
外径千分尺式内径测量卡的设计及使用
2013-06-18 06:35安徽皖南电机股份有限公司242500王长兵赵时生
金属加工(冷加工) 2013年17期
安徽皖南电机股份有限公司(242500)王 钧 王长兵 赵时生
在生产中,当在卧式车床上用心轴类工装车削加工圆形工件时,工件的内止口测量由于心轴处在工件中心,不能用游标卡尺直接进行测量,用普通的卡钳进行测量,由于操作人员操作手法、卡钳松紧等原因,尺寸测量操作不方便,数据测量不准确。工件加工尺寸经常出现偏差,合格率低。需要重新装夹进行返工,加工效率非常低。
1.设计思路
为提高尺寸测量的准确性和操作时的可靠、方便性,提高工件的加工合格率及加工效率。我们考虑借鉴外径千分尺和普通卡钳的结构,假如将外径千分尺直线测量杆弯折90°,作为测量爪,将两种结构结合起来,设计一种类似于外径千分尺结构的内径测量卡,用于该类工件加工时的测量。
2.检具结构
检具的结构见附图。检具结构类似于外径千分尺,空出中间位置,在使用时避免中间心轴的干涉。两个测量杆侧面上装有测量用的销,且一端固定一端可通过调节螺母进行调节,方便进行内孔的测量。
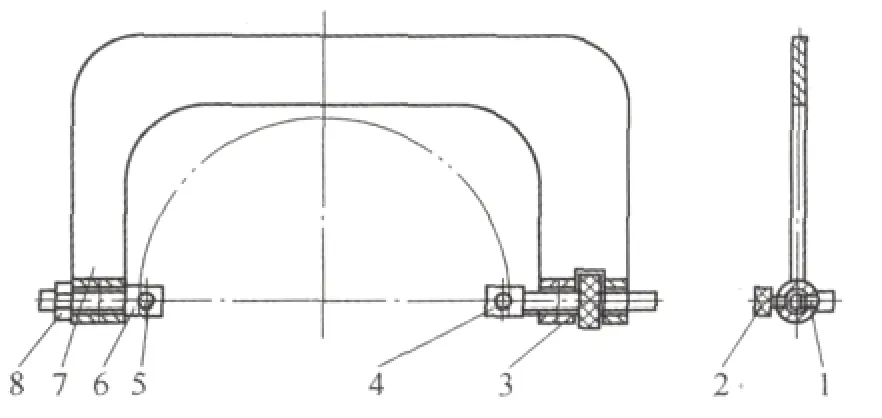
检具结构图
检具在测量时,将测量杆上的销与工件止口配合,调节调节螺母,找到工件止口的最大尺寸和销与止口的配合松紧程度,调整好后,锁紧锁紧螺母。取出量卡,根据尺寸测量的精度,选用游标卡尺或外径千分尺测量两测量杆销之间的尺寸,这样就可以得到工件止口的加工尺寸。检具的操作与卡钳的操作相似,但比卡钳多了微调装置和锁紧装置,比卡钳操作更简单方便,尺寸控制准确。在操作与搬运过程中要注意轻拿轻放,防止检具磕碰变形。
3.使用效果
本检具经制造后实际使用,效果良好,使用方便,尺寸控制准确,工件合格率得到大幅提高。减少了工件的返工,提高了加工效率。
此检具将外径千分尺、卡钳的优点结合在一起,很好地解决了卧车上用心轴类工装加工时的内止口测量。经过试用后,我们又对检具进行了改进,在活动测量杆的一端加上百分表固定装置,装上百分表,利用标准工件进行调校后,可直接在百分表上读出止口的尺寸误差,更加方便好用,检测效率进一步提高。
本检具使用方便可靠,制造成本低,适用于卧车上用心轴类工装加工时的内止口尺寸检测。
猜你喜欢
东北大学学报(自然科学版)(2022年10期)2022-11-08
汽车实用技术(2022年15期)2022-08-19
中国重型装备(2021年1期)2021-01-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年10期)2018-10-13
科技与创新(2018年19期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
中国重型装备(2018年3期)2018-07-27
制造技术与机床(2017年9期)2017-11-27
汽车之友(2016年10期)2016-05-16
