
T91与T22异种钢焊接中存在问题的分析
2013-06-28 06:29:24西北电力建设第三工程公司陕西咸阳712021靳珂晨
金属加工(热加工) 2013年18期
西北电力建设第三工程公司 (陕西咸阳 712021) 靳珂晨
1. 两种钢材的分析
(1)T91钢 T91钢属于马氏体耐热钢,是美国在9Cr-1Mo钢的基础上添加微量的V、Nb,调整Si、Al的添加量后形成的超9Cr钢。该钢的高温强度优异,在550℃以上,其设计许用应力为T9钢和2.25Cr-1Mo钢的两倍,与1Cr19Ni9钢相比,其等强温度为625℃,抗氧化和抗蒸汽腐蚀性能与9Cr-1Mo钢相当。常用于亚临界、超临界锅炉壁温达650℃的过热器管道和再热器管道。其化学成分及常温力学性能如表1、表2所示。
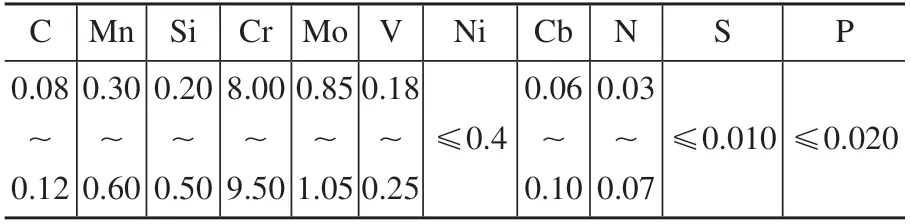
表1 T91钢化学成分(质量分数) (%)

表2 T91钢力学性能
(2)T22钢 T22钢属于贝氏体耐热钢,其化学成分、力学性能及碳当量与10CrMo910钢相似,属于2.25Cr—1Mo钢。该钢正火后的组织为贝氏体+少量的马氏体,有时有少量的铁素体,长期在高温下运行时会出现碳化物从铁素体基体中析出并聚集长大的现象。该钢工艺性能良好,对热处理温度不太敏感,焊接性良好,具有良好的持久塑性,但其强度较低。常用作壁温≤580℃的过热器管道、再热器管道及壁温≤570℃的蒸汽管道。其化学成分及常温力学性能如表3所示。
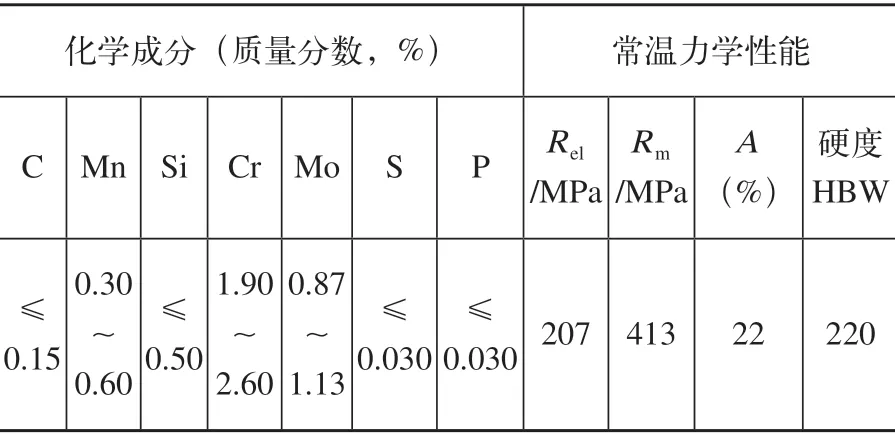
表3 T22钢的化学成分及常温力学性能
2. T91与T22异种钢焊接问题的分析
T91钢与T22钢分别属于马氏体型热强钢和贝氏体型热强钢,T91钢的屈服极限是P22钢的两倍,T91钢的抗拉强度比P22钢高40%左右,两者属于同类异组织的异种钢焊接,一般认为比较容易焊接,但是由于组织形态、力学性能差别较大,因此给两种异种钢焊接焊材的选用和焊后热处理规范带来一定的麻烦。两种钢材的含Cr量相差较大,在焊接及焊后热处理过程中,会产生碳的迁移,在熔合线两侧形成脱碳带和增碳区,脱碳带出现在低铬侧(T22侧),该侧硬度低;反之,增碳区出现在高铬侧(T91侧),该侧硬度高。碳的迁移会导致T22钢的一侧产生脱碳带,会使焊接接头室温力学性能下降,高温蠕变断裂强度降低,易发生异种晶格界面上蠕变断裂强度的脆化,使异种钢焊接接头因在高温下早期失效而产生事故。脱碳带和增碳区的宽度与焊后热处理的保温时间有关。T91钢与T22钢焊接时,容易使热影响区产生焊接冷裂纹,即产生低匹配焊接氢致裂纹和低硫氢致裂纹。
综上所述,T91钢与T22钢焊接时存在的主要问题是焊接接头碳的迁移和热影响区产生冷裂纹。
T91钢与T22钢焊接时,在焊接材料上有4种选择方式:①焊缝金属成分与低合金钢一侧的材料成分一致(低匹配)。②焊缝金属成分与高合金材料一侧的材料成分一致(高匹配)。③焊缝金属成分取两种材料的中间成分。④焊缝金属采用镍基合金焊材。
针对以上4种选择,下面进行逐一分析:
第一,当采取焊接材料与焊缝金属成分与低合金钢一侧的材料成分一致时,即采用2.25Cr-1Mo型焊材时,会可尽可能地阻止碳的迁移,降低因脱碳带来的不良影响,降低异种钢焊接接头晶体界面蠕变断裂强度脆化的可能,但是不同程度上难以避免焊接冷裂纹的产生,因此焊接时应提高焊前预热温度,以降低温度梯度。
第二,当采取焊接材料与焊缝金属成分与高合金钢一侧的材料成分一致时,即采用9CrMo焊材时,可有效地防止异种钢焊接冷裂纹,但会导致T22钢低强度侧产生碳的偏移,使异种钢焊接接头晶体界面产生蠕变断裂强度的脆化,使焊接接头失效。
第三,当采取焊缝金属成分取两种材料的中间成分时,有关人员经试验得出结论:用5Cr-0.5Mo型焊接材料焊接时,由于其合金含量大,液态金属粘度大,加之焊接热输入小,液态金属温度低,高温停留时间短,使焊缝金属成分不均匀,所以导致熔合区组织不均匀,冲击韧度下降。
第四,当焊缝金属采用镍基合金焊材焊接时,AWSD10.8规范中认为没有必要使用镍基合金焊材,除非T91钢与不锈钢或镍基合金焊接。同时,镍基合金的使用还会在一定程度上影响NDT检测的范围。两种钢接头性能试验结果如表4所示。

表4 T91钢与T22钢异种材料焊接接头性能试验结果
表4中总结了一些最新报道的试验结果。这些结果表明,低匹配焊接材料能够为T91钢与T22钢异种钢焊接接头提供满意的性能,即选用低匹配的焊接材料能满足接头的性能。
表4说明,当采取2CrMoTIG+焊条电弧焊或2CrMoTIG+焊条电弧焊+埋弧焊,焊后热处理恒温温度为720℃,保温时间为1h,层间温度控制在200~250℃时,T91钢与T22钢异种钢焊接接头的综合性能最好。
3. 结语
T91与T22异种钢焊接选用2.25Cr-1Mo焊条或焊丝,采用钨极氩弧焊打底,管子内部充氩保护,采用薄层的多层多道焊,小的焊接热输入,层间温度应控制在200~300℃之间,焊前预热温度250℃,焊后缓冷至室温后进行(720±5)℃的回火处理的工艺时,该焊接接头符合要求。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
节能与环保(2022年3期)2022-04-26 14:32:36
上海金属(2016年3期)2016-11-23 05:19:43
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
焊接(2016年2期)2016-02-27 13:01:16
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
焊接(2015年9期)2015-07-18 11:03:53
