
加长刀杆的应用
2013-06-18 06:35汉川机床集团公司陕西723003孙安治姚桂芳
金属加工(冷加工) 2013年17期
汉川机床集团公司(陕西 723003)孙安治 姚桂芳 代 毅
1.问题的提出
我公司刨台式镗铣床HPBC1320,在试制过程中遇到了不少难题,其中主轴箱拨叉孔的加工是一个难点。主轴箱左右总长1.42m,前主孔在一伸出的圆柱内。主轴箱内有两道筋板,这样连同左右端面共有四道墙,即有四排孔。参看图1,安装齿轮拨叉的三组孔系就在这四道墙上。由于每个孔直径小、距离远,加工时不易保证同轴度φ0.015mm以及和主孔平行度φ0.015mm的要求。

2.问题分析
从后主孔面向前主孔面算(从右向左),有一孔系是φ60H7-φ50-φ40H7-φ40H7,总长1132mm。最右边的第一排孔直接镗出,第二排也可直接镗出,最左边的孔(第四排孔)找正后调头镗。不易保证精度和形位公差的是第三排φ40H7孔。用镗刀杆加上长锥套管可以从右面镗到这个孔,但悬臂太长、镗杆太细,镗出来的孔同轴度很差,表面粗糙度值大;从左面镗时,因有伸出前主孔的阻挡,刀杆悬臂也很长,镗出来的孔也很差。显然都不合要求,我们用一件废料做过试验,证明了这一点。
如用浮动镗杆加两端支承来镗(此前先调头镗出左端面φ40H7孔),则浮动镗杆的直径最大能设计到φ35mm,长却有1.4m多,这种镗杆不符合工装标准,很易弯曲,无法使用。这样做浮动镗杆的想法也被否定了。
3.解决方案
以上三种方法都不行,那只能从右向左逐级来镗孔了。右面第一排孔是φ60H7,能通过较粗的镗刀杆,而第二排是φ50mm,大的镗刀杆不能通过。经与设计协商,将第二排φ50mm的过孔变成了φ60H6工艺孔,为以后的工装设计打下了基础。
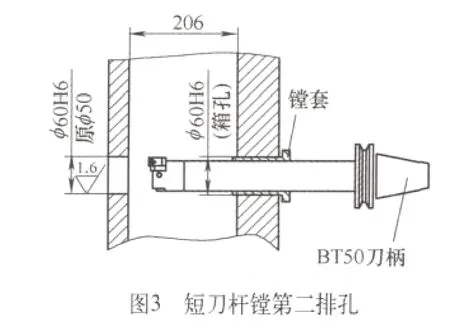
如何才能从右面逐级向左镗孔并保证精度要求?只有在镗过的孔上架镗套支撑镗刀杆了,因为镗过的孔同轴度是合格的。这样悬臂缩短了镗刀杆也能伸缩自如。我们先将第一排的φ60H7孔镗成φ60H6,配一件外圆φ60j 5内孔φ48H6的镗套(见图2);做了一件专用短刀杆来镗第二排孔。
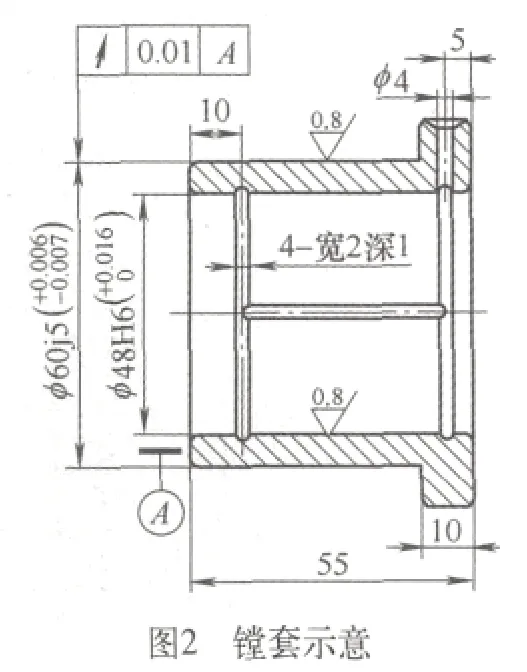
镗套内孔开有油槽,可用油枪注油。内孔和φ48g5镗杆间隙在+0.036~+0.009mm;外圆和主轴箱孔过渡配合,有+0.023mm间隙或-0.006mm过盈。这样镗套外圆和箱体内孔的配合稍显紧一些,以保证镗杆转动灵活而镗套不旋转。
如图3所示,第二排孔就镗成了。第三排孔也用同样的办法,在第一排第二排的φ60H6(原φ60H7)孔上均架镗套,用长镗刀杆通过镗套的支撑来镗第三排孔。长镗刀杆的外圆是φ48g5,架在内孔φ48H6的镗套上,参看图4。顺利镗出了第三排φ40H7孔,经检验同轴度、平行度和尺寸都在公差以内。

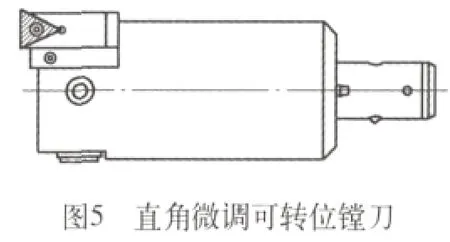
镗刀杆的刀头采用直角微调可转位镗刀模块,已经系列化。和刀杆联接简便可靠,参看图5。
4.结语
采用这种方法后,所镗四排孔都达到要求的同轴度、平行度和尺寸精度,解决了长距离小孔精镗的问题。这种镗孔方法,后来推广到类似结构的其他产品主轴箱上,使这些拨叉孔都能镗到图样要求的精度等级。
猜你喜欢
设备管理与维修(2021年18期)2021-01-29
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
精密制造与自动化(2018年1期)2018-04-12
中国科技纵横(2017年7期)2017-05-16
现代制造技术与装备(2016年11期)2016-04-07
河南科技(2015年4期)2015-08-28
