
不锈钢纤维水刺非织造材料抛物面天线基材的制备及性能研究
2013-01-15 10:02郭晓彤殷保璞靳向煜东华大学产业用纺织品教育部工程研究中心上海201620
产业用纺织品 2013年1期
郭晓彤 殷保璞 靳向煜(东华大学产业用纺织品教育部工程研究中心,上海,201620)
目前普遍使用的雷达天线是抛物面天线,其反射主面材料主要是铁、铝锌合金和钼镀金等,但随着适应各种地区环境的需要,传统雷达天线的缺点逐渐凸现,如对金属热定型加工困难、质量大、易变形、在潮湿环境中易锈蚀等。因此,需要开发新型的天线面板材料。
本试验采用不锈钢纤维气流成网和水刺加固工艺制成具有可塑性基材,再通过环氧树脂定型加固,形成抛物面天线面板材料。该新型抛物面天线材料便于定型加固,并具有强度高,不易变形,在雨、雪潮湿环境下不易锈蚀,以及在长期工况条件下保持信号优质接受、免维护等优点。此外,由于不锈钢纤维水刺非织造材料的面密度相对较低,使成型天线质量轻,便于携带,适合野外和军队使用。
1 抛物面天线基材制备
1.1 原料及基本性能
(1)不锈钢纤维:平均长度54.30 mm,平均直径8 μm,平均断裂强力 8.5 cN,平均断裂伸长率5%,平均初始模量2.33 N/tex。
(2)环氧树脂:E44型环氧树脂,与固化剂的质量配比为(3~4)∶1,20~25℃下的固化时间2~3 h,40~45 ℃下固化时间 0.5 h,达到最佳固化性能时间48 h。
1.2 加工工艺路线
抛物面天线基材的制备工艺是:不锈钢纤维→气流成网→水刺加固→干燥→树脂成型。
1.2.1 成网工艺
不锈钢纤网铺制采用气流成网的方式,其主要原因是:不锈钢纤维密度大,若采用梳理成网,纤维很难被刺针梳理,且机械梳理会对纤维造成损伤,不利于纤维的缠结;不锈钢纤维基本无卷曲,梳理后纤维难以形成纤网[1]。
气流成网过程中,不锈钢纤维在刺辊离心力和气流联合作用下,基本呈单纤维状从锯齿上脱落,在气流的作用下凝聚在成网帘上,形成三维杂乱排列的纤网。
气流成网采用Rando-40型气流成网机,其工艺参数为:工作幅宽1 m,刺辊速度1 600 r/min,出网速度93 r/min,喂入速度115 r/min,斜帘速度362 r/min。
1.2.2 加固工艺
不锈钢纤维本身延伸率低、强度高[2],采用针刺加固的方法会使纤维断裂,影响纤维缠结效果。不锈钢纤维在气流成网时,由于刺辊的打击纤维会产生一定的断裂[3],水刺法加固纤网为柔性加固工艺[4],可避免不锈钢纤维的进一步断裂。采用Fleissner水刺实验机进行水刺加固,其工艺参数为:工作幅宽0.5 m,水刺头数2头,水刺针针孔密度16个/cm,水刺针孔径0.1 mm。
在水刺加固过程中,有很多因素都会影响非织造材料的断裂强力。本试验分别改变水刺压强、输网速度和水刺道数三项因素的参数,对不锈钢纤网进行加固,并测定不同条件下制得的不锈钢纤维水刺非织造材料的纵横向断裂强力。
三组试验设定的参数是:
(1)在输网速度2 m/min、水刺道数1道的条件下,改变水刺压强,分别设定为 10、11、12、13、14、15 和16 MPa;
(2)在水刺压强12 MPa、水刺道数1道的条件下,改变输网速度,分别设定为2、5和10 m/min;
(3)在水刺压强12 MPa、输网速度2 m/min的条件下,改变水刺道数,分别设定为 1、2、3、4和6道。
1.2.3 树脂成型固化
在实际操作中,抛物面天线面板强度的主要影响因素是树脂涂层的黏合加固强度,不锈钢纤维水刺非织造材料强度主要是影响树脂涂层对纤网涂覆的难易度和覆盖均匀度。
本试验使用E44型普通环氧树脂和配套的固化剂对不锈钢纤维水刺非织造材料进行成型和加固,具有高强度,耐高、低温(-30~200℃),耐介质(油、水、酸、碱),耐老化等优点。试验在25℃下进行,树脂∶固化剂 =3.5∶1(质量比),2.5 h 后固化,48 h后达到最佳的固化性能。使用板刷、刮板对不锈钢纤网进行均匀的涂抹,常温固化。由于不锈钢纤维水刺非织造材料是柔性材料,在模具上很容易成型,定型加工工艺简单。成型后常温放置48 h,待达到最佳固化性能后在抛物面表面加涂树脂层,以保证面板表面光洁。
2 屏蔽性能测试
当电磁波辐射到材料上时,会在材料界面发生反射和透射,当电磁波透射量很小时,则反射能量很大。电磁波在材料中的传播过程如图1所示[5]。含不锈钢纤维的材料电磁屏蔽效果主要取决于反射衰减[6],因此可通过测试材料的屏蔽性能来间接反映材料对电磁波的反射性能。
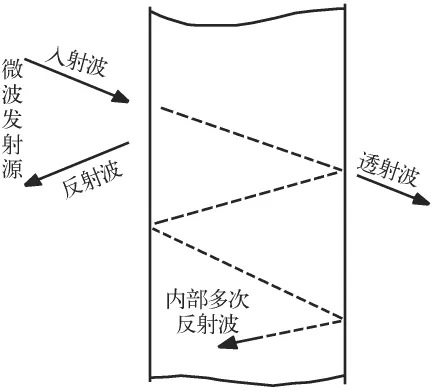
图1 电磁波在材料中的传播过程
2.1 仪器
选用北京广顺和科技开发中心开发的GSH-06型微波辐射测量仪。使用方法为:放置辐射源于测试窗口上,在辐射源开启时通过显示屏读取数值,其中数值为真实值的比较值,无单位。
2.2 试验方案
试验采用手机作为辐射源,手机拨通状态为辐射源信号开启,对手机进行不同材料包覆,测定其辐射值的变化。具体方案是使用诺基亚E71及飞利浦X100型号手机作为辐射源,测量其在无包覆、包覆一层不锈钢纤维水刺非织造材料、包覆三层不锈钢纤维水刺非织造材料、包覆三层涂层不锈钢纤维水刺非织造材料、包覆铝合金材料情况下的屏蔽性能。铝合金材料与三层涂层不锈钢纤维水刺非织造材料体积相同。
3 结果与分析
3.1 水刺工艺参数与不锈钢纤维水刺非织造材料强力的关系
图2、图3和图4分别为水刺压强、输网速度、水刺道数与不锈钢纤维水刺非织造材料纵横向断裂强力的关系。用HD026N电子强力试验仪参照标准GB/T24218.3—2010进行测试。
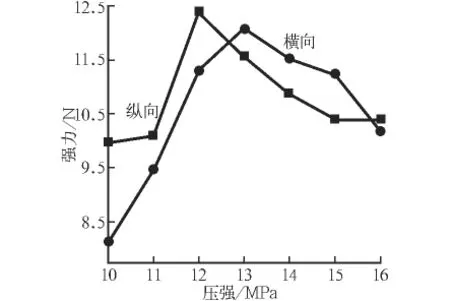
图2 水刺压强与断裂强力的关系曲线

图3 输网速度与断裂强力的关系曲线
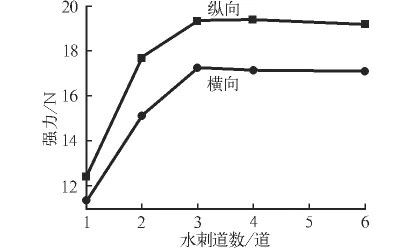
图4 水刺道数与断裂强力的关系曲线
由图2可见,随着水刺压强的提高不锈钢纤维水刺非织造材料的纵横向断裂强力都呈现先升高后降低的趋势,并分别在12和13 MPa时达到最高值。主要原因是:随着水刺压强的增高,纤维在水柱的冲击下缠结效果不断加强,表现为水刺非织造材料的断裂强力显著增高;而随着水刺压强的进一步增大,不锈钢纤维开始出现被水柱冲散的情况,缠结效果因此而开始减弱,表现为水刺非织造材料断裂强力呈现下降的趋势。本试验最终将加固工艺的水刺压力设定为12 MPa。
由图3可见,输网速度的提高使不锈钢纤维水刺非织造材料纵横向断裂强力均呈现下降趋势,主要原因是不锈钢纤网在单位时间内受到的水刺能量减少,纤维间缠结效果减弱。本试验最终将加固工艺的输网速度设定为2 m/min。
由图4可见,随着水刺道数的增加不锈钢纤维水刺非织造材料的纵横向断裂强力都呈现先升高后平缓的趋势。原因是一定程度的增加水刺道数有助于不锈钢纤网的缠结,而水刺道数过多时反而会对纤网中纤维造成损伤,无益于水刺非织造材料强力的增加。本试验最终将加固工艺的水刺道数设定为3道。
3.2 不锈钢纤维水刺非织造材料结构分析
水刺工艺是通过水针直接冲击力及反射水流作用力的双重作用使得纤网中的纤维发生位移、穿插、缠结抱合,进而形成无数的机械结合。纤维的基本缠结形式有如图5所示的三种形式:(a)纤维与纤维锁链型缠结;(b)单一纤维弯折插入杂乱纤维中产生缠结;(c)纤维杂乱排列产生缠结。
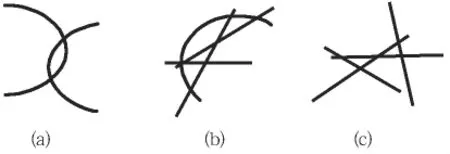
图5 非织造材料纤维基本缠结形式
不锈钢纤维水刺非织造材料缠结的基本形态见图6。选取材料试样任意10处位置拍摄SEM照片,发现材料中纤维的缠结形式主要为图5中(b)和(c)两种,其中(c)形态(即纤维杂乱排列)为主要缠结形态,未发现材料中存在(a)形态。分析其主要原因是不锈钢纤维相对于其他高聚物纤维或天然纤维强度高、延伸率低、初始模量大,且其自身无卷曲,故难以形成(a)形态的缠结。
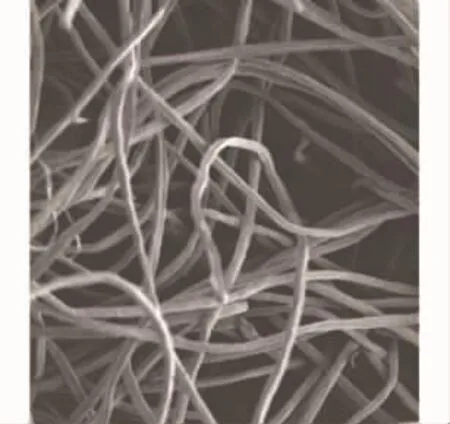
图6 不锈钢纤维水刺非织造材料纤维基本缠结形态
在不锈钢纤维水刺非织造材料的拉伸试验中发现,承担绝大部分拉伸力的是材料中纤维的缠结强力,而非材料内部纤维本身的强力。由于不锈钢纤维自身性质的影响,材料在受到外力作用时,纤维与纤维间产生滑脱,直至材料完全断裂,而不锈钢纤维本身仍未发生断裂。不锈钢纤维水刺非织造材料经拉伸后的纤维缠结形态见图7。
3.3 屏蔽性能分析
电磁波屏蔽性能测试结果见表1。
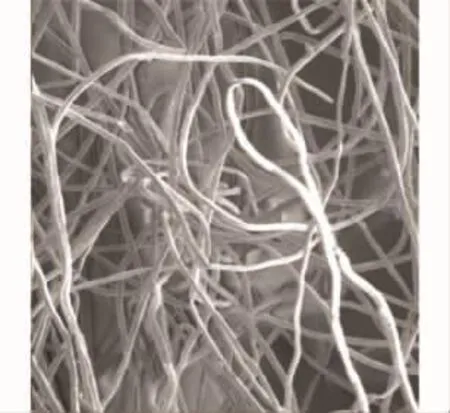
图7 不锈钢纤维水刺非织造材料拉伸后纤维缠结形态
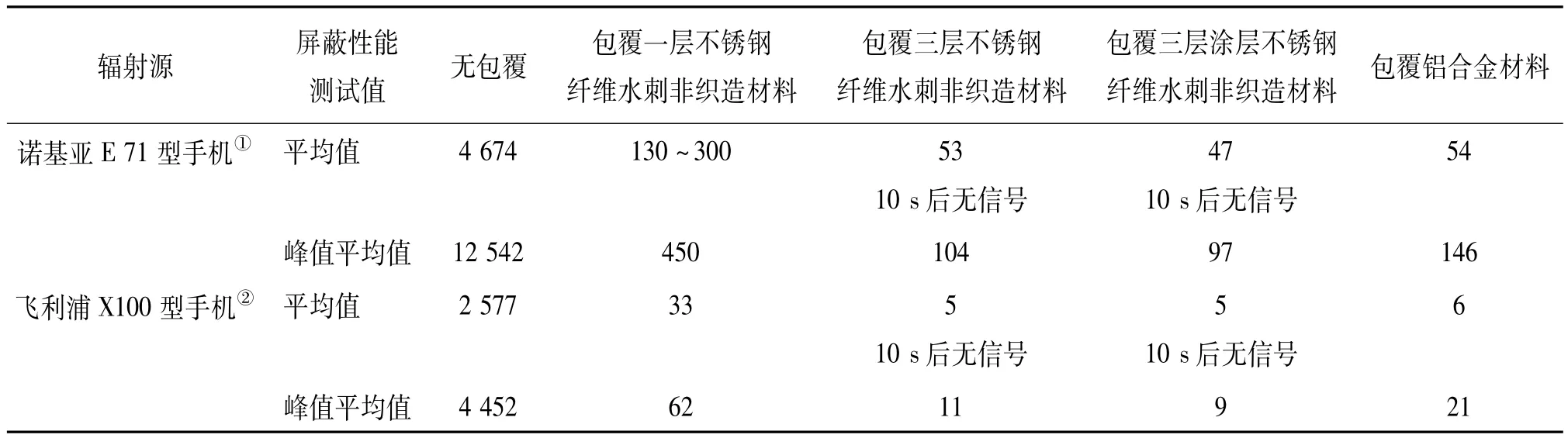
表1 电磁屏蔽性测试结果
通过对两种不同品牌手机和在不同环境中的测试可以明显看到:树脂涂层不会影响材料的屏蔽性能;涂层不锈钢纤维水刺非织造材料与铝合金材料有基本相同的屏蔽性能,甚至会略微高出铝合金材料。主要原因是加工不锈钢纤维水刺非织造材料用的纤网为三维结构,使电磁波在纤网内部产生多次反射,达到良好的电磁波屏蔽性,即具有很好的反射电磁波的性能。
经测量,涂层不锈钢纤维水刺非织造材料与铝合金材料在同体积的情况下,前者的质量仅为后者的一半,因此在同等条件下制成的抛物面天线前者具有质量轻、隐蔽性能好的特点,适合生产便携性抛物面天线。
4 结论
(1)不锈钢纤维是一种有较高强度和较好韧性的金属纤维,经过气流成网和水刺加固形成的不锈钢水刺非织造材料仍然为柔性材料,加工时无需高温加热,即可形成各种角度和大小的抛物面,且最终可以通过环氧树脂涂层使材料定型加固成为抛物面天线面板。
(2)试验确定不锈钢纤网的水刺加固工艺参数为:预湿压强5 MPa,主水刺压强12 MPa,输网速度2 m/min,正、反3道水刺。在该工艺条件下制得的材料纵向和横向强力分别为12.40和11.37 N,纵向和横向断裂伸长分别为78.4和81.35 mm。
(3)不锈钢纤维水刺非织造材料缠结基本形式主要为单一纤维弯折插入杂乱纤维中产生的缠结及纤维杂乱排列产生的缠结,材料在拉伸过程中纤维与纤维之间滑脱分离,不锈钢纤维本身不断裂。
(4)不锈钢纤维水刺非织造材料为三维结构,其电磁波反射性能好,制成达到同等能力的抛物面天线面板的质量比用其他材料制成的面板的质量轻。
(5)不锈钢纤维水刺非织造材料与树脂复合制成的抛物面天线基材,可以有效地避免潮湿环境下雷达天线容易生锈的问题,便于在深山中使用。
[1]宋红,王绍斌,王晓梅.不锈钢金属纤维的纺纱性能研究[J].西安工程科技学院学报,2003(4),291-295.
[2]倪广菊,张毅.不锈钢纤维性能及在纺织工业中的应用[J].中国纤检,2005(2):46-47.
[3]王延熹.非织造布生产技术[M].上海:中国纺织大学出版社,1998:92.
[4]JOHN P,McCULLOCH G,TSAI P.非织造布技术发展新趋势[J].产业用纺织品,2002,20(1):6-9.
[5]ROH J S,CHI Y S,KANG T J,et al.Electromagnetic shielding effectiveness of multifunctional metal composite fabrics[J].Textile Research Journal,2008,78(9):825-834.
[6]肖倩倩,张玲玲,宿霞菲.含不锈钢纤维织物电磁屏蔽效能影响因素研究[J].研究与技术,2010(2):26-30.
猜你喜欢
纺织科学研究(2021年9期)2021-10-14
天文研究与技术(2021年3期)2021-07-15
城市道桥与防洪(2019年5期)2019-06-26
产业用纺织品(2018年5期)2018-08-02
伙伴(2018年2期)2018-05-14
家庭影院技术(2017年8期)2017-10-13
光学精密工程(2016年6期)2016-11-07
哈尔滨理工大学学报(2016年2期)2016-09-12
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
图学学报(2012年5期)2012-04-18