FANUC 0iD主轴控制原理及在机床维修中的应用
2013-04-29 00:44:03楚雪平李鹏鹏
科技创新导报 2013年9期
楚雪平 李鹏鹏
摘 要:该文深入、详细地分析了FANUC 0iD主轴转向与转速的控制原理,阐述了FANUC 0iD的主轴转向由PMC进行控制,转速主要由CNC进行控制。并且结合实例,说明了主轴转向控制原理在数控机床主轴故障维修中的应用,为数控机床主轴故障的维修提供了一种切实、有效的方法。
关键词:FANUC 0iD 主轴转向控制 主轴转速控制 故障维修
中图分类号:TG659 文献标识码:A 文章编号:1674-098X(2013)03(c)-00-01
1 FANUC 0iD主轴控制原理
FANUC 0iD主轴转向控制原理:主轴转向控制包括转向、启动与停止,通过执行M指令或手动实现。
(1)M指令转向控制原理。以M03指令为例,分析M指令转向控制原理。数控系统读入M指令,CNC以二进制形式把“03”输入到PMC首地址为F10的代码寄存器中;然后经过M代码延时时间(由系统参数设定)后发出M指令选通信号MF,通知PMC输入的是M代码且已输入完毕,PMC进行M指令译码,识别出正转信号;PMC处理后将串行主轴正转信号SFRA输入CNC,通过CNC的串行数字主轴接口向主轴放大器发出串行主轴正转命令,若正转条件满足,则主轴开始正转;当串行数字主轴放大器检测到主轴编码器反馈的转速已经达到指定的实际转速时,通过CNC的串行数字主轴接口向PMC输入主轴速度到达信号SARA,PMC处理后向CNC输入结束信号;CNC延时后先切断MF信号,再切断FIN信号,不再向PMC输入M代码,M指令执行结束,CNC将执行下一条指令。
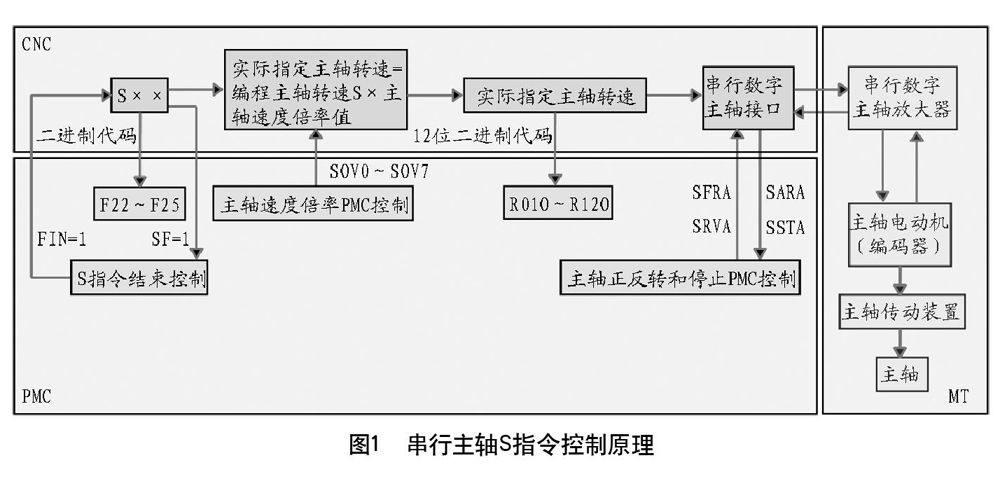
(2)FANUC 0iD主轴转速控制原理。FANUC 0iD主轴电机的控制接口备有串行输出和模拟输出,可以通过特定参数的设置进行选择。在串行主轴输出有效的情况下,CNC具有的主轴控制发挥作用,则S指令的执行主要由CNC控制来实现。而在模拟主轴输出有效的情况下,则只可以使用主轴转速指令控制和基于PMC的主轴速度指令控制。如图1所示为串行主轴S指令控制原理图。
如图1所示,第1次执行数控加工程序中的S指令时,CNC以二进制代码形式把S代码信号输出到PMC特定的代码寄存器F22~F25中,第1次之后,CNC再执行S指令将不再发出S指令选通信号SF;然后经过S代码延时时间TMF(由系统参数设定)后,发出S指令选通(读入S指令)信号SF到PMC;当PMC接收到SF信号为1时,向CNC输入结束信号FIN,CNC接收到结束信号FIN后,经过结束延时时间TFIN(由系统参数设定)先切断S指令选通信号SF,再切断结束信号FIN,S指令就执行结束,CNC将读取下一条指令继续执行。同时,CNC根据S代码后的数值和PMC输入的主轴倍率,计算出实际指定的主轴转速值;CNC将实际指定的主轴转速值以12位二进制代码形式,通过12位实际指定转速输出信号输出到PMC中;CNC将实际指定的主轴转速值通过CNC串行主轴接口向主轴放大器发出串行主轴转速命令。
由图1可知,PMC在S指令执行中的主要作用是实现S指令结束控制和倍率控制。当执行“S600;”这样的程序段时,CNC不能实现程序结束控制,若不借助PMC,CNC无法判断该指令是否执行结束。当执行“M03S600;”这样的程序段时,由于M指令的执行能向CNC输入结束信号FIN,所以S指令完全由CNC执行,不需借助于PMC。
2 利用FANUC 0iD主轴控制原理进行数控机床维修的实例
例1 某FANUC 0iD三轴加工中心,在手动连续进给方式下,按下机床面板上“正转”按钮时,主轴不转,无任何报警信息。
故障分析与维修:观察到伺服放大器的主轴状态显示接口显示为“00”,说明已经有转向信号,再进入PMC信号监控画面,观察到12位实际指定转速输出信号为“0”,所以故障的原因是没有输入转速信号。主轴S代码信号在接着指令S代码之前能被保存下来,又由于手动操作时不能输入转速指令,所以开机后,手动操作使主轴转动之前先执行一次S指令。此故障即可排除。
例2 某FANUC 0iD三轴加工中心,在自动方式下,执行“M03S600;”程序段时,主轴不转,无任何报警信息。
FANUC 0iD主轴控制必须同时满足系统准备就绪、串行主轴无报警、主轴上刀具处于夹紧和不执行主轴停止指令等条件。观察到伺服放大器的主轴状态显示接口显示为“--”,说明用于控制转动的条件不满足。本例中,执行“M03S600;”的程序段,根据主轴转速控制原理,S指令完全由CNC执行,M指令需借助PMC完成译码、转向控制以及M指令执行结束控制,所以,进入PMC动态监控画面查看M指令执行部分PMC程序,并查看相关信号的状态,发现主轴刀具加紧状态输入信号状态有误,然后检查机床刀具夹紧情况,发现刀具松动。将刀具夹紧后,再次执行该程序段,实现了主轴的转动。
3 结语
转向控制和转速控制是主轴控制的重要内容,FANUC 0iD的主轴转向控制主要由PMC完成,转速控制主要由CNC完成。主軸不能转动故障的根本原因是转速信号或转向信号不正常。当出现此类故障时,首先应该查看有无主轴报警,然后查看主轴转动相关的控制信号状态是否正常,最后再考虑主轴驱动硬件连接、机械传动部分等是否正常。充分利用FANUC 0iD主轴转向和转速的PMC控制原理进行主轴故障的维修,是一种快速、有效的方法。
参考文献
[1] 曹智军,肖龙.数控PMC编程与调试[M].北京:清华大学出版社,2010.
猜你喜欢
电动工具(2022年2期)2022-05-18 08:40:38
自动化仪表(2020年10期)2020-11-13 03:31:00
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
船舶力学(2015年6期)2015-12-12 08:52:20
汽车维护与修理(2014年10期)2014-02-28 12:15:01