废弃液体包装盒纤维回收及性能分析
2013-01-29 02:56:12张素风孙召霞梅星贤
陕西科技大学学报 2013年3期
张素风, 孙召霞, 梅星贤, 王 森
(陕西科技大学 轻工与能源学院 陕西省造纸技术及特种纸品开发重点实验室, 陕西 西安 710021)
0 引言
废弃液体包装盒是由纸、聚乙烯塑料和铝箔复合而成的高湿强包装材料[1,2],具有很高的回收再利用价值.其中纸占整个复合材料的70%以上,是液体包装材料的基材,用于提高纸盒的强度与硬度,并有避光的作用.回收其中的优质木浆用于造纸,是废弃液体包装盒再利用的首要工作.
由于液体包装盒的纸基层与塑料是热粘合的,层间没有粘合剂,因而可以通过水力碎解来达到纸浆的分离和回收[3-6].将这种废弃材料放入纤维解离器中,凭借转子转动所产生的剪切力与液压力,使其产生摩擦和挤压;同时纸浆中的纤维会吸收水润胀,分离成纸浆和铝塑薄片.本文通过考察不同解离工艺下,回收的纤维得率,确定纤维回收工艺.并对回收纤维的形态、原料种类及相关配比,以及回收过程可能造成的损伤等进行研究.
1 实验
1.1 实验材料、仪器
废弃液体包装盒为250 mL的“特仑苏”砖型包装,将包装盒拆开备用.
实验仪器为:1107型浆料纤维疏解器;ZQS5型平板立式高频振动筛;法国TECHPAP Morfi compact纤维分析仪;S400A型FBRM(Focused Beam Reflectance Measurement)在线颗粒度分析仪.
1.2 实验方法
将原料裁剪成不同尺寸的小片,并与水溶液按照一定比例加入到纤维解离器中,在不同碎解转数、碎解温度条件下,将材料解离开.解离结束后将纸浆放入筛浆机中筛选,用宽2 mm的孔筛去除铝塑片,然后再用0.25 mm缝筛筛选,进一步去除杂质,最后测定纸浆纤维得率和铝塑得率.
1.3 纤维得率和铝塑得率的计算公式:
纸浆得率的计算公式:
S=m1/M
(1)
铝塑得率的计算公式:
P=m2/M
(2)
式中:S—纤维得率;m1—回收的纤维总质量;m2—回收的铝塑总质量;M—实验所用包装盒原材料的总质量.
1.4 检测与分析
取适量的回收纤维,采用Morfi compact纤维分析仪,测量纤维的长、宽、分丝帚化、断根、弯曲、扭结和细小纤维含量等;取回收纤维1 g(绝干量),稀释到浓度为0.5%,使用FBRM颗粒度分析仪观察浆料中铝粉颗粒的附着情况.
2 结果与讨论
2.1 不同回收工艺对纤维得率和铝塑得率的影响
由于液体包装盒的纸板和塑料之间采用的热粘合,没有其他粘合剂,所以在水力碎解过程中,随着转子转动所带来的机械力及水对纤维的润胀作用,使得纸和塑料之间产生脱离,形成纤维和铝塑复合材料.实验过程中发现,不添加任何化学药品,使用纤维解离器就可以达到液体包装盒中的纸基层碎解成浆.在解离和筛浆过程中,有少量纤维粘附在铝塑膜上,经洗涤和筛选后仍不能剥离.本文在无化学药品添加的条件下,采用纤维解离器,考察原料尺寸、解离转数、解离温度、固液比对纤维得率和铝塑得率的影响.
2.1.1 原料尺寸对纤维得率和铝塑得率的影响
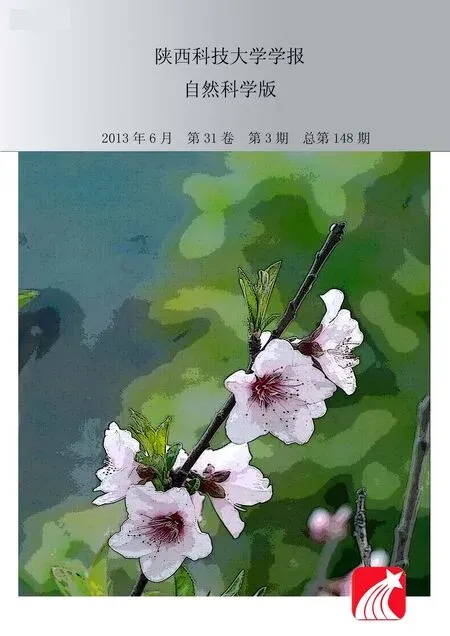
在纤维解离器的运转过程中,不同尺寸大小的包装盒小片会产生不同的摩擦和分离效果,影响纤维和铝塑复合物得率.在固液比为10 g∶2 000 mL,温度为50 ℃,转数为2 000转条件下,纤维得率和铝塑复合物得率随原料尺寸的变化如图1所示.
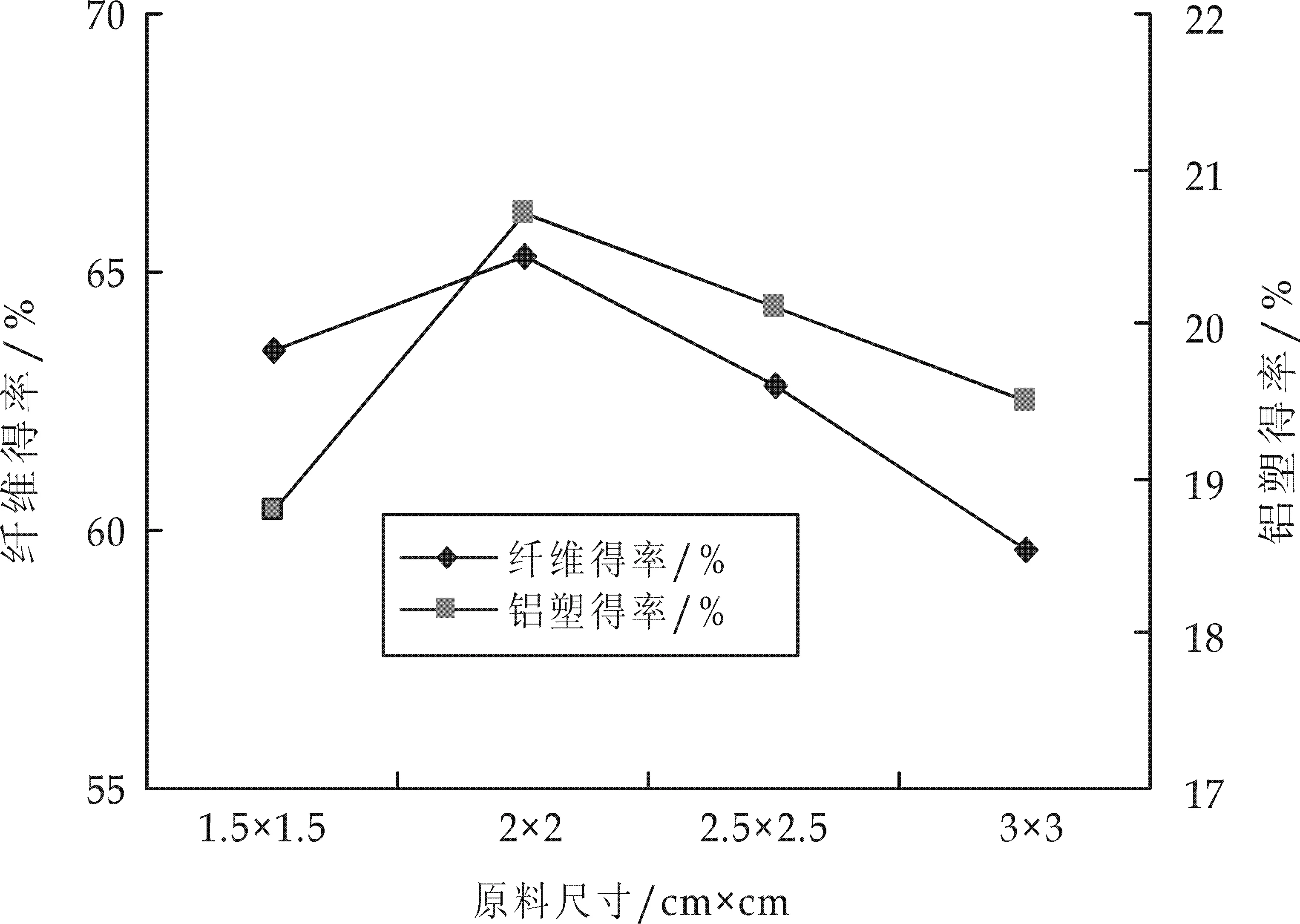
图1 原料尺寸对纤维得率和铝塑复合物得率的影响
从图1可以看出,原料的尺寸为1.5×1.5 cm时,纤维得率为63.5%,铝塑复合物得率最低为18.8%.原料的尺寸为3×3 cm时,纤维得率最低仅为59.6%,铝塑复合物得率也不高.原料的尺寸在2×2 cm时,纤维得率最大,为65.3%,铝塑得率也最大,为20.7%.因此,当原料尺寸为2×2 cm时,纤维和铝塑复合物的回收效果最好.
2.1.2 疏解转数对纤维得率的影响
疏解转数的大小也是影响纤维回收的重要因素.转数过低,机械作用较弱,纤维得不到很好的分离,得率也较少;转数过多,既耗费了功率,又增加了纤维的损害程度,铝塑的破坏也会增加.这会使得纤维中含有大量的铝粉和塑料小碎屑,最后会影响成纸性能.
在固液比为10 g∶2 000 mL,温度为50 ℃,原料尺寸为2×2 cm的条件下,纤维得率和铝塑复合物得率随解离转数的变化如图2所示.
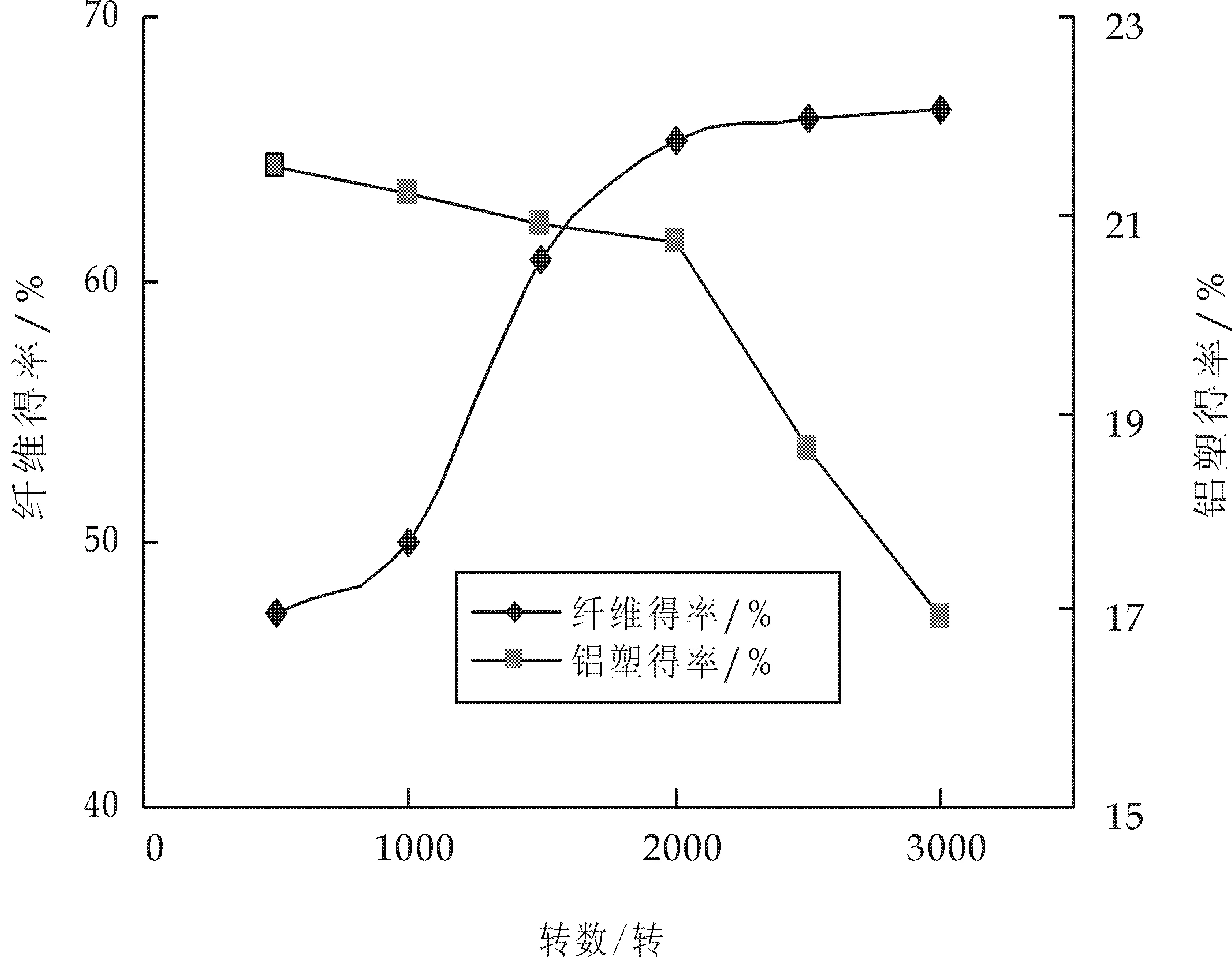
图2 解离转数对纤维得率和铝塑复合物得率的影响
从图2可以看出,纤维得率随着转数的增加不断上升,转数在2000转时纤维得率为63.5%,继续增加转数,纤维得率增加速率不明显.在2 500转时纤维得率为66.2%,3 000转纤维得率为66.5%.铝塑复合物得率在500~2 000转时,只有略微下降,500转时,铝塑复合物得率为21.5%;2 000转时,铝塑复合物得率为20.7%;当转数达到2 500转甚至更高,铝塑复合物得率减少非常明显.综合考虑,转数在2 000转时,解离效果很好.
2.1.3 解离温度对纤维得率和铝塑得率的影响
碎浆时温度的高低会影响到纸基层中纤维的润张速度,进而影响到纸基层的解离速度.
在固液比为10 g∶2 000 mL,转数为2 000转,原料尺寸为2×2 cm的条件下,纤维得率和铝塑得率随解离温度的变化如图3所示.
图3 解离温度对纤维得率和铝塑复合物得率的影响
从图3可以看出,在20~50 ℃时,纤维得率有较高的增加,20 ℃时,纤维得率为63.4%,50 ℃时,纤维得率为65.3%.温度在50 ℃以后,纤维得率变化不明显,而铝塑复合物得率下降明显.温度60 ℃时,铝塑复合物得率仅为18.7%.因此对纤维解离来说,50 ℃是一个很理想的温度.
2.1.4 固液比对纤维得率和铝塑得率的影响
原料的解离过程指的是纸板在水的剪切力和纤维之间的摩擦力作用下解离成为单根纤维的过程.因而,固液比会影响包装盒小片之间的相互摩擦和浆料在纤维解离器中的循环状况.在转数为2000转,温度为50 ℃时,原料尺寸为2×2 cm的条件下,纤维得率和铝塑复合物得率随固液比的变化如图4所示.
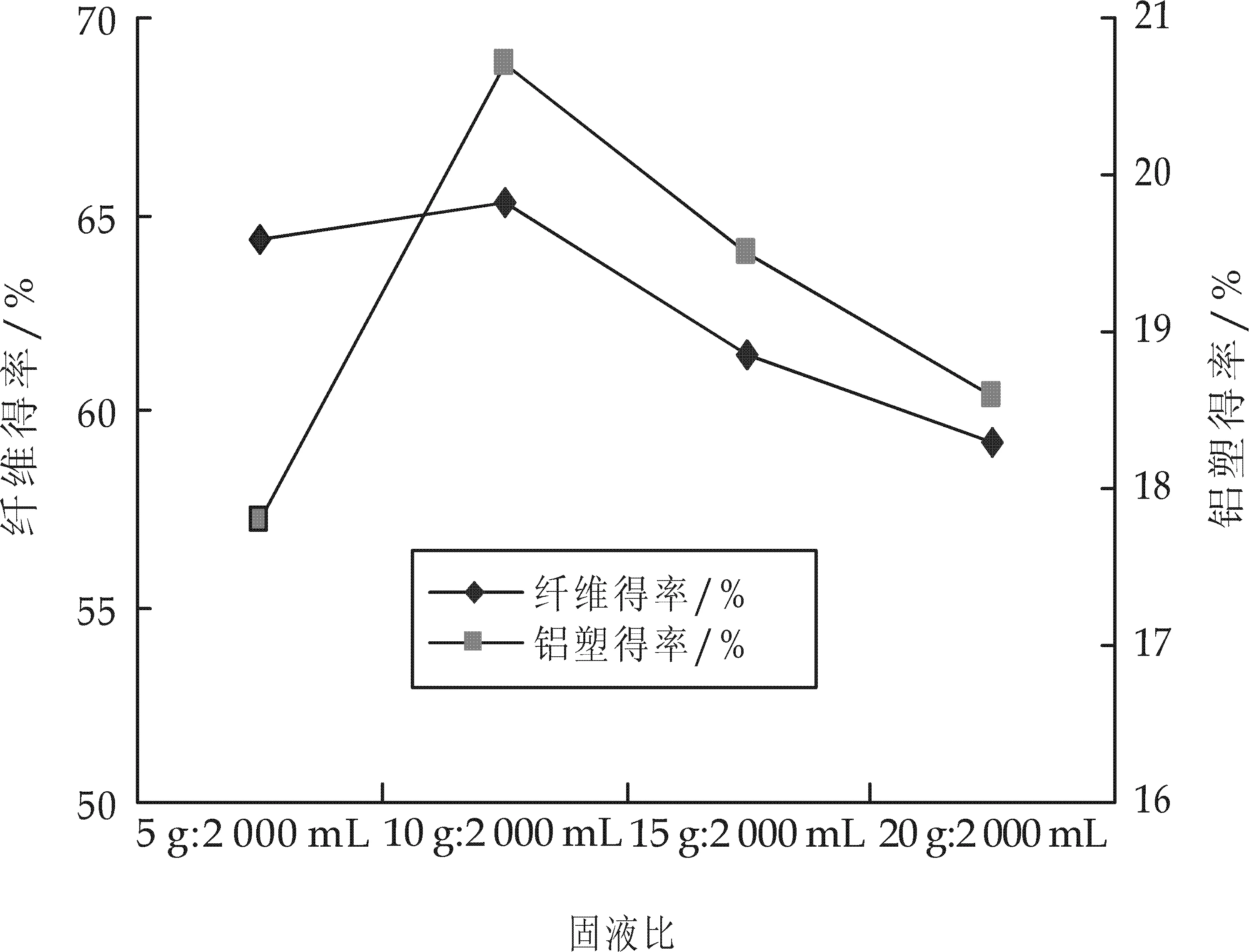
图4 固液比对纤维得率和铝塑复合物得率的影响
从图4可以看出,固液比过低,铝塑复合物破损严重,得率较低,在固液比为5 g∶2 000 mL时,铝塑得率为17.8%.当固液比为10 g∶2 000 mL时,纤维得率和铝塑复合物得率都较高,继续增加固液比,纤维得率和铝塑复合物得率又逐渐降低.因此,实验得到固液比为10 g∶2 000 mL时效果较好.
以上实验可以得出,原料尺寸大小、解离转数、解离温度、固液比都不同程度影响着纤维回收,同时造成铝塑复合物的损失.由于废弃包装盒中纤维纸浆占70%,通过分析纤维得率可以看出,当纤维得率在65%时,回收得到的纤维占到实验所有包装盒原料中纤维总量的93%.因此,在实验室解离条件下,可以通过水力解离有效实现纤维的回收.从纤维得率和铝塑复合物得率综合考虑,解离的最佳工艺为:原料尺寸2×2 cm,转数2 000转,温度50 ℃,固液比10 g∶2 000 mL.
2.2 再生纤维的形态观察和特性分析
在纤维回收的最佳工艺条件下,取出少量回收得到的纤维,对其进行形态观察和特性分析.同时观察在碎解和筛选过程中,铝塑复合物破损产生的颗粒状铝粉杂质在纤维表面的附着情况.
2.2.1 Morfi compact纤维分析
废弃液体包装盒原纸板作为铝塑复合材料的主体,纤维本身具有优良的质量[7-10]. 通过法国TECHPAP的Morfi compact纤维分析仪,可以同时观察到回收纤维的形态,如图5所示.虽然仪器的分辨率较低,但统计结果还是能看出,纤维长短不一,形态良好.
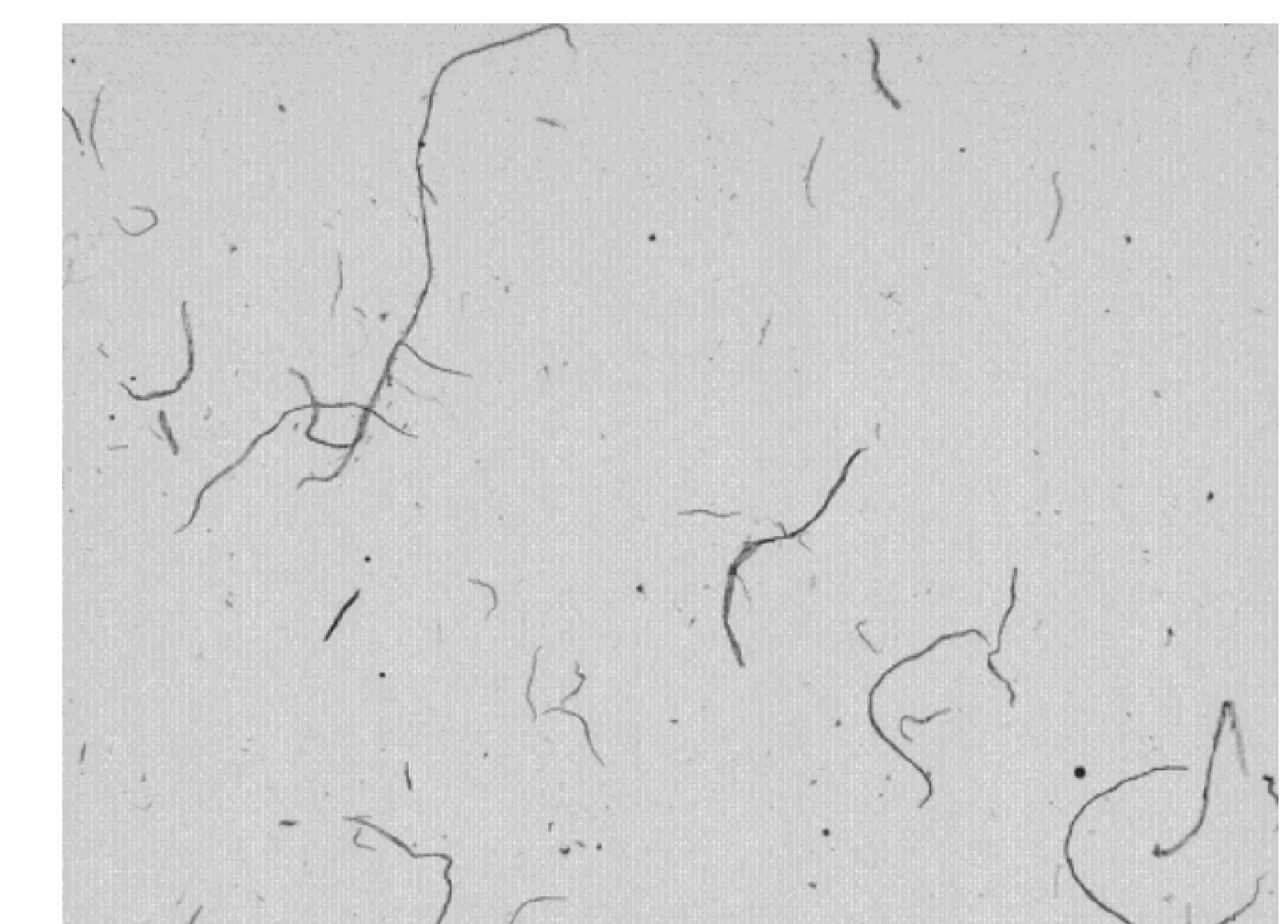
图5 Morfi compact纤维分析仪下回收纤维的形态图
对此时的纤维进行统计测量,得到纤维的长、宽、分丝帚化、断根、弯曲,扭结、细小纤维含量等平均参数值,如表1所示.
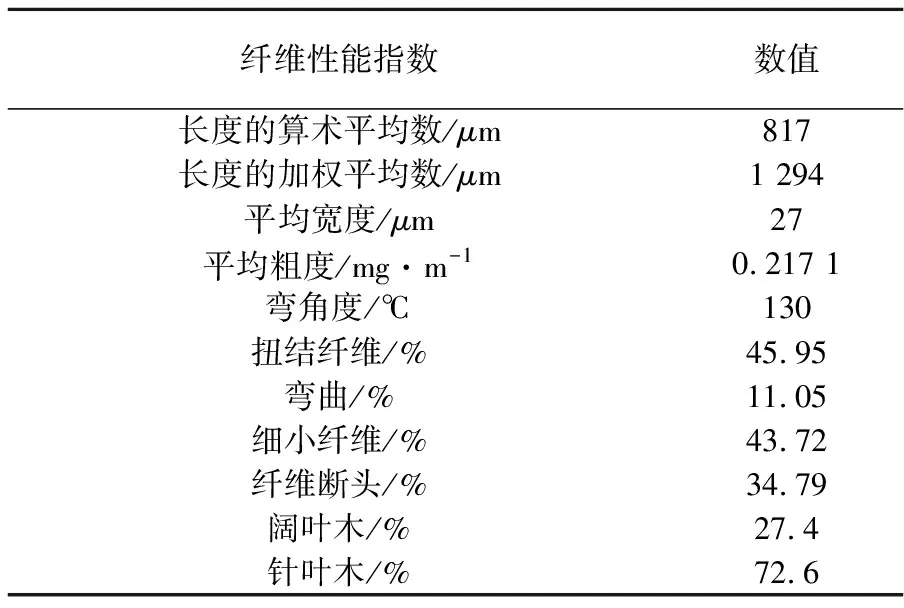
表1 Morfi compact 纤维分析仪测试结果
从表1可以看出,浆料中针叶木和阔叶木分别占72.6%和27.4%,纤维的长度加权平均值为1 294μm,测量过程中系统显示,最长的纤维达到3 mm以上;纤维平均宽度为27μm,可以得出纤维具有较好的抗张和撕裂性能.回收的纤维平均粗度为2 171 mg·m-1,说明纤维硬度较强.纤维弯曲程度为11.05%,回收的纤维不易形成较大絮聚团而影响纸张的匀度.细小纤维含量为43.72%.解离过程会对纤维造成损伤,产生断裂,断裂纤维含量为34.79%.可以认为,废弃液体包装盒的纸板由优良的长短纤维配抄而成,其中长纤维、刚度高的针叶木浆为主要原料,混用部分阔叶木浆.通过对回收纤维平均长度、平均宽度和平均粗度等指标的测量,可以看出回收的纤维品质较好,具有很高的再利用价值.
2.2.2 颗粒度分析(FBRM)
解离过程中,由于原料的循环和相互之间的摩擦,会导致铝塑复合物的部分破损.利用颗粒度分析仪(FBRM)[11,12]可以观察不同转速下纤维分散和铝塑粉点在纤维上的附着情况.图6为转速分别在300、400、500 r/min时,纤维分散和铝塑粉点在纤维上的附着情况图.
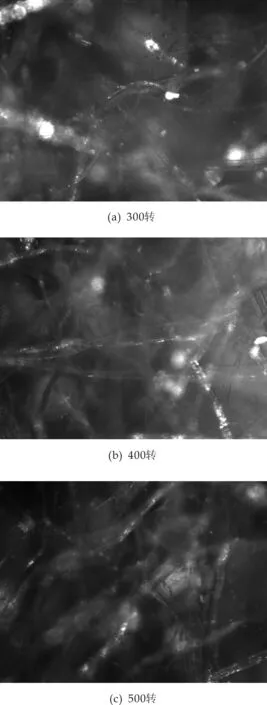
图6 不同解离转数条件下纤维上的铝粉点的FBRM图
从图6可以看出,解离过程中,铝塑发生破损产生的铝塑颗粒(图片中的亮点为铝粉颗粒)会附着在回收纤维上.由图6(a)可看出,转速为300 r/min时,附着在纤维上的颗粒较多,纤维分散效果较差,这可能是由于铝塑颗粒使纤维发生缠结,不利于纤维的分散.从图6(b)中可看出,转速为400 r/min时,附着在纤维上的颗粒也较多,纤维的分散效果也不是很好.转速为500 r/min时,图片中的亮点少了很多,纤维分散的也比较理想,如图6(c)所示.因此,随着转速的增大,铝塑颗粒在纤维的附着越少,纤维分散越好.
3 结束语
(1)废弃液体包装盒在不添加任何化学药品的情况下,通过水力解离可以将原料中的纤维有效地分离出来,同时会有一定程度铝塑复合物破损.最佳的解离工艺条件为:原料尺寸2×2 cm,转数2000 r/min,温度50 ℃,固液比10 g∶2 000 mL.
(2)废弃液体包装回收纤维具有良好的纤维形态,由针叶木和阔叶木配抄而成.回收的纤维会有铝塑颗粒的附着,铝塑颗粒的附着越少,纤维分散越好.
[1] 王 莉.利乐包的印制及回收工艺探讨[J].包装工程,2006,27(3):79-81.
[2] 崔忠伟.废弃纸基复合包装再生利用技术的探讨[J].上海造纸,2009,40(3):62-67.
[3] 李宗全.无菌纸包装在制浆造纸厂的回用[J].中华纸业,2008,29(6):64-67.
[4] 张素风,梅星贤,张璐璐.废旧无菌复合包装材料铝塑分离技术研究进展[J].中国造纸,2012,31(2):65-67.
[5] Hans Johansson,Paul W Ackermann.Method of recovering individual component parts from packaging material waste[P].United States Patent:5421526,1995-06-06.
[6] Cristina MA Lopes, Maria Isabel Felisberti. Composite of low-density polyethylene and aluminum obtained from the recycling of postconsumer aseptic packaging [J].Journal of Applied Polymer Science,2006,101(5):3 183-3 191.
[7] 杨懋暹.液体复合软包装原纸板的开发[J].中华纸业,2006,27(10):39-41.
[8] 陈启杰.软包装及其原纸板的市场展望[J].中华纸业,2003,24(1):55.
[9] 韩 巍.液体复合软包装原纸板概述[J].黑龙江科技信息,2007,10(16):7.
[10] 关 言.我国软包装市场极具发展潜力[J].中国包装工业,2006,14(3):35.
[11] 张本山,陈福泉,赵永青,等.聚焦光束反射分析仪测定淀粉颗粒粒径分布[J].华南理工大学学报,2010,13(4):59-64.
[12] 张 杰,徐婵娟.测量絮凝作用的一种工具——聚焦光束反射测量仪[J].天津造纸,2009,31(2):32-39.
猜你喜欢
探测与控制学报(2023年4期)2023-09-12 07:26:12
包装工程(2023年14期)2023-07-25 07:02:50
小学生学习指导(高年级)(2021年3期)2021-04-06 08:49:42
学生天地(2019年36期)2019-08-25 08:59:28
汽车观察(2019年2期)2019-03-15 06:01:00
探测与控制学报(2017年1期)2017-03-23 06:29:57
童话世界(2016年11期)2016-08-24 05:39:22
当代化工研究(2016年9期)2016-03-20 16:22:08
小天使·三年级语数英综合(2015年5期)2015-06-06 05:47:50
中国建材科技(2012年6期)2012-09-01 02:10:32