膜技术在工业用水处理及废水处理的应用
2013-03-04 04:43:22李遵龙
化工进展 2013年1期
曹 阳,李遵龙
(1 辽宁大唐国际阜新煤制天然气有限责任公司,辽宁阜新123000;2 辽宁省煤制天然气工程技术研究中心,辽宁阜新123000;3 辽宁省煤制天然气工程研究中心,123000;4 辽宁大唐国际阜新煤制天然气有限责任公司企业博士后科研基地,辽宁阜新123000)
在过去水处理技术不很发达的时候,各行业很少选择地表水作为水源,因为地表水悬浮物高、污染程度大。对于地表水这种存在较大波动性的水体,单纯的使用传统的水处理工艺得到的产品水已经不能满足用户的要求[1]。几年来我国硫酸工业发展迅猛,锅炉用水、工艺用水和各种生产、生活用水的需求量明显增加,用水质量要求也明显提高。在水资源紧张、环境污染严重的今天,只有采用新工艺和技术进行水处理,才能满足硫酸企业要求。下面以几个典型的企业为例讨论一下膜技术在锅炉给水和废水处理方面的应用。
1 一级反渗透膜技术处理锅炉补给水
1999年山东红日阿康化工股份有限公司400 kt/a硫磺制酸装置投入运行。该装置利用工艺过程产生的热能,通过废热锅炉生产蒸汽,供12 MW抽凝式发电机组发电,并抽出部分低压蒸汽供给管网,实现热电综合利用。为解决废热锅炉及厂区生产生活用水问题,公司在厂区打井多口,井水水质见表1[2]。
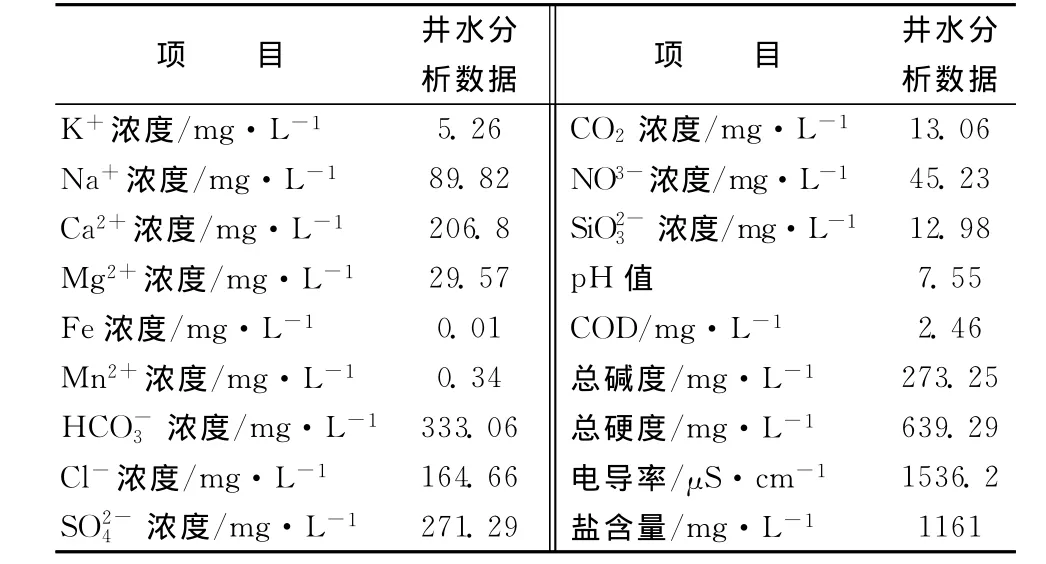
表1 红日阿康化工股份有限公司井水水质分析结果
废热锅炉补给水的水质要求硬度为0,电导率小于10μS/cm,SiO2浓度小于0.1 mg/L,因此必须对井水进行处理。经方案论证和经济比较,设计方案采用反渗透-离子交换联合工艺,工艺流程见图1。

图1 反渗透-离子交换联合工艺流程
该联合除盐系统于2000年投用,12年来运行情况如下。
(1)机械过滤器和保安过滤器为原水与处理设备,机械过滤器5~7天反洗一次,保安过滤器内装缠绕滤芯7~8个月更换一次。在系统水投加絮凝剂、杀菌剂、阻垢剂情况下,可以保证出水污染指数小于4。当出水污染指数大于4时,对滤芯进行空气擦洗和反冲洗。
(2)反渗透设3台主机6个机组,配6台高压泵,每个机组产水30 m3/h。6个机组可单独运行,也可以同时运行。反渗透设备初始脱盐率在98%以上,自第二年起缓慢下降到96%左右趋于稳定。该机组每年清洗一次,当反渗透原件的脱盐率、水通量出现明显下降,经化学清洗难以得到明显恢复时,分批更换原件。原件的使用寿命大多在5.5~6.0年。平均约5.7年。
(3)8年来井水电导率为1400~1700μS/cm,反渗透产水电导率为30~50μS/cm。把反渗透水作为阴、阳离子交换床的进水,离子交换床的工作周期可增加数十倍,阳离子交换床的工作周期在360 h以上,阴离子交换床的工作周期在160 h以上。阴离子交换床出水电导率稳定在5~7μS/cm,脱盐水的硬度、电导率、二氧化硅含量全部达到锅炉补给水指标要求,12年来设备运行稳定安全可靠。
12年来的实际运行表明,与传统全离子交换工艺相比,该反渗透-离子交联合工艺具有以下优点。
(1)再生酸碱废液减少95%以上,大大减少了污染,改善了环境。
(2)反渗透脱盐系统使用上微机操作控制,自动化程度高,工艺先进,大大降低了人工的劳动强度,设备运行稳定,产水质量好,确保了锅炉和汽轮机的安全可靠运行。
2 膜技术在废水处理方面的应用
2.1 膜技术处理高氨氮废水[3]
氨氮是多种工业废水的主要成分,如化工、化肥、炼油、制药等,我公司生产过程中产出的废水中氨氮的含量也将不在少数。这些氨氮废水的排放造成环境污染、地表水富营养化,是湖泊藻类污染、港湾海水发生赤潮的罪魁祸首,严重危害着人们的健康和生存环境。经过多年的研究开发,用膜技术处理高氨氮废水已经取得了重大突破,经在山东淄博、滨州有关企业使用,取得了令人满意的效果。
用分离膜技术处理高氨氮废水,首先对废液进行微波催化氧化,以改变废水中的有机物的形态,强化絮凝以提高过滤效果。经过滤的氨氮废水进入膜分离设备以后,氨氮透过膜进入吸收室,被酸性吸收生成铵盐,回收利用。废水中氨氮被去除99%以后,残留氨氮可降低到25 mg/L以下达标排放,也可以经进一步处理作为中水回用。与传统的高温蒸汽吹脱法相比膜法处理是将废水中的氨氮转移吸收,处理成本大幅降低,产水水质明显提高,大大减少对环境的污染,还有效回收了氨氮资源,变废为宝,这是一种全新的处理方法和工艺。
山东包钢灵芝高科技有限公司在稀土加工过程中每天有600 t废水排出,水中氨氮含量在3~11 g/L波动。2005年10月该企业上马了分离膜氨氮处理设备,废水经多级吸收分离处理,氨氮去除率在99%以上,出水中残余氨氮低于25 mg/L,透过的氨氮被酸吸收作为肥料回用。该设备至今运行良好。
山东海明化工集团在发泡剂生产过程中每天有300 t废水排出,废水不但氨氮含量高,盐含量更高。据分析,氨氮含量在6~8 g/L,而盐含量高达180~200 g/L,是海水盐含量的6倍左右,处理相当困难。2007年1月该企业上马了分离膜氨氮处理设备,废水经过多级分离吸收,氨氮的去除率达到99%以上,除水中残余氨氮低于10 mg/L,废水达标排放,分离出的氨氮同样被回收利用。
此外,在化肥、石油化工高氨氮废水处理中,分离膜技术也得到成功应用,同样发挥了无可比拟的优越性和独特的技术优势。
2.2 膜技术从废液中回收酸
在钢铁、湿法炼铜、电镀、稀土、钛材及钛白粉生产等过程中,往往产生含金属离子的酸性废液,如果排放会严重污染环境。扩散渗析器就是近年来针对这种情况开发的废酸回收设备,主要用于酸与金属盐类混合液的分离。扩散渗析器回收废酸以浓度差作为推动力,装置由数十个或数百个膜对组成,组装膜对单元的多少由处理水量的大小确定。设备中的每个单元包括渗析室 (A)和扩散室(B),在阴离子均相膜两侧分别通入废酸液及接受液 (自来水),因废液侧的酸和盐的浓度远高于水的一侧,在浓度梯度的作用下,酸和盐有向B室渗透的趋势。但阴膜具有选择透过性,吸引带负电荷的水化离子,而排斥带正电荷的水化离子,故在浓度差的作用下,废酸侧的阴离子被吸收透过膜孔道进入水的一侧,同时根据电中性要求,也会夹带正电荷的离子。由于氢离子的水化离子半径比较小,而金属盐的水化离子半径较大且高价,因此氢离子优先通过,这样废液中的酸就被分离出来了。由于两种溶液采用逆流操作,在废液出口处,在废液出口处,废酸液中的酸因扩散浓度降到最低,但仍比刚进入设备的水中酸浓度高,从而有效实现酸和盐的分离。
在硫酸法钛白粉生产中,酸性溶液排放量非常大,酸液中含有质量分数为5%~10%的水合TiO2、10%~30%的硫酸,以及FeSO4、V、Mn、Se等,可用扩散回收设备进行废酸回收。扩散渗析回收80%酸返回初始工序加配浓酸使用、不仅可节约部分酸的消耗。而且可从渗析后的残液中回收绿矾等产品,又大大减轻了对环境的污染。
此外,在钢材制品酸洗液、点解贫铜液,钛材加工酸洗液,化成箔行业废酸的回收中应用扩散渗析液取得了成功,回收了部分资源,减轻了环境污染。
3 结 语
膜技术已经被广泛应用于各行各业水处理中。文中实例表明如下。
(1)使用膜技术与离子交换法相结合处理锅炉补给水,与传统的全离子交换工艺相比,排污量减少95%以上,高效节能,其经济效益是显著的。
(2)对于在生产过程中排放的酸性废液、氨氮废液,也可以使用模技术进行处理,回收80%的酸和99%的氨氮。
(3)在有色金属湿法冶炼工艺中,可以用膜技术对废水进行浓缩、分离及回收有价金属。
[1] 刘高飞.膜技术在工业水处理领域的发展前景 [C]//第八届(2011)中国钢铁年会论文集,2011.
[2]胡昕.膜技术在工业水处理中的应用[J].硫酸工业,2008(3):32-36.
[3] 刘乾亮,马军,王争辉,等.直接接触式膜蒸馏工艺处理高氨氮废水的影响研究[J].给水排水,2011(s1):322-324.
猜你喜欢
钢铁钒钛(2023年5期)2023-11-17 08:48:32
硫酸工业(2021年10期)2021-12-09 13:19:12
供水技术(2021年3期)2021-08-13 09:08:30
上海建材(2020年12期)2020-04-13 05:57:52
供水技术(2020年6期)2020-03-17 08:18:56
资源节约与环保(2018年1期)2018-02-08 02:18:30
中国环境监察(2016年9期)2016-10-24 05:26:48
海峡科技与产业(2016年3期)2016-05-17 04:32:17
机电信息(2015年6期)2015-02-27 15:55:16
机电信息(2014年35期)2014-02-27 15:54:29