超声空化对多孔氮化钛颗粒的破碎作用*
2013-03-10 06:02:42马继宇康进武胡毅森黄天佑
传感技术学报 2013年10期
马继宇,康进武,胡毅森,黄天佑
(清华大学机械工程系先进成形制造教育部重点实验室,北京100084)
When an ultrasonic wave passes through a liquid,it creates negative and positive pressure alternatively.When the negative pressure is above the cavitation threshold,a phenomenon known as cavitation(transient cavitation)will occur.Transient cavitation creates bubbles that oscillate under the sine ultrasonic waves.Eventually,these bubbles will collapse in a violent implosion.The implosions will radiate high-powered shockwaves(>1 000 MPa)and high velocity microjet flows(>100 m/s)at a rate of 25 000~30 000 times per second.Additionally,the implosion of cavitation bubbles creates temperatures that exceed 5 000 K and cooling rate that exceeds 1010K/s[1].Ultrasound is widely applied to disperse submicron and nanometer agglomerated particles in liquid suspensions[2-4].There are also literatures which use ultrasound to fragment particles,like crystalline materials[5-6],metal particles[7],minerals[8-10],ceramic particles[11].Transient cavitation makes ultrasound an environmental-friendly,economical,and powerful tool to fragment particles during ultrasonic treatment[5].Followings are the two mechanisms responsible for particle fragmentation in the presence of ultrasonic treatment:particle-cavitation interaction and cavitation induced particle-particle interaction[11].But,only particles in the vicinity of the collapsing cavity,i.e.those close to or at the cavity wall,are exposed to the intense pressures generated by its implosion[3].Wagterveld et al[6]study the acoustic cavitation effects on calcite crystal(5 μm and 50 μm)using high speed photography.The results show that breakage of accelerated crystals by interparticle collision is unrealistic because of their small sizes and low velocities.In order to clarify the roles of ultrasonic cavitation and the particle collisions it induced on the fragmentation of suspension particles.Here,particles with many tiny pores on the surface were used based on the"Crevice Model"proposed by Harvey et al[12].The Crevice Model postulated that the gas nuclei are stabilized in hydrophobic conical cracks and crevices of solid surfaces in the liquid.The model has been widely used and is successful to explain several experimental observations of acoustic cavitation process.So,the tiny pore on the surface of non-wettable TiN particles can act as the stable and additional nucleation sites for ultrasonic cavitation when introduced into liquid.Cavitation action preferentially takes place on surface,especially the pores of the surface.When a bubble collapses on a surface,both a microjet and a shockwave are formed simultaneously[6].If there are many tiny pores on the surface of the particles,so the ultrasonic cavitation may be easier to occur and stronger,make the fragment process of the particle accelerated.Whilst there is some information in published literature on the kinetics and mechanism of dispersion of nano-powders[3-4]in liquids.There is practically none on the kinetics and mechanism of fragmentation of TiN particles with many tiny pores on the surface in liquids.This work systematically studies the effects of applied ultrasonic power,treatment time,solids concentration and liquid volume on fragmentation of special design TiN particles.Laser particle size analyzer(Mastersizer 2 000,Malvern Instruments,UK)was applied to analyze the particle size distribution of TiN before and after treatment.This particle size analyzer yields mass distributions,Q(x),accumulative mass distributions,∑ Q(x)and size distribution,q(x),over 100 geometrical sections in a user-selected size range,usually from 0.02 μm to 2 000 μm.The structure and morphology of the as-received and treated particles were analyzed using a Scanning Electron Microscope(SEM,Jeol JSM-7001F).
1 Experimental Method
The ultrasonic treatment system used in this study is illustrated in Fig.1.It consists of an self-tuned ultrasonic generator,a piezoelectric transducer,an ultrasonic horn,an ultrasonic radiator(a diameter of 36 mm)to transmit ultrasonic vibration into liquid,a double shelled vessel(an internal diameter of 76 mm)to hold the suspension and keep it at room temperature with a watercooling system and a thermocouple,a stir bar and a magnetic stirrer to keep the particles in suspension(TiN particles tend to precipitate to the bottom,otherwise form a precipitate in the bottom and the experiment to study the fragment kinetics of TiN will fail).Unlike,Ambedkar et al[10]and Gopi et al[11]used a settle method to study the fragmentation of coal and Al2O3ceramic particles.The power output of the ultrasonic treatment system was adjustable with a maximum input power of 350 W at a resonant frequency of 20 kHz.The ultrasonic radiator tip was inserted to a depth of 10 mm in the suspensions.In each test,the measured mass of particles,i.e.,5 g was dispersed into measured volume of distilled water,i.e.,500 mL.The variables investigated were applied ultrasonic power,treatment time,solids concentration and liquid volume.For studying the effect of power(110 W,270 W,330 W),the mass of the particles and the volume of the water were kept the same(i.e.,5 g/500 mL).For studying the effect of solids concentration,the power of ultrasonic treatment system and the volume of the water were kept the same(i.e.,2.5 g/500 mL,5 g/500 mL,10 g/500 mL,270 W).For studying the effect of volume,the mass of the solids concentration and the power of the ultrasonic treatment system were kept the same(i.e.,2.5 g/250 mL,5 g/500,270 W).After different treatment time(to vary from 2 min~60 min),small samples of suspension were withdrawn and the particle size distributions were immediately measured using laser particle size analyzer.

Fig.1 Schematic of the experimental set up for ultrasonic treatment system in liquids
TiN ceramic particles synthesized by the way of gas-solid reaction of Ti and N2were used as as-received material.Fig.2(a)shows the SEM image of TiN.The size of TiN is larger than 100μm and the shape is irregular.There are also some small fragments existing.Fig.2(b)shows the structure of a single TiN particle.There are many tinny pores on the surface as we designed.TiN particles are polycrystal and the size of the grain is not uniform.So,the particle used in this study is a polycrystalline material with many tiny pores on the surface[13-15].Fig.2(c)shows the particle size distribution of TiN estimated by laser particle size analyzer.It has a very broad particle size distribution with two maxima,one in the range of 100 μm ~700 μm and the other in the range of 2 μm ~50 μm,which is proved by the SEM analysis as shown in Fig.2(a).Nevertheless,the mass percentage of the particles smaller than 50 μm is negligible as compared with the larger ones.Here,d50was applied to describe the mean particle size of the TiN material.The mean particle size of the as-received material is 264 μm.
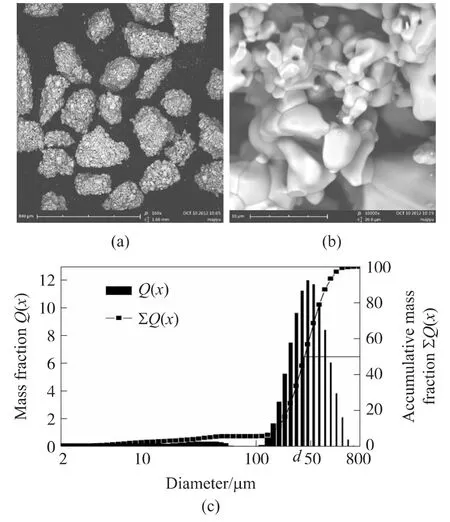
Fig.2 Low(a)and high(b)magnified SEM images,particle size distribution(c)of the as-received TiN particles
2 Results and Discussion
Fig.3(a)shows the typical evolution of particle size distributions of TiN for different treatment time at power input of 270 W.After treatment of only 2 min,the distribution is totally different and,although,the curve still shows a bimodal particle size distribution.The mass percentage of the as-received material decreases and a mass of particle in the range of 1 μm ~100 μm is generated.When ultrasonic treatment proceeds,the original bimodal distribution will disappear after 15 min and the size distribution shifts to lower particle size values.Then a new bimodal distribution will appear after a treatment of 60 min.Substantial sub-micron particles are obtained,but the right side of the curve does not change very much.The resulting sub-micron particles could be well dispersed in suspensions under ultrasonic treatment.

Fig.3 Particle size distribution(a)SEM images of(b)grains and(c)sub-micron particles of TiN after ultrasonic treatment at 270W(in 5 g/500 mL)
SEM analysis of treated particles could provide more information on the breakage mechanism.SEM images of the treated materials are included in Fig.3b and Fig.3c.Fig.3b shows that the pores on the surface and grain boundaries of the as-received material disappear after treatment.Most grains are released from the as-received material.The size of the grains is not uniform and mainly in the range smaller than 50μm consistent with the laser particle size analyzer as shown in Fig.3a.The resulting sub micro particles are shown in Fig.3c.The shape of the particles is not so regular and these sub-micron particles tend to aggregate without ultrasonic treatment.
The data and images in Fig.3 may suggest that the interaction of particles with cavitation bubbles results in particle fragmentation.In the ultrasonic treatment process,the ultrasonic cavitation tends to occur on the existing pores of the particle surface which gives a directly impact and stress on the particle.So it is reasonable to expect that particles fracture at their weakest point,most likely the grain boundaries where individual grains are joined together.After treatment,the grains are gradually released from the as-received particles.Due to the non-uniform grain size of the as-received particles,the size of resulting grains is mainly in the range of 1 μm ~50 μm shown by SEM.With prolonged treatment,the right side of cures does not change,but,a large amount of sub-micron particles is generated.So,these sub-micron particles may be broken by erosion from the surface of the grains.As a result,these sub-micron particles with high surface energy tend to aggregate.These results above indicate that during ultrasonic treatment of particle,large particles were firstly fractured into grains through intergranular fracture,and finally sub-micron were gradually eroded from the surface of the grains.
Fig.4 shows d50obtained from the particle size distributions of TiN for different treatment time at power inputs of 110 W,270 W and 330 W,respectively.Treatment produces a significant mean particle size decrease in the first 2 min treatment.Thus,the initial value of the as-received sample(264 μm)sharply decreases to 174 μm,50 μm,40 μm after just 2 min of treatment at power inputs of 110 W,270 W and 330 W,respectively.This trend becomes more obvious with increasing input power.This may cause by the strong cavitation induced by the pores on the surface of TiN paticles.With increasing input power,the cavitation intensity and cavitation zone may be more intensive and extensive.After this sharp decrease,there is still a slow decrease in the mean particle size.After 60 minutes ultrasonic treatment,the final mean particles size is significantly smaller than the original size.It indicated that up to 60 min treatment,there is a decrease in the mean particle size of the sample at different power inputs.

Fig.4 d50varies with respect to ultrasonic treatment time at different power input(in 5 g/500 mL)
From above analysis,it can conclude that with processing time extend and the power increase,the fragmentation effect also increased.How about the power input and time togetherto affectthe fragmentation process.Also,energy consumption is a key criterion for the selection and use of a breakage process.
The particle size distribution at the same energy input but at different input powers are compared in Fig.5a.Practically overlap indicating that the total energy input controls breakage of the large particles.There was an empirical size-energy model[3]that related mean particle size d50to specific energy input Emwhich has been applied to describe different types of breakage process.Emis the amount of energy dissipated per unit mass of TiN powder.C and α are constant parameters for a specific fragmentation process.

Breakage of large particles investigated in this work can also be described by this model.The empirical constant is calculated by non-linear regression from experimental data shown in Fig.5(b).The empirical constant is the order of 0.248.The energy demand exponentially increases for the reduction to particle sizes lower than d50=30 μm.
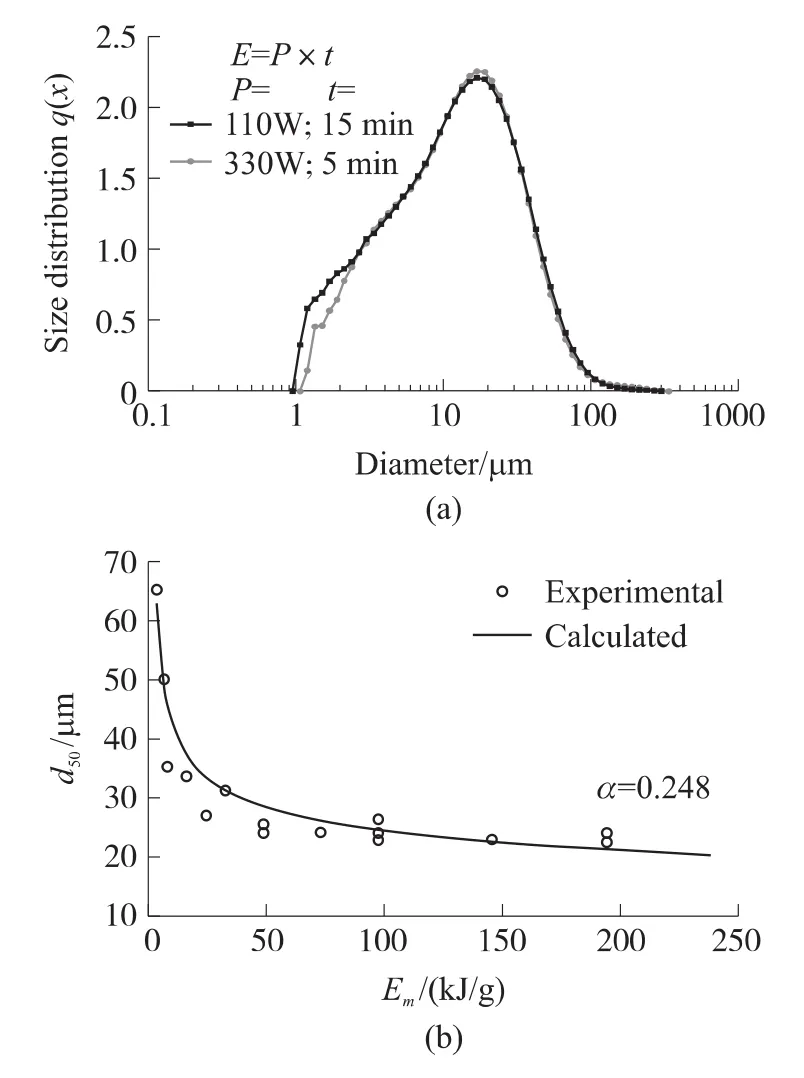
Fig.5 Particle size distributions at energy input of 99 kJ(a)and(b)experimental and calculated determined energy density demand for the ultrasonic treatment
Ambedkar,et al[10]concluded from the ralaitonship between mean particle size and solids concentration that particle collison is one of the mechanisms for breakage of particles under ultrasonic treatment in liquids.Particle breakage by collision depends on impact velocity and particle size[6],but it is cetainly a function of material properties.The as-received particles used in this study are large than 100 μm.In addition,there are many flaws(grian boudary and pores)in the particle structure.It is very likely that breakage occurred directly through collision.Fig.6a and Fig.6b shows the partilce size distributions under different solids concentration and volumes.The comparison of the right side of the curves shows that proper solids concentration(5 g/500 mL)results in a less mass of the residual large particles.It is indicted that particle collision is the mechanism for breakage of large TiN particles.Fig.6c shows the partilce size distributions under different solids concentration and volumes.The comparison of the left side of the curves shows that lower solids concentration and smalller volume results in a large amount of the sub-micron particles.At lower solids concentration the suspension is non-viscous and the sub-micron particles with high surface energy could be well dispersed.Smaller volume will arouse a higher intensiy ultrasound which in turn will induced intesive cavitation.

Fig.6 Effect of solids concentration(a),volumes(b)on particle size distribution during two minute and sixty minute(c)ultrasonic treatment
Ultrasonic treatment leaded to the breakage of large particles and production of a large amount of sub-micron particles.The DSC curve of the treated samples for 60 min is illustrated in Fig.7(a).No obvious endothermic peaks is observed in the DSC curve of treated TiN,but a small exothermic peak showed at 909℃.This peak may due to the lattice strain induced in the particles during the ultrasonic treatment.In order to get more information about treated material,the crystal structure of the particles before and after ultrasonic treatment was investigated by XRD measurements,performed on D8 Advance automatic diffractometer using CuKα radiation.The diffraction measurements were done over scattering angle from 20°~80°with a step of 0.07 °/s.Fig.7b shows the XRD pattern of the TiN sample.XRD measurements shows all the examined powders are highly crystalline particle TiN with cubic structure.It is clear that the XRD pattern exhibits prominent peaks at angles of 36.66°,42.60°,61.81°,74.07°,77.96°,which are assigned to the(111),(200),(220),(311),(222)crystal planes(JCPDS Card 38-1420),respectively.The resulting materials retain the crystalline structure of the as-received material.Therefore,ultrasonic treatment does not change the structure of the TiN and it is stable under 1 000℃.
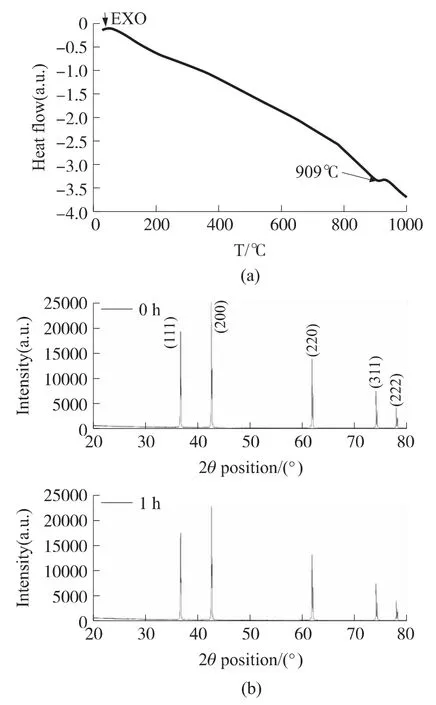
Fig.7 DSC curve(a)and XRD pattern(b)of the treated samples for 60 min
3 Conclusion
A polyporous and polycrystalline TiN particle was applied to investigate the ultrasonic fragmentation process.Firstly,intensive and extensive cavitation is apt to take place on the existing pores.The direct impact on the particle surface and resulting particle collide cause the fracture of the large particles.The dominant fracture mechanism of the as-received particles is intergranular fracture.The breakage of as-received material can be described by a size-energy model.As the process progresses,the sub-micron particles clarified by both laser particle size analyzer and SEM are gradually eroded from the surface of grains.Less solids and volume arouse a higher intensive cavitation will produced smaller and more sub-micron particles.XRD and DSC results indicated that ultrasonic treatment does not change the structure of the TiN.This material and method can be applied to investigate the ultrasonic cavitation in liquid metal and use as second phase to reinforce metal alloy.
[1]Eskin G I.Cavitation Mechanism of Ultrasonic Melt Degassing[J].Ultrasonics Sonochemistry,1995,2(2):137-141.
[2]Lin Benlan,Shen Xiaodong,Cui Sheng.Preparation and Study on Dispersion of Hydro-Based Nanosized TiO2Suspension[J].Chinese Journal of Sensors and Actuators,2006,19(5):2314-2317.
[3]Kusters K A,Pratsinis S E,Thoma S G,et al.Energy-Size Reduction Laws for Ultrasonic Fragmentation[J].Powder Technology,1994,80(3):253-263.
[4]Ding P,Pacek A W.De-Agglomeration of Goethite Nano-Particles U-sing Ultrasonic Comminution Device[J].Powder Technology,2008,187(1):1-10.
[5]Teipel U,Leisinger K,Mikonsaari I.Comminution of Crystalline Material by Ultrasonics[J].International Journal of Mineral Processing,2004,74(s):183-190.
[6]Wagterveld R M,Boels L,Mayer M J,et al.Visualization of Acoustic Cavitation Effects on Suspended Calcite Crystals[J].Ultrason Sonochem,2011,18(1):216-25.
[7]Luis G G,Yolanda V H,Maria C P,et al.Influence of Acoustic Parameters in Ultrasonic Comminution of Zn Powders in Liquid Phase[C]//19th ICA.Madrid.2007,2-7.
[8]Guittonneau F,Abdelouas A,Grambow B.The Effect of High Power Ultrasound on an Aqueous Suspension of Graphite[J].Ultrasonics Sonochemistry.2010,17(2):391-398.
[9]Franco F,Cecila J A,Pérez-Maqueda L A,et al.Particle-Size Reduction of Dickite by Ultrasound Treatments:Effect on the Structure,Shape and Particle-Size Distribution[J].Appl Clay Sci,2007,35(1-2):119-127.
[10]Ambedkar B,Nagarajan R,Jayanti S.Investigation of High-Frequency,High-Intensity Ultrasonics for Size Reduction and Washing of Coal in Aqueous Medium[J].Ind Eng Chem Res,2011,50(23):13210-13219.
[11]Gopi K R,Nagarajan R.Advances in Nanoalumina Ceramic Particle Fabrication Using Sonofragmentation[J].IEEE Trans Nanotechnol,2008,7(5):532-537.
[12]Harvey E N,Barnes D K,McElroy W D,et al.Bubble Formation in Animals.Ⅰ.Physical Factors[J].Journal of Cellular and Comparative Physiology,1944,24(1):1-22.
[13]Du Yuren,Xia Xinghua.A Fabrication and Test System for Porous Oxide Nanomaterial[J].Chinese Journal of Sensors and Actuators,2009,22(6):767-770.
[14]Luo Shouhua,Liu Junxiu,He Siyuan.The Structural Feature Extraction of Foam Aluminum Materials Based on Volume Rendering[J].Chinese Journal of Sensors and Actuators,2009,22(12):1763-1767.
[15]Zhu Liang,Feng Yanying,Ye Xiongying,et al.Study on Controllable Wettability of Roughness Surfaces[J].Chinese Journal of Sensors and Actuators,2006,19(5):1709-1712.
猜你喜欢
小学生作文·小学低年级适用(2023年5期)2024-01-26 16:57:38
钢铁钒钛(2023年5期)2023-11-17 08:48:34
上海工艺美术(2021年4期)2021-04-24 22:05:58
黑龙江民族职业学院信息(2017年6期)2018-01-03 03:41:07
漯河职业技术学院学报(2017年2期)2017-05-18 13:07:24
今日中国·西班牙文版(2017年5期)2017-05-16 06:41:05
草原歌声(2017年3期)2017-04-23 05:13:50
厦门理工学院学报(2016年1期)2016-12-01 04:50:53
水利科技与经济(2016年7期)2016-04-25 13:03:00
苏州工艺美术职业技术学院学报(2016年4期)2016-04-16 04:44:47