氩回收系统膜压机的安全运行
2013-03-01 07:52李成龙
冶金动力 2013年10期
李成龙
氩回收系统膜压机的安全运行
李成龙
(南京钢铁联合有限公司制氧厂,江苏南京210035)
为提高空分设备运行的经济性,将KDON—20000/20000型空分设备配置的500 m3氩储槽顶部放空的氩气加以回收利用,详细介绍了改造方案和运行中的问题及解决的方法。
空分设备;膜压机;回收利用
1 概述
南京钢铁联合有限公司1#两万制氧于2003年7月建成投产,采用的是杭氧生产的KDON—20000/20000型第六代外压缩产品,采用分子筛吸附,增压透平膨胀机制冷,高效规整填料上塔和全精馏无氢制氩,设计氧气产量为20000 m3/h,氧气纯度99.6%,氮气产量为20000 m3/h,氮气纯度(氧含量)≤5×10-6,氩气产量为755 m3/h,氩气纯度为99.999%。
1#两万自建成投产后,运行至今各项指标都较正常,但是氩储槽放散率一直较大,没有很好解决。我公司氩槽使用的是500 m3常压储槽,设计压力0.04 MPa(G),液位上限<7850 mm,下限>550 mm,采用珠光砂粉末绝热,日蒸发率0.29%,在实际运行过程中,因为液体管道的复热和液体流动的影响,蒸发率应大于实际值。原杭氧设计流程从液氩储槽顶部接一根回气管回到精氩塔中部,但由于回气管管径较细,只有40 mm,且回气管线较长,在实际生产中,氩槽压力为35 kPa左右,精氩塔工作压力在25 kPa左右,约有10个kPa左右的压差,并不足以使氩槽回气顺利返回精氩塔。氩气在空气中只有0.932%的体积,是花费了很大成本生产出来的,白白浪费极为可惜,如何回收成为了一个课题。
2 措施
(1)采取扩大液氩储槽与精氩塔压差的方法。首先提升氩储槽压力,但是由于充槽车时储槽内压力变化较大,加上防爆片质量得不到保证,易导致防爆片疲劳,经常在36 kPa左右即动作,所以氩槽压力上升有限。其次,降低精氩塔压力,从25 kPa左右下降至10 kPa,这将导致精氩塔精馏效果下降,氩中含氮量略有上升,从0.6×10-6上升为约1×10-6左右,但仍属于正常工况,氩气放空量略有下降,但放空量依然较大。
(2)考虑到回气管路上止回阀存在阻力,影响氩气回收,可以拆除回气管道上的止回阀V8,但这将带来隐患,当氩系统工况恶化时,精氩塔的压力超过氩贮槽压力时,气体有可能倒回到储槽,氩储槽的含氧、含氮量均控制在1.5×10-6以下,极易污染。后经慎重研究决定,拆除止回阀,在生产中对该点加强管理,在工况不稳定时,关闭回气阀V3,并列入交班内容。经过以上改进,放空量有进一步缩小趋势,但仍有不小的量,不能从根本上解决问题。
(3)准备借鉴我公司林德一万制氧的经验,在储槽顶部加一台冷凝器,引一路液氮做冷源,将放空气体液化,但考虑到我单位实际情况,空分保冷箱离储槽较远,并且由于冷量问题,平时几乎不生产液氮,
后决定放弃这一方案。
(4)根据单位实际情况,决定上一台膜压机将放空氩气打入管网。因我公司用户对氩气纯度要求较高,需99.999%以上,而膜压机是一种无污染的清洁机器,又考虑到进、排气压力差较大的实际情况,经过比较选择了某公司的G3V-25/30型隔膜压缩机。
膜压机参数如下:
型号:G3V─25/30;
型式:二级,双缸V型,水冷;
介质:氩气;
流量:25 m3/h;
进气压力:常压;
排油压力:一级1.0~1.1 MPa(G);二级3.5~3.6 MPa(G);
排气压力:一级0.9 MPa(G);二级3.0 MPa(G);
电机功率:15 kW;
轴功率≤11 kW。
安装后简易流程见图1。
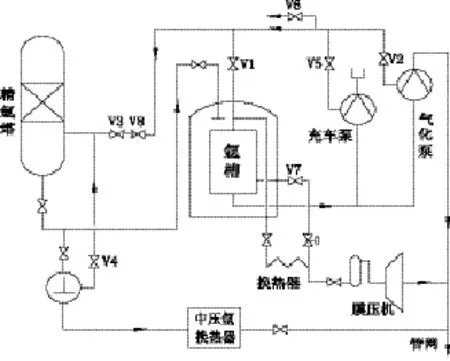
图1 氩回收系统流程简图
但是,由于考虑不细致,运行中出现了一些问题。膜压机与首次液氩气化泵同时运行时,发现膜压机进口管路结霜严重,膜压机运行声音异常。检查发现,膜压机进口压力达到0.2 MPa,检查液氩储槽回气管路吹除阀V6,发现大量液体,立即停运膜压机。膜压机压缩介质为常温、常压气体。低温、高压气体使膜压机的材质与液压润滑油难以承受,将造成机器的损坏。从储槽至膜压机管路及管路上的一个1.24 m3的小缓冲罐均为碳钢材质,温度应严格控制在-20℃以上,普通碳钢不能承受低温,其金相组织和材料力学性能在-60℃以下即发生显著变化,并随着温度进一步降低而加剧劣化。加之,1#两万在2003年开机时,曾发生过液空返灌空气管道导致3 m的管道被炸坏的惨痛教训。所以,应严格杜绝普通碳钢管在过低温度下工作的可能性。
3 整改措施
分析原因认为:液氩气化泵为柱塞泵,在运行时,部分液氩气化,为保证液氩泵正常工作,回气管路必须保证一定的回气流量,否则泵易带气,造成泵损坏,而设计的液氩气化泵回气管路与贮槽回气管相连,膜压机进口管路接在贮槽回气管上,这样就会氩泵的回气进入膜压机进口管路,造成压力超高,温度偏低,最高时在0.2 MPa且结霜严重。幸亏发现及时,否则,极易造成膜压机的损坏。
经研究后决定,今后运行膜压机时,采取如下措施:
(1)在膜压机进口加了一个50 kPa的进口压力高限连锁停车点。
(2)空分运行时,关闭储槽回气阀V1,膜压机继续从储槽抽气,液氩气化泵回气自V2回精氩塔。
(3)空分停机时,关闭空分塔回气阀V3,液氩气化泵回气回氩储槽,为防止损坏膜压机,应该停止膜压机运行,但此种情况氩气放空最大,应该尽量避免。
(4)考虑到利用液体贮槽自身携带的气化器,将膜压机进口管接至换热器液体侧管路上,使气体经过换热器换热后,再进入膜压机。为避免换热器液体侧管路有液体,操作中V7阀应确认关闭无泄漏,并挂警示牌避免误操作液体直接进入膜压机。
(5)由于V7阀处于关闭状态,要关注氩槽压力,避免吸负压,必要时停止膜压机运行,恢复贮槽自身换热器功能。
4 结束语
经过以上改进,膜压机运行正常,氩槽压力控制在35 kPa左右,几乎没有放空。按电平均0.7元/kW·h,氩气3元/m3,膜压机抽气量25 m3/h,电机功率15 kW,全年运行8000 h计算,可创造经济效益约为(25×3-15×0.7)×8000=516000元,设备一次性投资十万元左右,以后每年运行维护费用5000元已足够,由此可见,经济效益极为可观。1#两万的成功经验,已向我公司2#两万推广,2#两万为1000 m3液氩储槽,气化量更大,新增两台同型号的膜压机,经济效益更大。任何一项技术改造,事先都要把工作做细,对每一个点仔细推敲,只有这样,才能避免事故的发生,创造最大的经济效益。
Safe Operation of Diaphragm Presser in Argon Recovery System
LI Chenglong
(Oxygen Generation Plant of Nanjing Iron&Steel United Co.,Ltd.,Nanjing,Jiangsu 210035,China)
In order to improve the economy of the air separation plant,argon released from the top of the 500 m3argon storage vessel in the KDON-20000/20000 air separation plant is to be recovered.The revamping program and problems occurred in operation as well as solutions are introduced in detail.
air separation plant;diaphragm presser;recovery
TB657.7
B
1006-6764(2013)10-0032-02
2013-04-19
李成龙(1976-),男,1997年毕业于江苏广播电视大学,助理工程师,现从事制氧生产工作。
猜你喜欢
冶金能源(2022年1期)2022-02-18
核科学与工程(2021年4期)2022-01-12
绥化学院学报(2020年12期)2020-12-11
氯碱工业(2020年11期)2020-03-02
低温与特气(2018年2期)2018-04-16
安徽医药(2014年9期)2014-03-20
河南科技(2014年18期)2014-02-27
河南科技(2014年14期)2014-02-27
河南科技(2014年12期)2014-02-27
河南科技(2014年11期)2014-02-27