
高速栓剂灌封机组的智能检测机构设计
2013-01-31 06:18:36姜林
机电信息 2013年8期
姜 林
(黑龙江迪尔制药机械有限责任公司,黑龙江佳木斯154007)
0 引言
由于栓剂药品是直肠给药,吸收好、见效快,所以深受广大患者和医务人员的欢迎。随着栓剂生产的不断扩大和产品的日益更新,对栓剂设备的要求也更高。本文主要是针对高速栓剂灌封机组的智能检测功能进行了分析和探讨,而栓剂设备的其他智能检测,如故障检测、动力检测等在这里不再赘述。本文着重介绍塑带的自动纠偏、瘪泡检测、装量检测及废品的剔除的智能检测机构设计。
栓剂药品外观的设计非常重要,特别是制版印刷。现在很多栓剂药品都是斜板印刷,这样不仅不美观,有时还会造成切板后印刷的文字不完整。设备有了自动纠偏功能之后,可以让字体和图案竖直排版,保证每一枚栓剂泡形上都有完整的文字和图案,使消费者使用更加方便。
由于塑带(PVC/PE)质量或模具温度不佳,栓剂生产过程中有时可能会出现瘪泡现象,这就需要机构能够及时检测出来,以免造成灌注时冒药情况的发生,保证顺利灌注。
有缺陷的药品不仅要求能及时发现,还要能随时剔除掉,以免混入成品当中,这就要求栓剂设备不仅灌装精度高,而且还要具备实时检测的能力,而装量检测装置就可以在线进行跟踪监测。
1 检测原理
1.1 自动纠偏
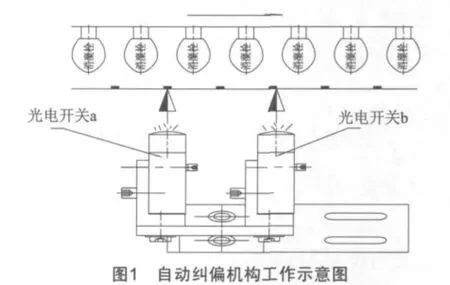
塑带(PVC/PE)在印刷过程中由于印刷精度不准而造成尺寸的误差和偏移,还有的塑带在制栓壳的过程中会有拉伸,这些都会使制出的栓壳泡上的文字和图标移位,影响成品的美观。自动纠偏机构通过光电开关检测塑带上的色标,可以随时纠偏,补偿错位,使之更加美观。自动纠偏机构工作示意图如图1所示。
1.2 瘪泡检测
由于塑带(PVC/PE)质量或模具温度不佳,栓剂生产过程中有时会出现瘪泡现象,瘪泡检测机构利用杠杆及光电原理,通过光电开关这就需要对其进行检测。瘪泡检测机构工作示意图如图2所示。

1.3 装量检测
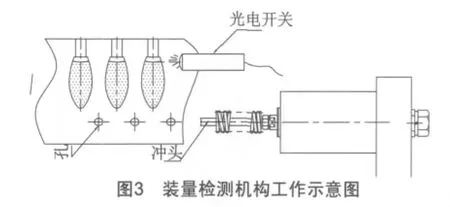
灌注后的定量药液需要检测,确认是否达到要求。装量检测机构是通过光电开关对液位的表面进行测定,以此来判断其计量是否准确。装量检测机构工作示意图如图3所示。
1.4 剔除机构
检测后不合格的药品通过剔除机构进行甄选。此机构是翻板机构,不合格药品会在前段打孔作为标记,经过光纤开关检测后,确认废品进行筛选并剔除。剔除机构工作示意图如图4所示。

2 检测机构设计
2.1 自动纠偏机构的设计
印刷好的塑带下端带有色标,印刷的字体和色标间距必须和栓剂的泡壳间距相同。纠偏机构的光电开关位置可调,如图1中a、b开关位置。如a开关照到色标的中部,调整b开关使之照到色标的边缘,在塑带在每一次送带后,色标就会向右微进。a或b光电开关照到色标后,就会发出脉冲指令,电磁阀控制气缸动作,夹带钳回拉,把光标再拉回光照区域。当经过3~4次送带后,光标又会进入光照区域,夹带钳接到信号后再次回拉,如此反复,完成纠偏。这样就保证了塑带上的文字和图案精准地印在泡形上。
2.2 瘪泡检测机构的设计
当带有瘪泡的栓壳塑带被送到瘪泡检测工位时,由于泡形不饱满,检测尼龙块在弹性的作用下复位,光电开关熄灭,接收到一个脉冲信号,即表示有一个或若干个瘪泡通过。如果连续多个瘪泡产生,光电开关保持熄灭状态,表示有连续瘪泡产生。瘪泡的栓壳带在灌注位置被自动识别不灌注,打孔机构会在栓壳带瘪泡位置的下部打孔标识。
2.3 装量检测机构的设计
栓壳带在灌注工位灌好药液后,进入到检测工位。装量检测机构中的光电开关可调上下、前后位置,并能调整其角度。将开关调整前后距离,使其与泡形相距1 mm左右,再调整开关上下位置使其照到液位的凹切面位置即可。当药液的装量不足时,液位表面低于调整位置,光电开关发出脉冲信号,表示药品装量不足,打孔机构会在壳带的下部打孔标识。
2.4 剔除机构设计
灌装药液的药品经过冷却固化后进入封口工序,如果存在瘪泡和装量不合格的产品,栓壳带下端会有打孔作为标志。当带有孔的栓壳带经过一对光纤开关时,光会透过孔照到对面,另一个开关接到脉冲信号,表示有不合格品通过。翻版机构接到信号,电磁阀驱动气缸动作,把翻板打开,将不合格品剔除。
3 结语
高速栓剂设备效率高、速度快,如果用人工检测的话,将浪费大量的人力,增加工人的劳动强度,产品的质量也得不到充分的保证。采用智能检测机构不仅减少了人力,也大大地减轻了工人的劳动强度,提高了劳动效率,同时产品质量也得到了保证,给企业创造了可观的经济效益。
[1]张兴会,赵杰,代方远,等.热药灌注机及其智能控制系统设计与实现[J].计算机测量与控制,2008,16(11)
[2]谷兆麟,赵杰.C8051F350在热药灌注机中的应用[J].天津工业大学学报,2006,25(4)
猜你喜欢
商品与质量(2020年33期)2020-11-07 02:19:42
人人健康(2019年10期)2019-10-14 03:25:12
科技视界(2019年36期)2019-01-10 06:57:52
现代商贸工业(2018年31期)2018-12-08 11:17:54
电子测试(2017年11期)2017-12-15 08:56:50
时代农机(2016年11期)2016-04-05 05:08:50
国防制造技术(2016年2期)2016-03-12 17:34:26
中国工程咨询(2016年7期)2016-02-13 03:00:18
解放军医院管理杂志(2015年2期)2015-03-20 09:32:16
首都食品与医药(2014年22期)2014-04-05 10:42:13
