
无加工数模单序模具复制过程控制及生产调试
2013-08-02 09:44:13赵道智曹根明汪灵休江铃五十铃汽车有限公司
锻造与冲压 2013年10期
文/赵道智,曹根明,汪灵休·江铃五十铃汽车有限公司
无加工数模单序模具复制过程控制及生产调试
文/赵道智,曹根明,汪灵休·江铃五十铃汽车有限公司
随着近几年汽车行业不断地发展进步,国内及海外市场的不断拓宽,汽车制造企业产量也在不断地提升。在一部分老模具面临车型没有下线,单序模具自身损坏,生产零件达不到质量要求的情况下,又面临一个新的问题。无加工数模模具复制,怎么控制复制精度,怎么缩小适应老车型装车要求的调试周期。
无加工数模模具复制过程及精度控制
无加工数模单序模具复制困难点
无加工数模单序模具复制难度依次为,中间序>拉延>最后序。中间序模具复制,涉及承上启下,如果复制模具出现问题,技术人员不光要思考复制模具有什么问题,还需思考出现的问题对上序零件到本序压制发生了什么变化,对下序定位或工序又产生了怎么样的问题叠加;拉延模具的复制,复制后大量工作为研合,调试周期长;最后序模具复制,试模调试件上检具找出问题偏差,复制时多进行型面避让,找准定位即可。在进行无加工数模复制时,面临的困难有以下5方面:
⑴无加工数模老模具,经历长期生产微调、调整,与最初投产保留样件或封存件有差异,却没有修整数据。
⑵无加工数模模具在扫面过程中,精度不可避免出现误差,误差如何修正。
⑶单序模具以拉延型面为基准,后续复制,如何找准零件放置扫面基准。
⑷如何要求扫面精度控制重点。
⑸存在扫面偏差单序复制模问题点修正。数模的扫面偏差如图1所示,拟合度较低。
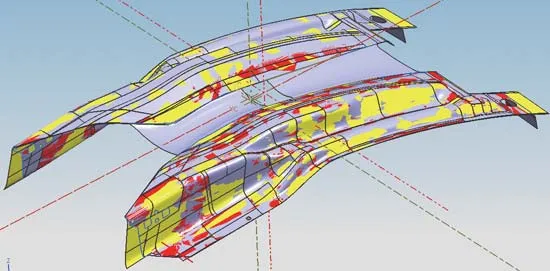
图1 数模的扫面偏差
模具复制过程控制与模具制作
面对无加工数模的单序模具复制,需要将零件带至焊装,关注零件在焊装的主副定位,这是装车的基准点,因此需要记录和全过程控制。此外,还要关注零件边定位,型面避让,点焊位置。其中,零件的边定位会影响组焊后的组焊零件尺寸,需要关注变化。型面避让则是看哪些地方允许扫面误差,要知道扫面不出现误差是不可能的。点焊位置,防止复制模具生产零件在点焊过程中由于型面不贴合出现虚焊。
在收集到零件重要控制点信息后,就可以进行模具复制工作。进行三坐标扫描,技术人员选择将序件放置在拉延模凸模上进行扫描,场所尽量选择安静、振动小、灰尘少的场所。对零件工序内容,特别是主副定位孔,修边线(焊装边定位),需要重点关注确认。
在完成型面扫描工作后,模具设计过程应注意模具工序内容的可调性,即孔要注意预留移孔余量,长的修边刀块应尽量少用可焊性不好的材料。模具型面适当的增加型面避让,这样可以减少钳工的研合型面周期,如图2所示,工序内容要预留余量可调。
模具进入投铸步骤后,可以对扫描型面进行验证工作,即制作一个简单的简易检具,使用数模加工,然后进行加工数模验证。
完成数模与零件型面的对比后,进行模具机加工。
模具调试
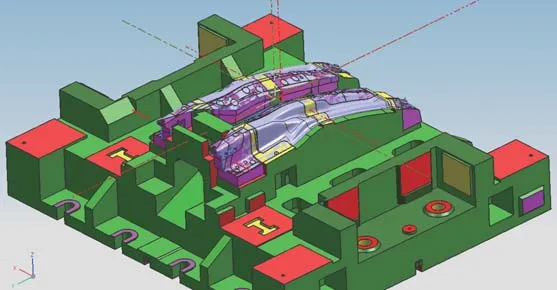
图2 模具设计增加型面避让

图3 复制模具定位点要有延续性
多次确认修正数模与零件的误差后,在研合型面时要进行定位找基准。可使用以前,制作模具方式制作CH孔找准位置后制作定位,摆放正确零件后进行研合工作。完成研合工作后,进行工序内容确认及修正。完成以上工作后,试模上检具。再试,查找偏差即可完成复制模的调试工作。如试模零件上检具差异较大,则进行复制模定位基准查找差异,从定位、型面、孔位、修边线依次查找、修正。需要注意的是,复制模具定位点要有延续性,并与焊接夹具定位相结合,如图3所示。
结束语
无加工数模单序模具复制,主要矛盾是扫描精度和误差。在模具先天制作方面,尽可能地减少加工数模误差、偏差。完成数模修正工作后,制作模具中重要的是基准一致,在统一的基准上进行模具研合、制作,则可以尽可能与老件相符,符合装车。
猜你喜欢
电子设计工程(2022年20期)2022-10-28 13:42:54
汽车实用技术(2019年20期)2019-11-06 07:18:24
制造技术与机床(2019年9期)2019-09-10 07:36:18
制造技术与机床(2019年4期)2019-04-04 12:22:12
机械管理开发(2018年11期)2018-11-28 08:40:52
电子制作(2018年12期)2018-08-01 00:47:44
制造技术与机床(2017年6期)2018-01-19 02:41:21
电子制作(2017年19期)2017-02-02 07:08:38
山东工业技术(2016年15期)2016-12-01 05:30:53
当代化工研究(2016年6期)2016-03-20 16:21:46
