
无缝钢管淬火机组的合理选型
2013-05-16 06:08王建立
天津冶金 2013年2期
王建立
(天津钢管制造有限公司,天津 300301)
无缝钢管淬火机组的合理选型
王建立
(天津钢管制造有限公司,天津 300301)
介绍了国内外常见的无缝钢管淬火机组的类型,描述了各种类型无缝钢管淬火机组的设备组成、结构特点和工作原理,分析了各种类型淬火机组的优缺点和适用范围。提出了合理选型的建议:“入槽+内喷淬火机组”和“入槽+旋转+内喷淬火机组”技术落后,不宜选用;“旋转+入槽+内喷淬火机组”适用于大直径、大壁厚的钢管;“外淋+内喷淬火机组”适用于中小直径、中薄壁的钢管;“隧道式淬火机组”适用于小直径、薄壁的钢管及高合金钢管。
无缝钢管;淬火;机组;选型
1 引言
大型无缝钢管厂的主要产品一般都以油田行业、石化行业、锅炉行业用管为主,这些钢管不仅要求较高的强度,同时要求具有良好的冲击性能,随着各行业的技术进步和产品结构的调整,对钢管的整体性能要求也在不断提高,热处理是获得这些综合性能的重要途径,一般要求调质处理。其工艺过程为:加热(淬火炉)—淬火(淬火机组)--回火(回火炉)。淬火机组是热处理过程的一台重要设备,它直接关系到产品的质量。现对国内外常见的无缝钢管淬火机组的设备组成、结构特点、工作原理和应用现状进行介绍,进而论述分析每种机组的特性和优缺点,最后提出合理选型的建议。
2 常见淬火机组介绍
2.1 入槽+内喷淬火机组
槽内淬火机组是一种最原始的淬火机组,其结构和原理如图1所示。
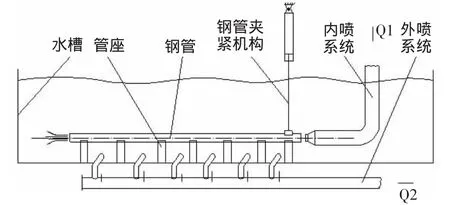
图1 入槽+内喷淬火机组原理图
2.1.1 工艺过程
初始状态为钢管夹紧机构3是升起状态,处于高位,准备接料。前道工序(淬火炉)加热到淬火温度的钢管6由拨料装置送入装满水的水槽1中的管座2上—钢管夹紧机构3将钢管6靠近内喷系统4的一端夹紧—内喷系统4向钢管6内喷水—喷水结束夹紧机构3抬起,释放钢管6—拨料机构将钢管6移出水槽1。至此,一个工作循环完成。在此期间,外喷系统5一直向水槽1内送水。
2.1.2 设备及工艺特点
(1)设备简单,投资省,维护费用低。
(2)适用于Φ100mm以上的钢管淬火。
(3)生产节奏快,产量高。
(4)淬火后钢管弯曲严重,影响后续的处理和加工,并影响最终产品的质量。
2.2 入槽+旋转+内喷淬火机组
入槽+旋转+内喷淬火机组是入槽+内喷淬火机组的改进型,目的是改善钢管的淬火弯曲问题。其结构和原理如图2所示。

图2 入槽+旋转+内喷淬火机组原理图
2.2.1 工艺过程
初始状态为钢管夹紧机构3是升起状态,处于高位,准备接料。前道工序(淬火炉)加热到淬火温度的钢管6由拨料装置送入装满水的水槽1中的处于旋转状态的主动旋转托辊2上——钢管压辊3下降,并迅速将钢管6压住,此时钢管6已处于旋转状态——内喷系统4向钢管6内喷水——喷水结束后,钢管压辊3抬起,释放钢管6——拨料机构将钢管6移出水槽1。至此,一个工作循环完成。在此期间,外喷系统5一直向水槽1内送水。
2.2.2 设备及工艺特点
(1)主动旋转托辊2工作条件恶劣,维修量大。
(2)适用于Φ100mm以上的钢管淬火。
(3)工艺过程可视性差,工作不稳定。钢管落入水中的过程中已经发生弯曲,旋转困难。成功案例少。
(4)淬火后钢管弯曲严重,影响后续的处理和加工,并影响最终产品的质量。
2.3 旋转+入槽+内喷淬火机组
旋转+入槽+内喷淬火机组是先将热态钢管旋转起来,再冷却淬火机组,其结构和原理见图3。
2.3.1 工艺过程
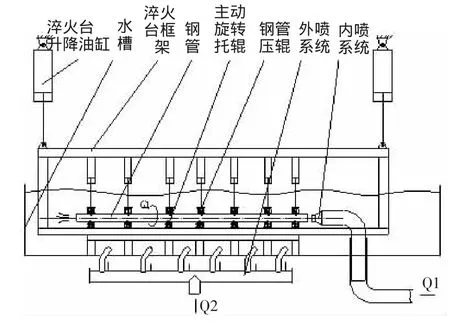
图3 旋转+入槽+内喷淬火机组原理图
初始状态为淬火台升降油缸3下腔给油,淬火台框架2处于高位,位于水面之上。同时,淬火台框架2上的钢管压辊5也处于高位,主动旋转托辊4静止,准备接料。前道工序(淬火炉)加热到淬火温度的钢管8由拨料装置送到淬火台框架2上的主动旋转托辊4上——钢管压辊5下降,压住钢管——主动旋转托辊4启动,带动钢管8旋转—淬火台提升油缸3上腔给油,淬火台框架2连同旋转的钢管8落入装满水的水槽1中——内喷系统4向钢管8内喷水—喷水结束后,淬火台提升油缸3下腔给油,将钢管8提升到水槽1的液面之上——钢管压辊3抬起,释放钢管8——拨料机构将钢管8送到下一个工位。至此,一个工作循环完成。在此期间,外喷系统7一直向水槽1内送水。
2.3.2 设备及工艺特点
(1)设备复杂,吨位重,投资费用高,维护费用也高。
(2)适用于Φ100mm以上的钢管淬火。特别适用于大直径、中厚壁钢管淬火。
(3)工艺稳定性好,淬火后钢管直度好,质量高。
(4)生产节奏较慢。
2.4 外淋+内喷淬火机组
外淋+内喷淬火机组也一种先将热态钢管旋转旋转起来再淬火的淬火机组,其结构和原理如图4所示。
2.4.1 工艺过程
初始状态为钢管压辊3处于抬起位置,主动旋转托辊2静止,准备接料。前道工序(淬火炉)加热到淬火温度的钢管6由拨料装置送到主动旋转托辊2上——钢管压辊3下降,压住钢管6——主动旋转托辊4启动,带动钢管6旋转—外淋系统4向钢管外壁淋水。同时,内喷系统5向钢管6内喷水——钢管冷却结束后,停止外淋和内喷—钢管压辊3抬起,释放钢管6——拨料机构将钢管6移到下一个工位。至此,一个工作循环完成。
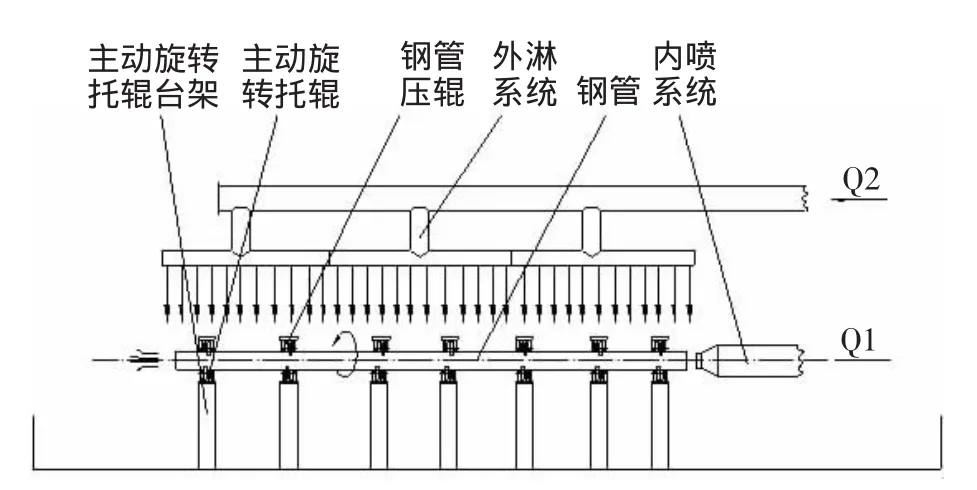
图4 外林+内喷淬火机组原理图
2.4.2 设备及工艺特点
(1)设备较复杂,维修量大。
(2)适用于中小口径钢管。一般推荐Φ80~339 mm。
(3)淬火后钢管直度好,有利于后续工序的处理和加工。
(4)生产节奏适中。由于淬火等待时间偏长,对于热容量相对较小的薄壁小外径钢管,有时会影响钢管的淬火质量,应注意生产节奏调整。
(5)冷却水耗量大,能耗也大。特别是钢管内径超过Φ300mm时,内喷要充满钢管内部,所需的水量会非常大。
2.5 隧道式淬火机组
隧道式淬火机组是一种钢管只有外冷却,没有内冷却的淬火机组,其结构和原理如图5所示。

图5 隧道式淬火机组原理图
2.5.1 工艺过程
初始状态为给水系统4启动,淬火隧道内喷射环组2上的喷嘴3都处于正常喷射状态。前道工序(淬火炉)加热到淬火温度的钢管5由运输辊道组1驱动旋转前进,以设定的速度通过淬火隧道,即完成了淬火过程。
2.5.2 设备及工艺特点
(1)设备简单,投资省,维护费用低。
(2)适用于中小口径的薄壁钢管。
(3)生产节奏最快,产量最高。钢管从淬火炉出炉到淬火仅需5s左右。
(4)淬火后钢管直度好,有利于后续工序的处理和加工。
(5)冷却水环的流量可以分组调整,控制冷却速度,为高合金钢管的淬火创造了工艺条件。
(6)较高的压力可迅速击破淬火时钢管表面产生的蒸汽膜,钢管整体冷却均匀,组织转变一致性好。
(7)冷却水量最小,能耗也最小。
3 淬火机组的特性比较及选型推荐
3.1 淬火机组的特性比较
淬火机组的特性比较如表1所示。
3.2 淬火机组的合理选型推荐
“入槽+内喷淬火机组”和“入槽+旋转+内喷淬火机组”由于淬火后钢管弯曲严重,严重影响后续处理和加工,导致最终产品成材率底、质量差,已成为淘汰机型,不宜选用。
“旋转+入槽+内喷淬火机组”淬火后钢管直度好,质量高。适用于100mm的各种壁厚钢管淬火。由于生产节奏慢,生产小直径、薄壁钢管会损失产量。且由于淬火等待时间长,对于热容量相对较小的薄壁小外径钢管,有时会影响钢管的淬火质量,应注意生产节奏调整。对于大直径、大壁厚的钢管淬火该类型机组具有非常大优势。
“外淋+内喷淬火机组”淬火后钢管直度好,质量高。适用于中小直径的中薄壁钢管,一般推荐Φ80~3 50mm钢管。由于该机型冷却强度稍差,对于长度超过1 3m,壁厚偏厚,淬透性稍差的钢管,其两端的金相组织和性能可能差异偏大。且由于淬火等待时间偏长,对于热容量相对较小的薄壁小外径钢管,有时会影响钢管的淬火质量,应注意生产节奏调整。
“隧道式淬火机组”生产节奏快,产量高。而且,淬火后钢管直度好,整根钢管性能一致性也非常好。由于钢管只有外部冷却,冷却强度较低,故只适用于小直径薄壁钢管,一般推荐钢管Φ1 80mm以下。由于冷却强度调整方便,调整范围宽,淬火高合金钢管有明显的优势。
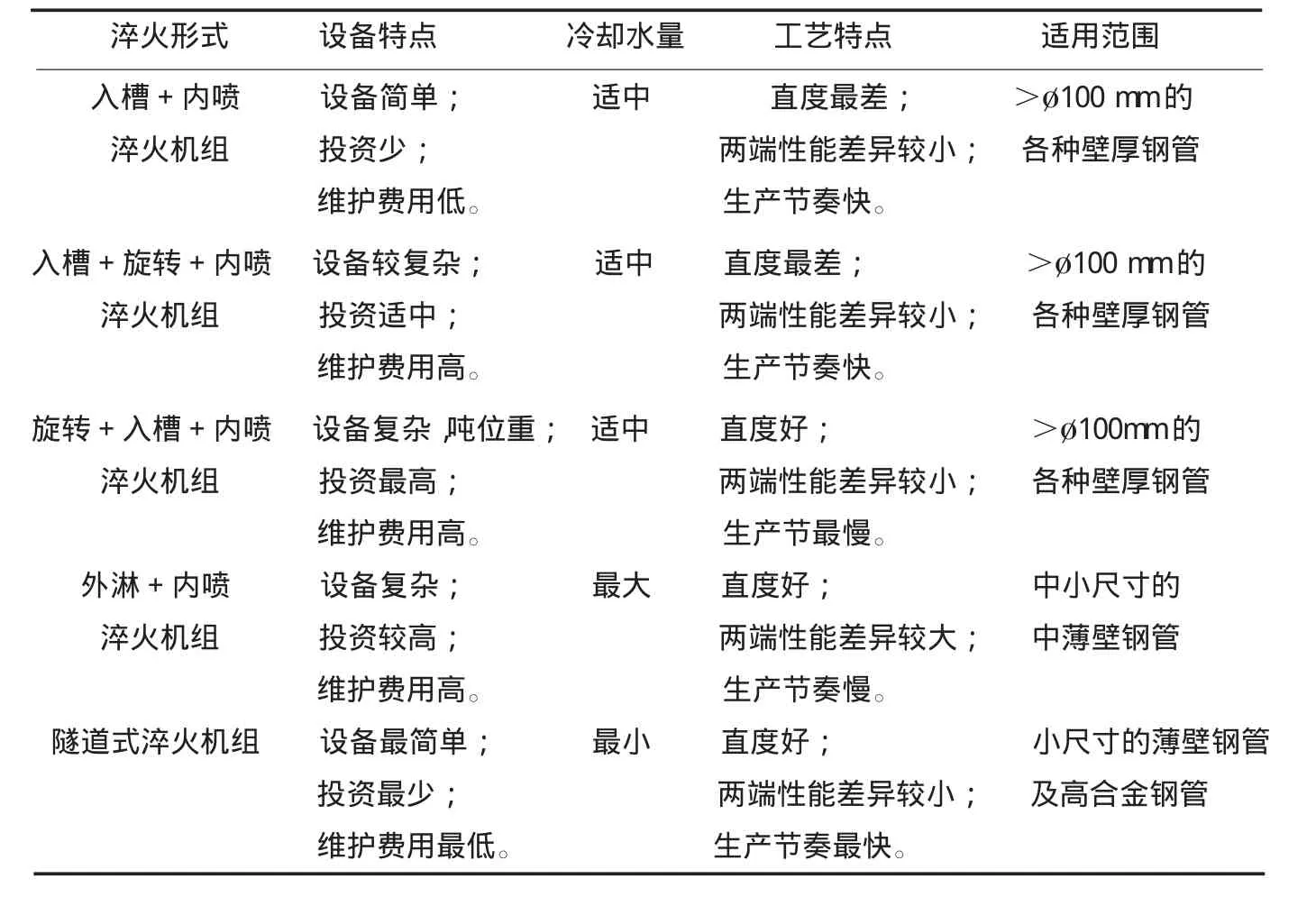
表1 淬火机组的特性比较
[1]史美堂.金属材料及热处理[M].上海:上海科学技术出版社,1980(7):131-140.
[2]十二院(校)编写组.热处理设备机械设计[M].北京:人民教育出版社,1978:428-434.
[3](日)大和久重雄.淬透性(检测方法和应用)[M].赵之昌,才鸿年,译.北京:新时代出版社,1984:45-52.
[4]樊东黎.强烈淬火—种新的强化钢的热处理方法 [J].热处理,2005(4):5-7.
Type Selection of Seamless Pipe Quenching Machine
WANG Jian-li
(Tianjin Pipe Manufacturing Company Limited,Tianjin 300301,China)
The paper introduces the common types of seamless pipe quenching machines domestic and abroad,describes their equipment constitution,structural features and working principles and analyzes their advantages,disadvantages and range of application.The author puts forward suggestions for machine selection that"positioning+inner spraying quenching machine"and"positioning+rotation+inner spraying quenching machine"processes should not be chosen and applied due to their outdated technology,"rotation+positioning+inner spraying quenching machine"process is suitable for large diameter and thick wall pipe,"outer+inner spraying quenching machine"process for medium and small diameter and medium wall pipe,and"tunnel type quenching machine"for small diameter and thin wall pipe and high alloy steel pipe.
seamless steel pipe;quench;machine;type selection
2013-01-07
2013-02-07
王建立(196 2—),男,天津人,硕士,高级工程师,主要从事冶金设备设计研究和维修管理工作,E-mail:t p c o w a n g j l@1 2 6.com。
(编辑 崔建华)
猜你喜欢
橡塑技术与装备(2022年5期)2022-05-17
发明与创新·小学生(2021年11期)2021-12-24
起重运输机械(2021年23期)2021-12-21
发明与创新(2021年43期)2021-12-15
西北工业大学学报(2021年5期)2021-11-13
中国设备工程(2020年15期)2020-07-29
铜业工程(2018年6期)2019-01-07
科技与创新(2018年23期)2018-12-18
汽车与驾驶维修(维修版)(2018年5期)2018-12-05
小天使·五年级语数英综合(2018年9期)2018-10-16
