
攻克核心课题积极发展高端汽车冲压模具
2013-06-18 06:34:50四川省宜宾普什驱动有限公司总经理助理郑万全
金属加工(冷加工) 2013年10期
四川省宜宾普什驱动有限公司总经理助理 郑万全
我国汽车模具在近十年尤其是在2005年后的几年时间里,汽车模具制造企业数量增加很多,行业固定资产得到快速投资。但从整个汽车模具行业来看,国内模具制造企业还不能满足国内汽车生产企业的高端汽车模具需求,我国目前还继续存在大量的高端汽车冲压模具依赖进口的现状。为此快速创新发展高端汽车冲压模具,向国际高端企业看齐并实现技术领先是每一个汽车模具制造企业心中的一个美好梦想。
一辆普通轿车的生产需要近2000套模具,其中冲压模具所占比例高于50%。而一辆新车的设计开发,九成的工作是在围绕汽车车身的改变与美化而竭力进行。以下简要介绍一下汽车模具企业奔向高端需要攻克的核心问题,以期积极发展高端汽车模具制造技术。
继续科学运用三维设计,快速迈向汽车冲压模具设计的参数化
国内汽车冲压模具制造企业,积极吸取国际知名汽车模具企业(如丰田、通用、福特等)的先进经验,企业创建之初就开始运用三维软件进行设计,一方面方便了设计时的直观干涉检查,另一方面可进行一些运动分析。
高端汽车冲压模具制造,从设计方面更需要模具的参数化设计,积极有效地结合软件模板技术实现二次开发,形成企业固定的、标准化的设计参数、设计模板,实现参数全关联并运用参数全驱动。即通过模具部件或者零件参数的变更,快速驱动CAE(冲压成形过程的模拟技术)结果的变化、模具工艺的变更、模具结构的优化等。
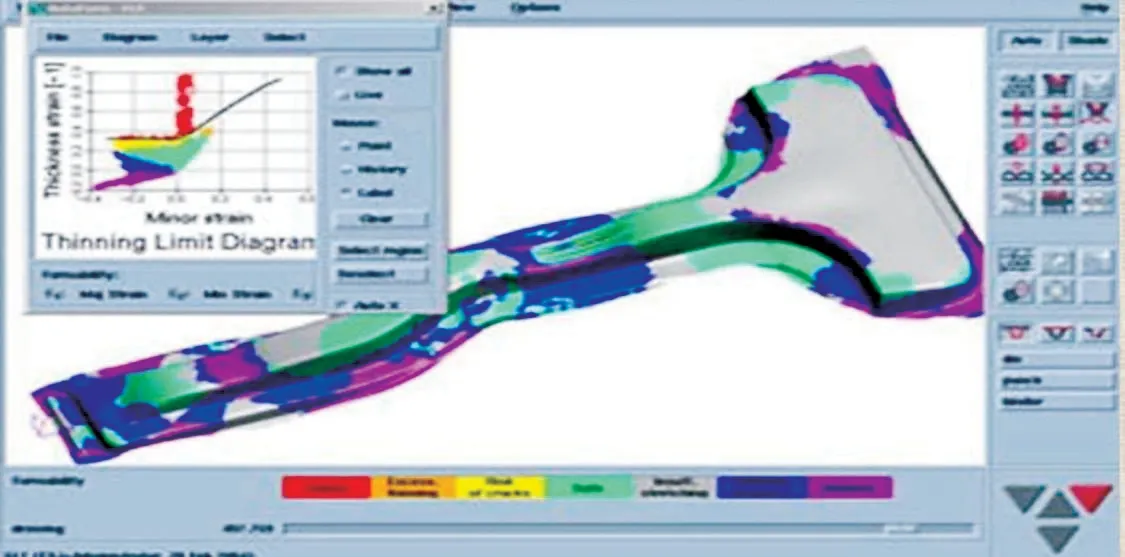
冲压成形过程模拟
夯实传统低端冲压模具制造技术,创新发展高品质的大型覆盖件高端模具
低端的汽车冲压模具,很多时候依靠了钳工的手工技术。结合现代数控加工技术的发展,高端汽车冲压模具制造企业务必需要配置大型龙门五面加工中心、大型龙门五轴加工中心、大型龙门三坐标测量设备以及先进的在线测量系统等。发展高端汽车模具制造技术,着重要求关注汽车冲压零件中覆盖汽车发动机、底盘、构成驾驶室和车身的薄钢板异形体的表面零件(如发动机罩、前后围板、散热器罩、水箱罩以及车门内外板、侧围板、车顶、前后梁、后备箱、底盘)等,因为这些零件的模具结构比较难、尺寸比较大、质量要求特别高。这些模具的制造唯有较大行程、较高精度的加工设备以及大行程先进检测设备的支撑,方能实现模具的质量、进度、成本等得到市场的一一认可。其加工机床行程一般要求在X轴4m、Y轴3m、Z轴1m以上,为此大型高端汽车覆盖件模具需要大型龙门数控设备以及大型龙门三坐标测量设备的支撑。
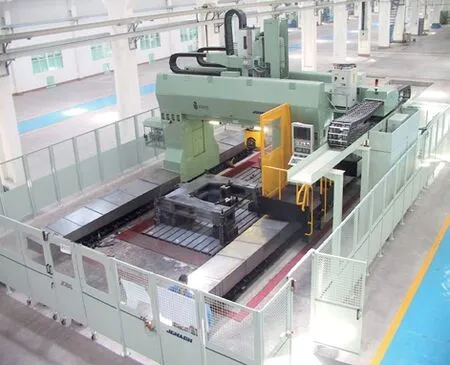
大型龙门数控加工中心
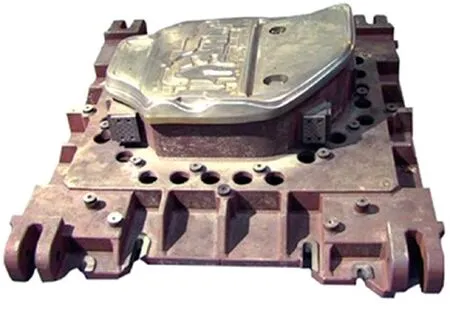
后车门内板模具
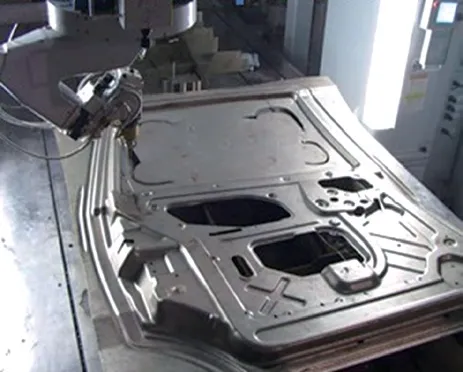
激光切割生产覆盖件
大型汽车覆盖件模具制造所需的大型数控设备尤其大型龙门五轴联动设备,目前70%以上均需要依赖进口。创新发展高品质的大型覆盖件高端模具,务必发展数控加工设备以及检测设备的开发能力,重点去研究开发4~5m的动梁式超重型龙门加工中心、大型三坐标、五轴联动数控龙门加工中心,以及特别注重数控机床关键核心部件的研发,如高速精密电主轴、刀库机械手、数控回转工作台、高速防护装置、数控动力刀架和双摆角铣头等。同时还得注重数控机床数控系统的研发。
有效运用冲压成形模拟技术,着力迈向全工序的有限元模拟分析
当前,CAE广泛运用于汽车模具工艺开发过程中,CAE技术已成为必要环节,可预测成形缺陷、优化冲压工艺布置,特别是拉伸模具工艺确认。CAE技术提高了模具设计的可靠性,减少了后续模具较大的更改机会,对减少试模时间起到了决定性的作用。国际上的知名软件主要有美国ETA公司的Dynaform,法国ESI集团的PAM系列软件,德国AutoForm工程股份有限公司的AutoForm等。
汽车模具的制造离不开有效的板成形模拟软件,高端汽车模具更需要全工序的有限元模拟技术。借助板成形模拟软件可提高高端汽车模具开发的成功率以及大大缩短高端汽车模具开发的制造周期。一方面可对汽车冲压零件的可冲压成形性进行仿真分析,判定成形的难点和容易出现冲压质量缺陷的关键域;另一方面也可对汽车冲压零件实现毛坯展开计算;其次还可对汽车模具结构和工艺方案的确认进行有选择性和针对性的模拟分析,给汽车模具调试提供量化的分析判断数据,并识别可行的调试方案以及向方案提供具体技术参数。总之,全工序的有限元模拟可对汽车模具结构和工艺方案进行反复优化以致多次模拟,可先于现场模具调试,对汽车模具设计的可行性和可靠性进行量化的分析和有效的判断,及时优化与改进模具设计。
推进高强度钢板热成形技术,积极发展热冲压高端汽车模具
鉴于汽车的轻量化以及安全性、抗冲击性能的持续高要求,对于高强度汽车机构钢板零件的需求日益明显。高强度汽车结构钢板随着强度的提高,其冲压成形性能降低,尤其是当强度超过1000MPa时,特别是一些形状复杂的零件,常规的冷冲压工艺几乎无法成形。超高强度汽车钢板在室温下一方面由于强度高,其塑性变形范围很窄,所需的冲压力大,冲压时容易开裂;另一方面,其冲压成形后零件的回弹增加,导致零件尺寸和形状稳定性变差。为此,发展高端汽车模具制造技术,务必要去解决高强度钢板零件的冲压热成形。
汽车零件热冲压成形技术是一项专门用于成形高强度钢板冲压件的新技术,可以成形强度高达1500MPa的冲压件,且在高温下成形几乎没有回弹,具有成形精度高、成形性能好等优点。目前,欧洲、美国、日本等各大汽车生产厂商已成功地将高强度钢板热成形技术广泛应用于汽车构件的生产中,有效地提高了市场竞争力。其非常适合车门防撞杆,保险杠加强梁,A、B、C柱及门框加强梁等汽车零件的技术革新。
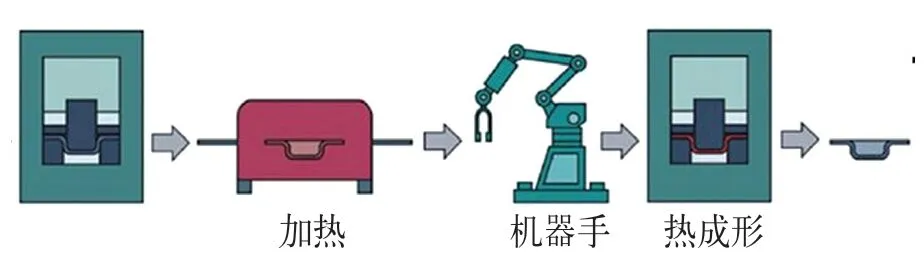
高强度板热成形工艺流程
汽车零件热冲压成形技术核心包括连续加热炉的均匀性以及气体保护措施,板料在设定的冷却速率下均匀冷却成形的带冷却系统的模具技术及有效的温控系统等。冷却系统的设计既要满足快速冷却零件,以保证零件的强度;还要通过该冷却系统迅速带走每次热冲压后模具残留热量,以确保每次冲压前模具初始条件相同,从而稳定冲压质量及产品质量。另外,发展高强度钢板热成形CAE技术,也是发展高端汽车模具制造所必须的。
研究开发多工位级进模,提升汽车零件自动化冲压生产
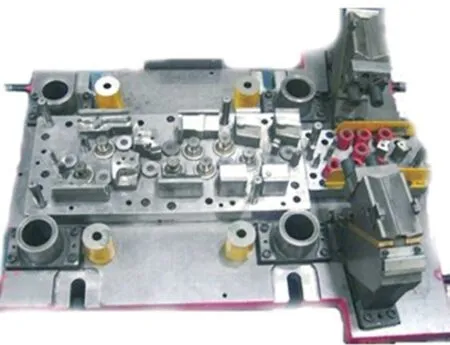
级进模
为了生产效率的不断提高,更加提升自动化水平,同时为了满足零件冲压工艺及经济性的需求,汽车中小零件往往都积极开发多工位级进模。多工位级进模可以完成零件多道冲压工序,包括冲裁、弯曲、拉深和成形等,具有局部分离与连续成形结合。其模具务必具有高精度的导向和准确的定距系统,同时配备有自动送料、自动出件、安全检测等装置,但模具结构复杂,镶块很多,模具制造精度要求很高,制造和装调难度很大,是技术密集型汽车模具的重要代表,是高端汽车模具的一个重要课题。
猜你喜欢
牡丹(2022年21期)2022-12-09 09:28:02
中国设备工程(2021年1期)2021-04-03 13:03:36
河北书画研究(2020年1期)2021-01-18 03:07:06
大众汽车(2020年2期)2020-08-13 08:22:56
文苑(2019年24期)2020-01-06 12:06:50
云南教育·中学教师(2019年12期)2019-08-13 07:28:26
山东冶金(2019年2期)2019-05-11 09:12:22
棋艺(2016年6期)2016-11-14 05:14:06
上海金属(2015年3期)2015-11-29 01:10:09
装备环境工程(2015年4期)2015-02-28 01:20:12
