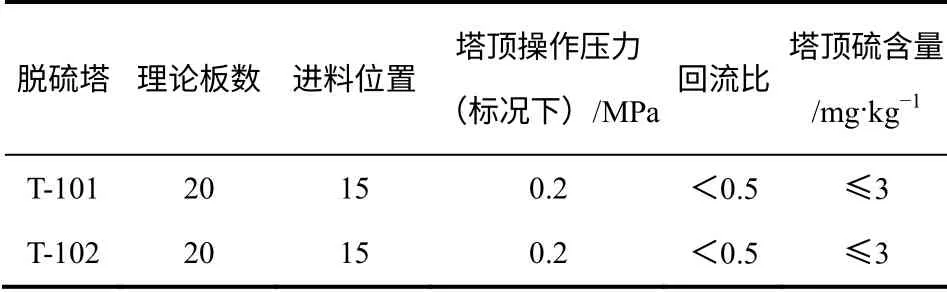
表3 T-101、T-102 的操作参数
3 模拟结果与讨论
图2~图5 显示了通过模拟计算得到的结果。
模拟计算给出了两种工艺流程对MTBE 中硫含量、MTBE 产品回收率、能耗以及塔釜温度的影响结果。图2 表明,单塔、双塔流程均可以使MTBE中硫含量降至3 mg/kg 以下,满足硫含量指标要求;图3 表明,双塔流程可以最大限度地回收MTBE,不受首塔釜中MTBE 含量的影响,单塔流程若要获得相同的MTBE 回收率,必须保证T-101 塔釜中MTBE 含量≤10%(质量分数);图4 显示了单塔、 双塔两种工艺流程与能耗的关系,总的来说,双塔流程能耗略高于单塔流程能耗,但MTBE 回收率越高,二者越接近;图5 表明,T-101、T-102 釜温均随塔釜中MTBE 含量升高而下降。说明釜温越高,MTBE 回收率越高,因此降低MTBE 损失必须提高塔釜温度,增加再沸器热负荷。

图2 单塔、双塔流程脱硫后MTBE 中硫含量
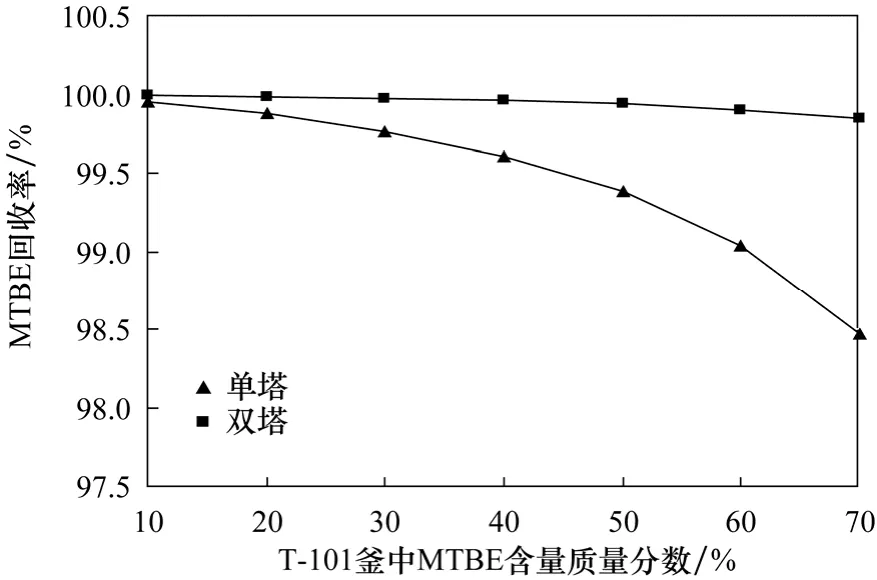
图3 单塔、双塔流程MTBE 回收率
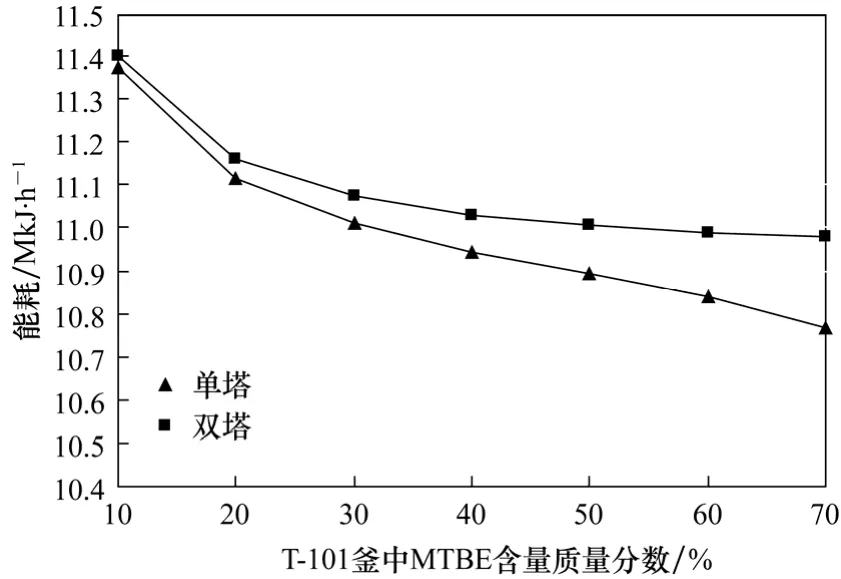
图4 单塔、双塔流程能耗

图5 单塔、双塔釜温变化
在石化企业中,塔釜再沸器热源有蒸汽和低温热两种工况可以选择。在控制T-101 塔釜产品中,MTBE 含量≤10%(质量分数)的情况下,由于单塔、双塔流程的MTBE 总回收率与总能耗相近,若使用蒸汽作再沸器热源,由于单塔流程工艺简单、设备投资少,且脱硫后MTBE 硫含量≤3 mg/kg,因此采用单塔流程是适宜的。
若采用低温热代替蒸汽作为再沸器热源,则可以通过提高T-101 塔釜产品中MTBE 含量达到降低塔釜温度的目的,当T-101 塔釜温度降至81 ℃时,利用低温热作热源可大幅降低操作费用,从而降低装置能耗,但由于此时T-101 釜中MTBE 含量为70%(质量分数)左右,为降低MTBE 损失,应考虑采用双塔流程,以提高MTBE 总收率,由于T-102塔径远小于T-101 塔,设备投资增加很少,费效比较低,因此采用双塔流程更加适宜,但须详细计算T-102塔的进料量,以保证进料泵满足实际操作要求。
4 结 论
本文通过对单塔、双塔流程进行全面的模拟分析,充分比较了单塔、双塔两种深度脱硫技术方案的利弊,认为单塔、双塔流程均能够满足MTBE 产品深度脱硫的要求,但有不同的适宜工况,应根据实际情况进行合理选择。针对不同加热热源,应采用不同技术方案进行脱硫,当利用蒸汽做再沸器热源时,宜采用单塔流程,而当利用低温热代替蒸汽做再沸器热源时,宜采用双塔流程。
[1] 胡雪生,李伟,李潇,等. MTBE 硫含量超标原因分析[C]//李大东,龙军,汪莹娜,等. 中国石油学会第六届石油炼制学会论文集,北京:中国石油学会石油炼制分会,2010.
[2] 孟庆飞,郝天臻. 液化石油气深度脱硫技术探讨[J]. 炼油技术与工程,2010,40(11):11-15.
[3] 武文钊,韩志忠,张玉东. MTBE 蒸馏脱硫工艺模拟[J]. 计算机与应用化学,2011,28(8):991-994.
[4] 王胜伟,戴俊堂,王建伟,等. 一种高含硫量甲基叔丁基醚脱硫的方法:中国,200910018228.2A[P]. 2010-02-10.
[5] 姚玉瑞. 甲基叔丁基醚分馏规律的探讨[J]. 化工生产与技术,2000,7(6):18-20.
[6] 童景山,高光华,刘裕品. 化工热力学[M]. 北京:清华大学出版社,1995:235.
猜你喜欢
电力设备管理(2022年17期)2022-10-31 06:28:44
山东冶金(2022年3期)2022-07-19 03:27:06
电力科技与环保(2022年3期)2022-07-15 08:14:12
昆钢科技(2022年2期)2022-07-08 06:36:28
电力设备管理(2022年8期)2022-05-28 01:39:42
能源工程(2022年1期)2022-03-29 01:06:36
山东冶金(2019年3期)2019-07-10 00:53:54
水利规划与设计(2018年1期)2018-01-31 01:54:01
咸阳师范学院学报(2016年6期)2017-01-15 14:18:46
合成纤维工业(2016年4期)2016-10-10 01:32:15
