
Incoloy800H热交换器焊接工艺评定试验
2013-06-28 06:29:28江苏双良锅炉有限公司江阴214444顾芝敏
金属加工(热加工) 2013年18期
江苏双良锅炉有限公司 (江阴 214444) 严 华 顾芝敏
1. 概述
随着太阳能光伏产业的发展,太阳能级多晶硅得到了极大发展,而将多晶硅生产过程中产生的副产物SiCl4转化为原料SiHCl3则成为国内企业面临的共同难题。冷氢化技术能够解决这一难题,同时其具有能耗低、转化率高、投资小等特点。氯氢化反应器进料废液热交换器是某公司冷氢化装置的一台热交换器设备。设备为立式固定结构,外形尺寸φ900mm×14 850mm,主体材料为Incoloy800H。
2. 设备简介
(1)主要技术特性如表1 所示。

表1 设备技术特性
(2)设备为立式浮头单管板换热器,结构如图1所示。

图1 设备结构
3. Incoloy800H焊接工艺评定
在JB/T4756—2006《镍及镍合金制压力容器》中对国内牌号NS112与进口商品牌号Incoloy800H进行了对应,但Incoloy800H为我公司首次使用,需按NB/T47014—2011进行焊接工艺评定。
(1)Incoloy800H材料性能 其化学成分和力学性能如表2、表3所示。

表2 Incoloy800H化学成分(质量分数) (%)

表3 Incoloy800H力学性能
(2)Incoloy800H焊接性能试验 Incoloy800H钢板的焊接特点:焊接性良好,但容易出现焊接热裂纹、气孔、熔合不良、夹渣,以及析出强化合金时的应变时效裂纹等缺陷;工艺特性表现为液态金属流动性差,焊缝金属熔深浅。
基于以上特点,制定了如下焊接工艺评定试验:
试验材料:试板材质Incoloy800H,规格:长500mm、宽130mm、厚45mm。
焊接材料:采用的焊材如表4所示,焊材化学成分如表5~表7所示。
焊接方法:考虑Incoloy800H的焊接特点、板厚等因素,焊接方法采用手工氩弧焊打底,焊条电弧焊填充,埋弧焊填充盖面。
焊接工艺:坡口准备、装配要求如图2所示。焊前将焊接坡口及其两侧各30mm范围内采用软磨片清理压缩空气吹扫,后用丙酮清洗,待坡口及两侧干燥后开始焊接。第1层采用手工氩弧焊打底,背面采用99.99%Ar保护,气体流量为12~15L/min。焊条电弧焊填充2~4道共3层,其余采用埋弧焊填充盖面。焊接顺序如图2所示,焊接参数如表8所示。
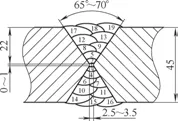
图2 坡口及焊接顺序
焊接注意事项:①焊前层间清理工作必须进行。与碳钢、奥氏体不锈钢比较Incoloy800H对清洁度要求非常高。可采用不锈钢丝刷、砂轮机打磨,丙酮或酒精清洗。焊渣、焊剂也要打磨清理干净。清理工作如图3、图4所示。②手工氩弧焊焊接时注意防氧化措施。打底焊缝背面采用99.99%Ar保护,正面焊缝熄弧延迟送气,并将焊丝停留在喷嘴气流保护范围内,待冷却后移开。③焊条电弧焊时不能盲目地增加电流。由于镍合金流动性较差,在试验时,焊工一味地增加电流导致焊缝中出现气孔(在层间清理打磨时发现)。④埋弧焊焊接参数需合理。焊接电流过大,焊接速度过快,焊丝干伸长不合理都会导致焊接裂纹(PT检测时裂纹见图5)。埋弧焊填充如图6所示。⑤多层焊道间温度需控制,以手摸在表面不烫手为宜,道间还需进行PT检测,发现缺陷需打磨清理,检测试剂清洗干净后方能继续施焊。
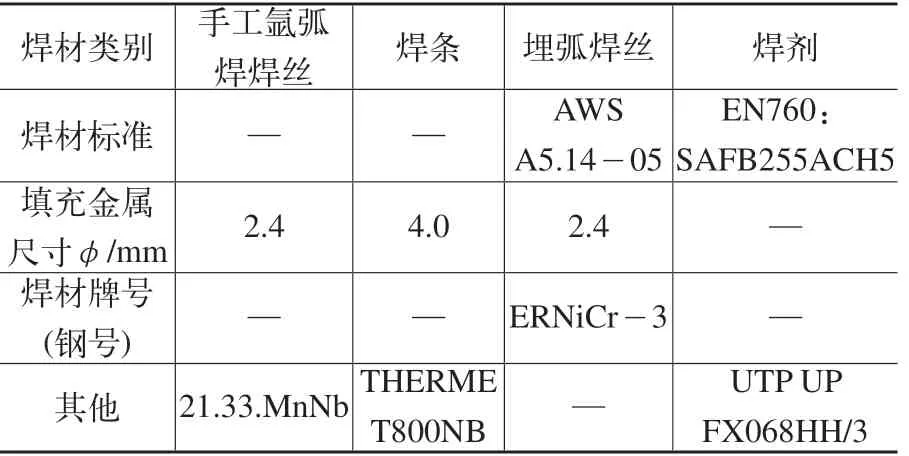
表4 焊接材料

表5 21.33.MnNb手工氩弧焊焊丝化学成分(质量分数) (%)

表6 THERMET800NB焊条化学成分(质量分数) (%)

表7 ERNiCr—3埋弧焊焊丝化学成分(质量分数) (%)

表8 焊接参数

图3 打磨

图4 清洗

图5 PT检测裂纹

图6 埋弧焊填充
(3)工艺评定结果及分析 试板焊接后外观成形美观,焊缝为银白色,每道焊缝经100%渗透检测符合JB4730Ⅰ级合格,经100%X射线检测符合JB4730Ⅰ级合格。力学性能试验结果如表9所示。上下表面共4个晶间腐蚀试样按GB/T15260—1996铜-硫酸铜/16%硫酸法腐蚀24h后沿熔合线弯曲试验合格,弯曲直径为12mm,弯曲角度180°。工艺评定试样如图7所示。

表9 焊缝力学性能试验结果

图7 工艺评定试样
通过上述检测结果表明,Incoloy800H平板对接评定按NB/T 47014—2011规定焊接试件、检验试样测定性能,评定结果合格。
4. 结语
对Incoloy800H厚板组合焊接方法工艺评定的通过,不仅使焊接接头具有良好的力学、耐腐蚀性能,为公司后续产品制作提供了技术支撑,减少了对焊工实操能的依赖,降低了工人的劳动强度,而且有利于产品质量的稳定。
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:14:42
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
