采用粗结晶生产新国家标准硫酸铜的工业实验
2013-05-07 07:55曾晓冬
铜业工程 2013年1期
曾晓冬
(江西铜业集团公司贵溪冶炼厂,江西贵溪 335424)
1 引言
硫酸铜是一种重要的无机化工产品,主要用于有机工业合成香料和染料中间体的催化剂和阻聚剂、涂料工业生产船底防污漆的杀菌剂、农业防治多种作物病害的杀虫剂、工业制造其它铜盐等[1-4]。

图1 硫酸铜生产工艺流程
贵溪冶炼厂硫酸铜生产线主要以铜电解过程脱杂物料粗结晶和黑铜泥为原料生产硫酸铜产品,生产工艺流程见图1。黑铜泥和粗结晶化学成份见表1。

表1 黑铜泥、粗结晶典型化学成份表/%
2 新老硫酸铜国家标准对比
2009年国家对硫酸铜产品标准重新进行修订,发布了新国家标准《硫酸铜(农用)》GB437-2009替代《硫酸铜》GB437-1993。新国标要求中增加了杂质砷、铅和镉控制指标,放宽了酸度指标。新老国标指标对比见表2。

表2 GB437-2009与GB437-1993指标对比
2009年1-10月贵溪冶炼厂硫酸铜产品中砷、铅和镉成分分析见表3。
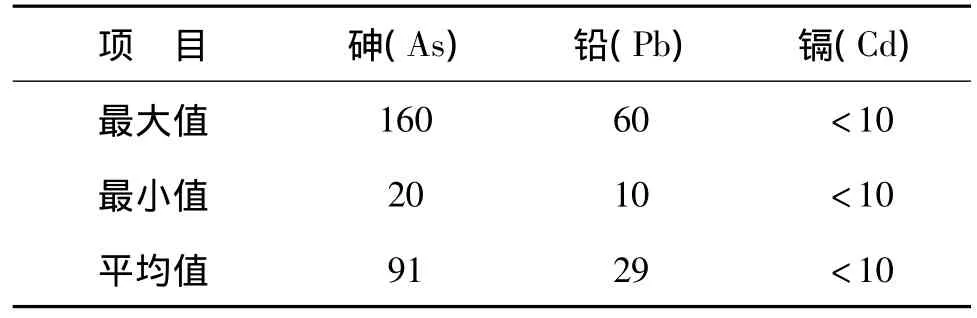
表3 硫酸铜产品砷、铅和镉成分分析/(mg/kg)
从表2和表3可知,除砷元素外,硫酸铜产品化学成份均可满足GB437-2009标准的要求。要达到硫酸铜产品新国标要求,关键是降低硫酸铜产品中杂质砷含量。
3 新国家标准农用硫酸铜生产实验
由于黑铜泥含砷高达15%以上,暂不考虑黑铜泥作为原料进入硫酸铜生产系统,单独以铜电解粗结晶生产硫酸铜。在硫酸铜生产工艺过程中,电解粗结晶带入的砷最终富集于硫酸铜结晶母液中[5-7]。通过调整结晶母液的开路量来降低系统中的砷,从而降低产品中砷含量,实验过程检测结晶母液和硫酸铜中砷的含量,确定系统中可接受砷的最高水平。
贵溪冶炼厂进行了两个阶段的新国标硫酸铜生产实验。第一阶段实验重点研究结晶母液砷含量对硫酸铜产品砷含量的变化规律,第二阶段是控制结晶母液砷含量验证硫酸铜产品砷含量是否可稳定达到国标《硫酸铜(农用)》GB437-2009的指标要求。
3.1 第一阶段实验
结晶母液砷含量控制50g/L、25g/L和15g/L,生产系统中结晶母液及硫酸铜产品中砷含量见表4所示。

表4 结晶母液及产品中砷含量变化情况(1)
从表4可见,随着生产系统结晶母液砷含量的降低,硫酸铜产品砷含量也相应下降。结晶母液砷含量控制在50g/L左右,产品砷含量在40~60mg/kg之间;结晶母液砷含量控制在25g/L左右,产品砷含量降至30mg/kg左右;结晶母液砷含量控制在15g/L左右,产品砷含量在20~30mg/kg间波动,从27~30批实验起结晶母液砷含量低于15g/L,产品砷含量在25mg/kg以下。
表5为实验期间硫酸铜产品铅、镉含量数据。从表中数据可看出产品中铅、镉含量完全可达到新国标硫酸铜铅、镉指标要求。

表5 实验期间硫酸铜中铅、镉含量分析数据/(mg/kg)
3.2 第二阶段实验
结晶母液砷含量控制在15g/L以下,验证硫酸铜产品砷含量是否保持在25mg/kg以下,实验结果见表6。

表6 结晶母液及产品中砷含量变化情况(2)
从表6数据可见,结晶母液砷含量小于15g/L,产品砷含量均小于25mg/kg,能够稳定达到国标《硫酸铜(农用)》GB437-2009的砷指标要求。
4 结论
(1)在硫酸铜生产系统单独以电解粗结晶为原料生产硫酸铜,结晶母液砷含量控制在15g/L以下,硫酸铜产品能够稳定达到国标《硫酸铜(农用)》GB437-2009标准的指标要求。
(2)随着生产系统结晶母液砷含量的降低,硫酸铜产品砷含量也相应下降。结晶母液砷含量控制在50g/L左右,产品砷含量在40~60mg/kg之间;控制在25g/L左右,产品砷含量降至30mg/kg左右;控制在15g/L以下,产品砷含量在25mg/kg以下。实验期间硫酸铜产品铅含量小于40mg/kg、镉含量小于10mg/kg。
(3)生产符合新国标要求的硫酸铜产品,每天需开路大量的结晶母液以维持系统中砷的平衡,由此带走大量的铜、硫酸,导致生产线铜直收率下降,硫酸铜加工成本上升。
(4)实验研究为今后以黑铜泥等其它原料生产高品质硫酸铜产品提供了技术支持。
[1] 张玲玲.硫酸铜生产工艺分析[J].工艺·试验,1998,12(5):34-36.
[2] 何耀.利用废铜渣生产硫酸铜及回收有价金属的研究[J].有色冶炼,1999,28(4):38 -39.
[3] 林宝启,陈玉风,肖立.空气氧化分步浸出海绵铜制备硫酸铜[J].无机盐工业,1999,31(3):12 -14.
[4] 郑作华.催化氧化法生产硫酸铜[J].菏泽师专学报,2001,23(4):29-31.
[5] 李国斌,杨明平.从含铜蚀刻废液中回收硫酸铜[J].无机盐工业,2005,37(2):41-43.
[6] 宋菊迎,肖菊梅.硫酸铜回收工艺研究[J].湖南有色金属,2007,23(3):19-22.
[7] 刘彬,孙家寿,潘海龙,等.废电解液除杂制取硫酸铜和粗镍[J].湿法冶金,2002,21(4):204-208.
猜你喜欢
上海计量测试(2021年3期)2021-07-13
党的生活(黑龙江)(2020年10期)2020-12-18
湖北农机化(2020年4期)2020-07-24
石油炼制与化工(2020年2期)2020-02-20
中国化肥信息(2020年9期)2020-01-20
渔业致富指南(2019年17期)2019-01-06
中国氯碱(2018年5期)2018-06-01
中国氯碱(2017年3期)2017-04-18
河北渔业(2014年8期)2014-08-27
中国氯碱(2014年11期)2014-02-28