
某船艉轴系失中故障诊断与修理
2013-05-23 04:16:28林在映
中国修船 2013年2期
林在映
(中国船级社福州分社,福建 福州 350008)
0 前言
水润滑型式的船舶艉轴承由于结构简单、成本低廉,被广泛应用于中、小型船舶上,但由于艉轴轴承受力极其复杂,除了艉轴及桨叶的重力影响外,还有螺旋桨不平衡重量引起的惯性力以及船体变形产生的附加应力等等,经常出现艉轴与艉轴承咬死、局部非正常磨损及由轴系振动引发的故障。本文结合某轮水润滑的轴系失中后,在主机及齿轮箱位置不动情况下,通过轴系校中、艉管镗孔修理的案例,对该轮轴系振动产生的原因及轴系对中修理展开分析,为后续船舶轴系修理提供借鉴。
1 事故回顾与原因分析
1.1 事故经过
某船为一艘干货船,无限航区,短轴系,艉轴采取的是水润滑。该船从日本装货驶往福建航行途中,船员发现船体突然抖动剧烈,主机负荷异常,船长马上采取主机降速航行。据船长介绍,当时怀疑是桨叶缠进绳索或者渔网之类的东西,船员采取反复的正倒车,希望能把缠进物脱离桨叶区域。但是后来发现只要主机转速一加到全速,主机负荷就出现异常,主机烟囱冒黑烟严重,且轴系振动比较厉害。船上还发现当离合器脱排时,即使主机以额定转速运转,主机的各个参数均正常,但是当离合器合排后,又出现轴系振动厉害,主机负荷异常的情况,最后主机低速航行至国内修船厂进行勘查修理。
1.2 原因分析
该轮的主推进轴系由主机、齿轮箱、中间轴、艉轴及螺旋桨组成。进厂系泊后,维修人员首先测量了主机的曲臂差,发现各缸的曲臂差值均在正常范围内,随后拆除艉轴中间轴法兰的联接螺栓,依据直尺/塞尺法测取艉轴与中间轴法兰间的偏移和开口值,具体数据如表1。[1]
根据CB/T 3420-1992轴系各法兰校中安装的偏差要求,短轴系推力轴后各法兰的偏移和曲折值分别不大于0.25mm和0.25mm/m。按照上述测量所得的数据,轴系的中心线明显超出正常值的范围,决定船舶进坞抽轴,对轴系进行整体检查及维修。[2]

表1 中间轴与齿轮箱法兰间的偏移值和开口值 mm
船舶进坞后,对船体外观进行仔细查看,未发现有明显的刮擦痕迹与变形,桨叶、舵叶完好无损,无明显变形情况。查看艉压载舱内部结构,发现舱室内结构无异常变化。抽出艉轴后对艉轴进行尺寸测量,发现艉轴的圆度及圆柱度均超出标准范围,从外观检查发现,在轴承工作位置的艉轴的铜套上有产生局部偏磨现象,在车间对艉轴进行外圆跳动量检查,发现外圆跳动量也超出许可范围。由此明确判断该轮是由于轴系中心线失中、艉轴跳动量超差导致推进轴系产生振动。[3]而轴系中心线失中可能会产生以下危害:①艉管后轴承下部会产生局部超负荷,导致轴系在运转时轴颈直接与轴承产生摩擦;②可能会使艉管前轴承与轴颈接触减少,或者出现负负荷,从而造成艉管前轴承上部产生局部接触,加速轴颈工作面与轴承的磨损,破坏艉轴前密封;③加剧轴系振动,严重的则会导致主机主轴承和齿轮箱轴承磨损,从而直接影响船舶的航行安全。
2 修理方案制定与实施
2.1 修理方案制定
通过勘查,发现艉轴承前端上部及后端下部均产生局部磨损。该轮属于短轴系,根据《钢制海船入级规范》和CB/T 3417-1992《船舶艉轴、中间轴、推力轴及联轴器修理技术要求》,最终确定本次对轴系进行艉轴光车修理与艉轴轴线激光找中与镗孔,同时需注意艉轴光车修理与艉轴轴线激光找中及镗孔工艺的合理性;修理前应对艉轴及桨叶进行无损探伤,确认无缺陷存在。针对本次轴系修理主机及齿轮箱的位置不动,船厂在整个修理过程中应确保修理过程的准确性,并应实时检查、确认。该轮2004年建造,轴系较中采取的是合理较中的方法。
2.2 艉轴光车修理
艉轴工作轴颈不均匀磨损后出现的圆度、圆柱度超差和工作轴颈上的划痕、微裂、腐蚀斑点等可以用光车的办法来消除,工作轴颈的圆度和圆柱度的允许偏差值,应符合CB/T 3417-1992《船舶艉轴、中间轴、推力轴及联轴器修理技术要求》规定的要求。[4]
在光车艉轴时允许在工作轴颈部分残留磨痕,磨痕深度一般要求在0.20~0.40mm,面积不大于0.25 d2(d为轴径)。由于该轮艉轴铜套磨损不是很严重,为延长铜套使用寿命,根据艉轴尺寸测量的结果,在进行艉轴光车修理时车削掉铜套0.20mm的厚度,这样既能满足艉轴工作轴颈的圆度和圆柱度要求,又能使光车修理后铜套厚度≥0.02 d+5mm(d为轴径)。对于艉轴非工作轴颈的处理,可以采取适当的车削,使艉轴外圆跳动量也满足要求。
2.3 轴系照光、镗孔修理
轴系校中和检验时,应避免在强阳光直接照晒,尽量在夜间或阴雨天进行。通常情况下新造船轴系校中采取合理校中法,通过轴系找正使实际测量的偏移、开口值在计算允许的范围内,校中时以艉轴前法兰为基准,自尾向首逐段的调节中间轴、推力轴、主机或减速齿轮箱的位置,使每对连接法兰上的偏移和开口值符合计算书规定。[5]而本次修理主机与齿轮箱位置不动,故本次校中将采取以减速齿轮箱轴承的位置为基准,向后调节中间轴与艉轴的位置。但是当艉管镗孔后艉轴及中间轴的位置就已经定位,因此对于轴线激光找中与镗孔工艺文件的确认以及施工过程的控制就显得尤为重要,在实际操作每一过程中都需要将误差控制在最小。下面简要描述激光找中镗孔修理的注意要点。
1)根据轴系较中计算书的要求,在中间轴设置临时支撑,将激光经纬仪固定在中间轴输出端法兰的端面,并调整好经纬仪的位置,旋转一周以确定出轴系中心线 (假定该轴系中心线与原先在船舶建造时轴舵系中心线是重合的),保证激光经纬仪的激光直线与主机和齿轮箱轴线相重合,以舵杆上舵承孔和下舵承孔中心为基点拉线,校核轴系中心线与舵杆中心线的距离,其偏移量应在允许值范围内,如图1所示。以调整好的激光经纬仪中心为基准,逐个调整艉轴管前后端面处得光靶中心,使光靶十字线与光点重合,偏差应不大于0.5mm。以光靶十字线为中心,在艉管端面划出切削圆和检验圆。
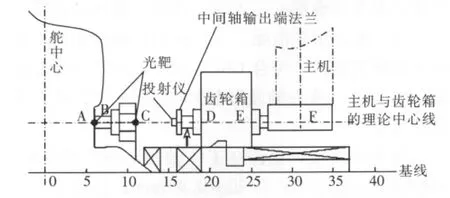
图1 轴系照光示意图
2)需要注意用激光经纬仪确定的轴系中心线是以艉轴管内孔中心线 (也即艉轴承的外径中心线)为准,而艉轴承与艉轴的配合是有间隙的(设为δ),要使得艉轴装进去后保证艉轴中心线与轴系理论中心线重合,艉轴管镗削时需要使艉轴管内孔中心线向上提高δ/2,如图2所示。

图2 艉轴静态位置图
δ值应根据轴承厂家提供产品属性来确定,保证准确无误,否则后期会导致齿轮箱与艉轴的中心线校中值超差。在换新艉轴承过程中,特别是在制定艉轴承内径公差时,应充分考虑其基本运行间隙、热膨胀、水膨胀和外径过盈4个方面的影响,从而确定配合间隙值δ。
(1)基本运行间隙 (设为δa):间隙过大,造成轴系振动;间隙过小则容易造成润滑不良,甚至产生摩擦导致轴承发热、烧焦,其值一般为0.0025d+0.3mm(d 为轴径)。
(2)热膨胀量 (设为δb):艉轴承运行时与产品制作时存在一定的温差,这种温差会使轴承材料产生微量膨胀,从而造成轴承内径微量减小,其值一般取0.05 ~0.15mm。
(3)水膨胀量 (设为δc):赛龙轴承长期在水下运行,会吸收一些水分,从而导致轴承材料产生微量膨胀,造成轴承内径微量减小,其值一般取为0.15 ~0.40mm。
(4)内孔安装收缩量 (设为δd):轴承安装时一般采取过盈安装,安装后内径的收缩量基本与过盈量相同,其值一般取为0.60~1.50mm。
根据CB/T 3420-1992《船舶轴系修理装配技术要求》,艉轴承安装加工间隙值=δa+δb+δc+δd,因此本次轴系修理通过计算并结合艉轴承的产品特性,最终确定艉轴承配合间隙值δ取2.2mm。
3)确定了轴系中心线后,开始镗孔。由于艉轴管镗孔加工时圆度和圆柱度会产生误差,这就导致了当轴系在运转过程中会产生轴系中心线与轴承中心线的相对位置不断变化,使得艉轴承上的负荷在轴系运转中产生周期性的变化,造成艉轴在旋转过程中对艉轴承产生周期性冲击,导致整个轴系产生振动。
为了减少艉管镗孔时的圆柱度和圆度的误差值,镗孔应尽量安排在夜间或阴雨天进行,以减少船体受热变形对艉管镗孔的轴心线产生的影响,同时镗孔前应复核镗排的中心线,确认镗孔的轴系中心线符合要求。镗孔时镗刀应一次镗出,不允许中间过程接刀。镗削过程中由于刀具的磨损会造成孔径呈锥度,根据螺旋桨轴轴承顺锥度压入才能有足够的紧固力的要求,精镗的进刀方向应与艉轴轴承压入方向一致。镗孔后还应复照光检查镗孔中心,要求孔的中心线与轴系理论中心线的偏差应小于0.15mm/m,精加工的镗孔中心与端面检验圆同轴度公差应不超过D0.05mm,精加工后艉轴管内孔的圆度和圆柱度的公差等级不低于0.027mm。
4)艉管镗孔后,根据测量所得的艉管内径、艉轴外径尺寸及所需的艉轴间隙值δ,轴承厂家重新加工艉轴承。依次装复新的艉轴承及装复艉轴、螺旋桨和舵系,然后坞内放水使船处于漂浮状态。待艉轴承充分浸水后,再次测量艉轴与中间轴2个法兰间的开口和偏移值,发现测量值均能满足CB/T 3420-1992《船舶轴系修理装配技术的偏差要求》(具体数据如表2)。
轴系各法兰连接后,用顶升法测取艉轴前轴承及齿轮箱后轴承的轴承负荷,满足轴系校中计算书要求,测量主机冷态臂距差,满足主机说明书的要求,对主机进行试航验证,主机及轴系运行平稳无振动,状况良好。[2,6]
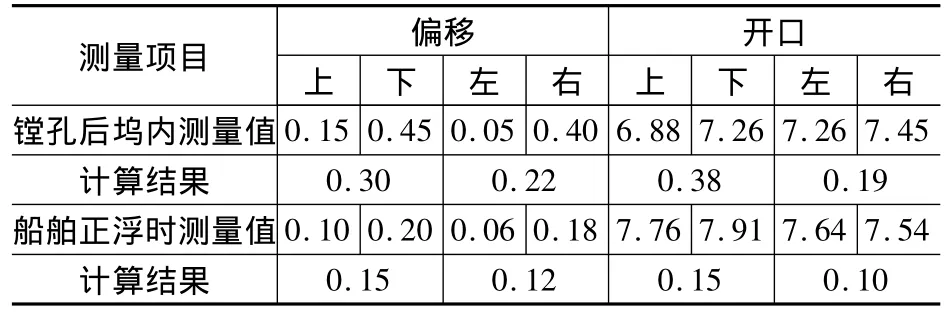
表2 轴系各法兰偏差要求 mm
3 结束语
目前,随着赛龙橡胶轴承制作工艺及材料的日臻完善,因其化学性能稳定,抗老化性强,对轴的磨损小,对泥沙适应性好,管理方便等原因,被广泛应用于中、小型船舶的艉轴承。但是赛龙橡胶轴承也有自身的缺陷,主要是干运转性能差,在转速较低、频繁启动的情况下,容易发生磨损和烧焦等现象。水润滑的船舶艉轴轴承温度一般不超过65℃,否则会烧坏轴承。水润滑轴承的磨损主要分为粘附磨损和磨粒磨损两类,其中粘附磨损是由于轴与轴承间过大的接触压力或轴系低转速运转造成的,而磨粒磨损是指颗粒夹在轴与轴承间所产生的磨损。为了避免水润滑艉轴承的磨损,同时为了使船舶主推进轴系在运行中能获得理想的工作状态,使用中船上人员应加强管理,主要措施有:定期检查轴系各部分的工作状况,发现异常及时解决;定期检查艉轴承海水冷却系统,保证艉轴承充足的冷却水量,当船舶航行在泥沙浑浊的航区时,应转用高位海底门,同时加强轴系的检查;如发现桨叶前端区域缠上渔网、绳子等杂物时应及时清除;主机机动航行时应缓慢变换负荷,负荷不能急剧变化,航行中避免长时间超负荷运转;定期抽轴检查轴承的磨损情况,如磨损严重应及时更换轴承;注意观察桨叶的完整性及不平衡情况,尽早消除桨叶不平衡重量对轴系的影响。
[1]《轮机工程手册》编委会.轮机工程手册 [M].北京:人民交通出版社,1992.
[2]CB/T 3420-1992.船舶轴系修理装配技术要求 [S].
[3]CB/T 3416-1992.船舶轴系修理勘验技术要求 [S].
[4]CB/T 3417-1992.船舶艉轴、中间轴、推力轴及联轴器修理技术要求[S].
[5]中国船级社上海规范所.钢制海船入级规范 [M].北京:人民交通出版社,2009.
[6]CB/Z 338-1984.船舶推进轴系校中 [S].
猜你喜欢
汽车工艺师(2023年11期)2023-11-27 02:05:22
设备管理与维修(2021年18期)2021-01-29 02:09:20
汽车实用技术(2018年20期)2018-10-26 08:19:30
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
北京汽车(2017年4期)2017-10-13 05:26:23
中国科技纵横(2017年7期)2017-05-16 14:55:22
电镀与环保(2017年1期)2017-02-27 08:02:24
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
河南科技(2015年4期)2015-08-28 01:40:00
