蒸发冷却技术在炼钢LT干法除尘系统上的应用
2013-03-01 07:52杨东武
冶金动力 2013年10期
杨东武
蒸发冷却技术在炼钢LT干法除尘系统上的应用
杨东武
(三明钢铁集团有限公司炼钢厂,福建三明365000)
对蒸发冷却技术在转炉LT干法除尘系统上的应用,以及蒸汽雾化喷枪的工作原理和工艺参数进行了介绍,并对LT干法除尘系统蒸发冷却的工艺优化和设备改造问题进行了讨论,对LT干法除尘系统的操作维护具有一定指导意义。
转炉;蒸发冷却;温度;蒸汽雾化喷枪
1 引言
转炉一次除尘系统一直以来以煤气湿法除尘(简称OG法)为主,该方法存在的缺点是能耗高、耗水量大、污水处理复杂、运行成本高。与OG法比较转炉煤气干法(简称LT法)除尘技术的主要优点是:①除尘净化效率高,通过电除尘器可直接将粉尘浓度降至25 mg/m3以下;②系统阻力小,吨钢煤气回收量高;③在水、电消耗方面具有明显的优越性。
在LT干法除尘系统中,主要通过蒸发冷却来实现转炉烟气的冷却、调质和粗除尘。具体指的是在蒸发冷却器内,工业净环水经蒸发冷却器顶部沿圆周布置的12支蒸汽雾化喷枪,通过蒸汽雾化喷出,将800~1000℃的高温烟气直接蒸发冷却到170℃~220℃;在降温的同时,通过对烟气湿度增加的调质处理使粉尘的比电阻有利于电除尘器的捕集,其中又有30%~40%的烟气中的粗粉尘在香蕉弯处沉降到底部,在输灰机作用下经卸灰阀排出。同时达到回收条件的高温转炉煤气(100℃~150℃)从煤气冷却器下部进入,经冷却降到70℃以下后从煤气冷却器的顶部排出,进入煤气柜中。
2010年3月~5月及2012年3月,福建三钢炼钢厂二炼钢系统通过技改先后完成了3座120 t转炉的建设,其中一次除尘均采用了LT干法除尘系统,本文以此为着眼点,跟踪实践LT干法除尘系统的核心——蒸发冷却技术,最大限度地发挥现有LT干法除尘系统粉尘达标排放、煤气合格回收的作用。
2 LT干法除尘系统蒸发冷却工艺存在的问题
通过实际运行管理发现,影响LT干法除尘系统正常运行的主要是转炉烟气蒸发冷却温度的控制问题。
2.1 蒸发冷却温度控制过低
(1)蒸汽雾化喷枪喷射的水雾不能完全蒸发,与粉尘发生润湿、粘结、凝聚后,在蒸发冷却器、煤气管道、电除尘器阳极板上将出现板结现象,并造成EC粗输灰系统及EP细输灰系统的堵塞,间接造成粉尘排放浓度超过设计指标或导致转炉停产。
(2)潮湿的灰尘凝聚成团挂在阴极线上,不容易下落,造成阴极线的肥大,减小异极距;会导致电场频繁放电,容易点燃通过的烟气,降低系统运行效率,更严重的是加剧电场内设备的腐蚀,降低设备的
使用寿命。
(3)不能蒸发的水雾在电场内电离分解成H2和O2,增加电场泄爆的可能;还会造成ID风机内出现积水现象,加剧风机叶轮的腐蚀,并导致在线激光分析仪故障。
2.2 蒸发冷却温度控制过高
(1)将导致电除尘器内设备的烧损,而关联保护程序也会引起转炉冶炼中途提枪。
(2)对粉尘比电阻的影响不显著,降低了电除尘器的除尘效果,造成粉尘排放浓度超过设计指标。
(3)进入GC煤气冷却器高温煤气的工况温度高达150~170℃,从而造成煤气冷却器出口的运行温度>70℃,易引发煤气回收温度超标放散事故;通过煤气管道自然降温后进入煤气柜的最高温度>65℃,严重影响5万威金斯煤气柜的安全运行,减少工作寿命。
3 问题分析
3.1 蒸发冷却温度控制过低的原因分析
(1)蒸发冷却器出口温度的控制是根据其出口温度的设定值和入口温度的当前值以及废气流量计算,设定好12支喷枪的水流量W(m3/h),并在喷枪的出口通过混入蒸汽使水雾化成细小的水滴,细水滴瞬间蒸发相变吸热2257 kJ/kg从而降低蒸发冷却器出口的烟气温度。如图1反映了烟气温度和水滴粒径大小的关系。从图1中可以看出,经喷枪喷出的水滴粒径大小不等,且分布在一定的范围之内。水滴粒径越小,则其蒸发所需的时间也就越短。根据测试,喷枪喷出的最大水滴粒径若超过620滋m,又不能在3.12 s内完全蒸发,就会造成蒸发冷却器出口运行温度超低,蒸发冷却器底部的降灰变成泥浆状,会造成粗输灰系统故障而停止运行引发转炉冶炼停产事故。
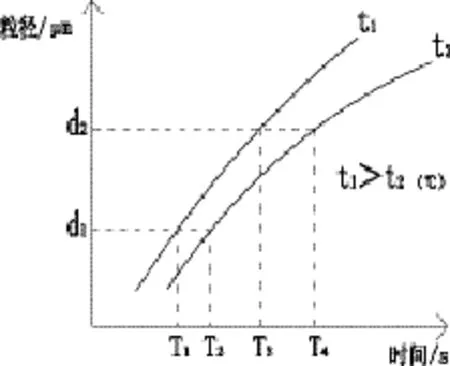
图1 粒径与蒸发时间的关系
(2)处于冶炼工况条件下时,单独调节烟尘的温度或湿度可能并不十分困难同时控制却有一定难度。在蒸发冷却器内,要通过加湿来降低烟气的温度并降低粉尘比电阻到104~1010(赘·cm),以提高烟气的介质强度,减小烟气黏度,使其处于较为适宜的收尘范围内,提高和保证静电除尘效率。从图2可以看出,含水量对粉尘比电阻的影响非常大。但PID(比例—积分—微分控制调节器)控制阶段若喷水量太大,则烟气的蒸发冷却温度过低,会造成部分喷雾不能蒸发,蒸发冷却器底部会出现过湿现象;同时多喷入的饱和蒸汽和工业净水量也使转炉烟气的体积发生了变化,系统被迫增加载荷,引发转炉冶炼时的炉口冒烟事故。
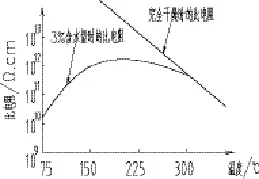
图2 含水量对粉尘比电阻的影响
(3)蒸汽雾化喷枪在使用超过5000炉后,喷嘴会自然磨损,雾化性能下降,喷雾形状、喷射角度,喷射覆盖面也会发生改变,因雾化颗粒变大后导致水雾中的大颗粒不能充分与粉尘发生润湿、粘结、凝聚,直接沉降到蒸发冷却器底部或挂在壁上,造成局部过湿而引起粗输灰过载或筒体板结;同时由于每支喷枪出口喷射流量的不一致,也会造成雾化颗粒在蒸发冷却器筒体内不能与转炉冶炼烟气均匀换热,出现烟尘气流紊乱现象,而在工况除尘风量降低后会加剧筒体板结,引发转炉冶炼时的炉口冒烟事故。
3.2 蒸发冷却温度控制过高的原因分析
(1)在工艺特性数据呈线性变化的两端,特别是在转炉刚下枪开吹2 min内和转炉冶炼后期,由于介质烟气温度的急剧变化,PID控制因为计算的延时会造成喷水量的调节跟不上温度的变化情况,蒸发冷却器出口温度控制过高超过工艺设计温度370℃,造成转炉冶炼中途提枪及粉尘从除尘器内逃逸后导致干法烟囱排放超标。
(2)提高蒸发冷却器出口的目标温度控制值,使煤气冷却器进口的煤气温度会大于设计值150℃,造成煤气冷却的饱和换热程度不够,引发转炉煤气回收放散事故。
4 改进措施
4.1 工艺控制优化
精确控制喷入蒸发冷却器的水流量,设定蒸发冷却器出口烟气目标温度在200~220℃,通过调节烟气的蒸发冷却温度,调整粉尘比电阻达到合适的范围,以满足干法工艺要求。水流量根据蒸发冷却器进口温度、蒸发冷却器出口温度设定值和静电除尘器出口烟气流量关联计算得出。公式如下:
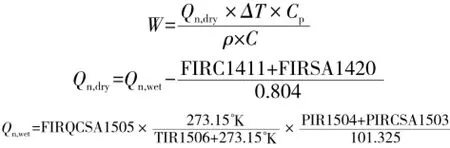
式中,W——计算水流量;
Qn,dry、Qn,wet——分别为标准状态下干、湿烟气的流量;
Cp——烟气的比热容系数;
籽——常温下水的密度;
C——水的汽化潜热;
FIRC1411——蒸发冷却器喷射水流量;
FIRSA1420——蒸发冷却器喷射蒸汽流量;
FIRQCSA1505——静电除尘器出口烟气流量;
TIR1506——静电除尘器出口烟气温度;
PIR1504——大气压力;
PIRCSA1503——电除尘出口压力;
(1)控制PID的投入时间。在吹炼初期,蒸发冷却器进口温度上升比较快,PID控制通过计算输出的喷水量调节速度跟不上温度变化情况,蒸发冷却温度控制会过高。从工艺上进行合理设想,把吹炼初期的喷水量设置在一个预定值,时间定为60 s,以满足干法转炉冶炼工艺的需要。
(2)设置喷水量补偿系数。蒸发冷却温度的控制会影响烟尘比电阻,在吹炼中、后期投入PID串级控制时,从工艺上考量,按高、低温度区域设置不同的变量输出调节系数,使水流量保持在20~35 m3/h内通过PID自动调节控制,从烟气温度和湿度上调整电除尘器粉尘的比电阻。
(3)增设PI(比例—积分控制调节器)控制模块以修正烟气流量的测量误差。利用炉口微差压和ID风机流量各自PI输出值的比例、积分控制量进行喷水量的调节,防止蒸发冷却温度控制过低,满足蒸发冷却工艺需要。在这里设置了2个功能模块分别控制转炉炉口微差压和ID风机流量的目标设定值,所以烟气流量的理论值可以通过计算得出,公式如下:

式中,Sp——理论计算烟气流量;
POP——炉口微差压调节的变量输出系数;
QO2——转炉冶炼时的平均供氧量。
4.2 设备升级改造
(1)保证蒸汽雾化喷枪的备件质量,喷枪备件长期的技术合作伙伴必须选定一个技术可靠、产品完善、信誉保证的国际一线生产厂家。将蒸汽雾化喷枪喷嘴的喉口设计成嵌入式分离叶片,便于设备保护和拆卸,在运行时能以一定角度的离心力使得喷液形成一次破碎,通过和蒸汽介质的接触后形成二次破碎达到蒸发冷却技术要求的颗粒度和喷射角度;避免喷枪介质管路阀组关闭瞬间形成的气流倒吸或枪头积水、滴汽现象而造成喷嘴头部积灰后引起喷枪堵塞,严重改变喷雾颗粒的均匀程度和分布情况。
(2)在煤气冷却器增设氮气雾化喷枪。在煤气冷却器入口管道上和底部分别安装一支氮气雾化喷枪,向煤气中喷出极细小的水雾,利用水的蒸发潜热,来吸收煤气热量,达到最佳的降温效果。这一级降温目标是把煤气温度控制在90℃以内。同时,从保证煤气冷却器运行安全和降低能耗的角度出发,雾化喷枪的能源介质应选为氮气+中压冷却水。
(3)在煤气冷却器内由下向上设置5只大流量实心锥型螺旋喷嘴。通过饱和换热来吸收煤气热量,这一级降温目标是把煤气温度控制在70℃以内。采用实心锥螺旋喷嘴的优点有2个:①不容易堵塞,从而大大的增强了喷嘴的使用寿命,减少停机检修的次数;②可以产生非常均匀的雾化,达到良好的煤气洗涤和换热的效果。相关工艺运行数据如下:
入口煤气温度<150℃;
出口煤气温度<70℃;
蒸发冷却塔筒体直径×高度:覫3.5×15 m;
气雾冷却耗水量:12 m3/h;
气雾冷却氮气示量:5 m3/h;
饱和冷却耗水量:150 m3/h。
4.3 规范运行操作
4.3.1 严格执行蒸汽雾化喷枪能源介质流量和压力的工艺运行标准
(1)蒸汽是雾化的主要能量来源,蒸汽压力则标志介质能量的大小。蒸汽雾化喷枪调节阀前的蒸汽压力要求控制在0.8~1.0 MPa,工艺流量保持在5~7 t/h。
(2)在一定压力下,喷嘴才能提供特定的水流量。蒸汽雾化喷枪调节阀前的压力要求控制在0.5~0.7 MPa,在冶炼工况稳定的情况下保持水流量稳定在20~35 t/h。
4.3.2 确保蒸汽雾化喷枪的设备维护,按8000炉为标准强制更换蒸汽雾化喷枪的喷嘴。目前,枪头局部堵塞是目前蒸汽雾化喷枪会经常出现的故障,应采用一个月一查的在线分组排比法进行排查。扣除仪表计量误差,若在同一压力条件下单支喷枪的流量超过12支喷枪累计平均值的15%,即判定喷嘴有堵塞现象,必须下线更换。
5 改进效果
(1)转炉炉前没有冒烟事故,LT干法除尘烟囱粉尘排放量≤25 mg/m3,蒸发冷却器年平均板结厚度≤250 mm,每座炉10~12个月安排计划清灰1次。
(2)转炉含尘烟气先经蒸发冷却器冷却、增湿、粗除尘和一次风管自然冷却,再进入煤气冷却器进行冷却和洗涤后,出口烟气粉尘浓度降低到15 mg/m3以下,煤气柜平均进柜温度降低到55~60℃。
(3)采用极限蒸发冷却技术直接冷却到煤气柜要求的温度,保留少量循环水,煤气带水量减少约50%、体积减少20%~30%,提高煤气热值10% ~15%,提高煤气柜缓冲能力和节水。间接提高转炉煤气回收量≥105 m3/t钢,投入后的煤气冷却系统运行工业补充水量减少10 m3/h,月可节约工业净水0.7万t,年可节约炼钢工序运行成本100万元以上。
6 结论
LT干法除尘系统自动化程度高,除尘效果好,煤气回收量高,节水、节电,可实现负能炼钢。
随着LT干法除尘系统在国内钢厂使用的不断深入推广,作为干法除尘工艺控制的核心——干式蒸发冷却,比湿法省去了全部的污水和污泥处理,一直被干法并逐步被半干法工艺广泛采用,给转炉LT干法除尘探索出一条成功的道路。
[1]贾朝卫.转炉干法除尘及烟气回收利用[C].全国能源与热工学术年会,2008
[2]刘晨,施育佳等.转炉干法除尘蒸发冷却系统设计问题分析[J].西宁转炉炼钢会议交流会,2010
[3]张寿康,邬志君等.蒸发冷却器喷射用水流量计算和分析[J].宝钢技术,2008,(1).
[4]代婷蓉.冶炼烟尘比电阻与电除尘器效率的关系[J].冶金丛刊,2004.
[5]怀特H J.工业电收尘[M].成汉译.北京:冶金工业出版社,1984.
[6]张殿印,张学义等.除尘技术手册[M].北京:冶金工业出版社,2002.
The Application of Evaporative Cooling Technology in the LT Dry Dedusting System of Converter
YANGDongwu
(The Steelmaking Plant of Sanming Iron&steel(Group)Co.,Ltd.,Sanming,Fujian 365000,China)
The application of evaporative cooling technology in the LT dry dedusting system of converter and the operating principle and process parameters of steam atomizing lance are introduced.Furthermore,process optimization and equipment modification of evaporative cooling technology in the LT dry dedusting system are discussed,to provide some guide to the operation and maintenance of the LT dry dedusting system.
converter;evaporative cooling;temperature;steam atomizing lance
TQ546.5
B
1006-6764(2013)10-0015-03
2013-05-27
杨东武(1976-),男,2010年毕业于江西理工大学机械制造与自动化专业,助理工程师,现从事除尘工艺方面工作。
猜你喜欢
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
能源工程(2021年1期)2021-04-13
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
生活用纸(2016年6期)2017-01-19
陶瓷学报(2015年4期)2015-12-17
柴油机设计与制造(2015年3期)2015-12-05