
膨松剂对绒毛浆性能的影响及其作用机理
2013-01-12 08:52徐永建朱振峰
中国造纸 2013年11期
徐永建 王 倩 王 皎 朱振峰
(1.陕西科技大学轻工与能源学院,陕西省造纸技术及特种纸品开发重点实验室,陕西西安,710021;2.陕西科技大学材料科学与工程博士后流动站,陕西西安,710021)
绒毛浆作为生产卫生巾、婴儿纸尿裤和成人失禁用品等吸收性卫生用品的必需原料,是一种良好的液体吸收木浆,它包裹高分子吸水树脂 (SAP)就形成了吸收性卫生用品的吸收垫层,具有超强的吸液性能,并且在吸收液体后结构保持不变。国际上主要的绒毛浆生产巨头,美国惠好纸业、乔治太平洋公司与国际纸业公司三足鼎力,三者绒毛浆产能之和占到全球总产能的一半以上[1-2]。目前绒毛浆的生产工艺一直被国外垄断,我国90%以上的绒毛浆依赖于进口。国产绒毛浆主要用于中低档消费,其主要原因是我国木材原料匮乏,国产绒毛浆干蓬松度、吸收性能差,粉尘大,垫层稳定性较差。近年来,一次性卫生用品企业对绒毛浆的需求量在逐年大幅增加[3],而国产绒毛浆企业数量较少,产量较低,加之国产质量与进口质量差距较大,很难满足市场需求。据海外媒体报道[4],2000—2011年,全球绒毛浆需求由350万t增长到500万t,2012年全球绒毛浆的需求量同比增长3.6%。随着进口绒毛浆与国产漂白硫酸盐针叶木浆价格的进一步拉大,绒毛浆的利润空间也在逐步增大,这些因素都迫切要求加大有关绒毛浆方面的研究。
吸收性是绒毛浆的一项重要质量指标,主要取决于纤维之间的毛细管效应,毛细管效应越强,吸收性能越好[5-6]。由于绒毛浆的特殊要求,需要添加助剂赋予其所需的特性,在绒毛浆所需助剂中,解键剂[7]和膨松剂发挥着重要作用,它们对降低浆板的耐破度、提高绒毛浆蓬松度有重要影响。解键剂主要是由阳离子表面活性剂和非离子表面活性剂组分,通过屏蔽纤维素羟基以降低绒毛浆板耐破度,但解键剂加入后,羟基减少会导致绒毛浆吸收性和成垫强度下降。而膨松剂是一种纳米级或微米级填料,不改变羟基的数量,其在绒毛浆表面只是发生物理变化,避免造成纤维自身强度的损害,保证了绒毛浆填充后有良好的吸水性及垫层稳定性。本实验采用膨松剂对绒毛浆进行绒毛化处理,研究了添加膨松剂后绒毛浆板的耐破指数、紧度、干蓬松度以及吸液性能,为膨松剂的绒毛化处理机理提供基础数据和突破方向。同时使用扫描电子显微镜 (SEM)观测膨松剂在绒毛浆纤维表面的附着状态,初步阐明膨松剂的作用机理,为优化绒毛化工艺提供理论基础。
1 实验
1.1 原料
进口漂白硫酸盐针叶木浆板 (智利银星牌,水分6.6%,纤维质均长度2.45 mm);膨松剂:固体白色粉末,纳米或微米级填料,粒子呈纺锤状,将膨松剂粉末加水配制成悬浊液,用超声波分散器分散膨松剂悬浊液5 min,备用。
1.2 仪器
ZQYC型油压机,西北轻工业学院机械厂;DCPNPY5600电脑测控耐破度仪,四川长江造纸仪器有限责任公司;ZQJ1-B-II纸样抄取器,西北轻工业学院机械厂;83型自控温度电动上光机,上海贤华公司;BT-9300H激光粒度分布仪,丹东百特仪器公司;S-4800扫描电子显微镜,日本日立公司;ZQS4纤维标准解离器,西北轻工业学院机械厂;FQA纤维质量分析仪,加拿大OpTest公司;BILON-1200Y超声波细胞粉碎机,西安比朗生物科技有限公司。
1.3 实验方法
使用FQA纤维质量分析仪分析进口漂白硫酸盐针叶木浆的纤维形态。浆板经浸泡后,取浆浓为1%的浆样,在常温下疏解3.5 min后,添加已经超声波疏解的膨松剂悬浊液,充分混合均匀后抄片。成纸后先经油压机压榨,使干度达42%以上,再经上光干燥 (15 min),将浆板干度控制在90%~94%之间,定量控制在650~700 g/m2。根据绒毛浆国家标准GB/T 21331—2008检测浆板的定量、水分、耐破度、紧度等;根据自主研发设备检测绒毛浆的干蓬松度和吸液性能;另外使用SEM观测时,需要将经膨松剂处理前后的绒毛浆样烘为绝干,并喷金处理,在二次电像扫描模式下观测膨松剂在绒毛浆纤维表面的附着状态,初步阐明膨松剂的作用机理,观测时放大倍数为4000~22000倍,电压为3.0 kV,电流为10 mA。
1.4 绒毛浆干蓬松度和吸液性能的检测
本课题组依托近5年的绒毛浆研发经验,根据GB/T 21331—2008标准中对绒毛浆的具体要求,自主研发了用于检测绒毛浆干蓬松度、吸液量和吸液时间的设备,如图1所示。此设备确保了吸水台吸水量的相对稳定性,解决了现有实验室设备吸水台溢流水量不稳的问题,提高了检测结果的精度。

图1 自制绒毛浆干蓬松度、吸液时间和吸液量检测设备
检测过程为:取3 g分散后的绒毛浆,均匀分布在盛样管中,然后向注水槽中注水,使水位高度略超过出水台高度。向水中加入颜料 (方便观测),静置数分钟溢流后,待二者水位齐平,开始检测绒毛浆性能。将盛好样的盛样管放置在水平台上,取500 g砝码悬于盛样管上部管口处,砝码应正对着试样。轻轻释放砝码的同时记录砝码底面的位置。第一次稳定时,约30 s后记录砝码所在的刻线位置,即为绒毛浆的蓬松高度。将检测完干蓬松度的绒毛浆盛样管轻轻拿起 (砝码仍放置在盛样管内,管内是压制好的绒毛浆试样),手持装有试样的盛样管悬于吸水台上方。此时盛样管底正对吸水台的吸液面,盛样管的管底与吸液面的距离很小。轻轻释放盛样管的同时开始用秒表计时,密切关注绒毛浆试样顶部,一旦有水浸到绒毛浆试样的上表面,立刻停止计时。绒毛浆吸液所用的时间用t表示。待绒毛浆试样上表面被浸湿后,继续停留30 s,试样充分吸水后,迅速将盛样管水平放置在与盛样管相同口径的烧杯上,待试样自然滤水30 s后,取出湿的绒毛浆试样。至少做3次平行实验,分别计算出干蓬松度、吸水时间及吸水量的平均值。干蓬松度A(cm3/g)的计算见公式 (1);吸水量C(g/g)见公式 (2)。

式中,S为试样底面积,cm2(底面直径50 mm的S为19.64 cm2);h为压缩后试样高度,mm;x为试样的质量,g(此处为3.0 g);y为吸水后试样的质量,g。
2 结果与讨论
2.1 膨松剂对绒毛浆板性能的影响
添加不同用量的膨松剂对绒毛浆板耐破性能和紧度的影响分别见图2和图3。
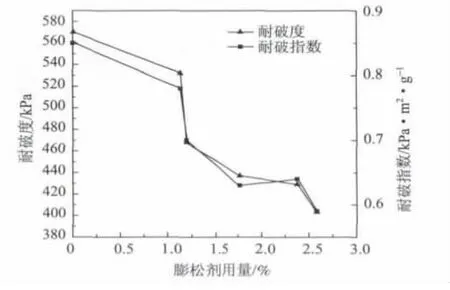
图2 膨松剂用量对绒毛浆板耐破性能的影响
国标要求绒毛浆板耐破度小于450 kPa。耐破度过小,在干解离时会产生浆团,对绒毛浆的蓬松度及吸液性能产生不利影响;耐破度太大,干解离时易产生大量粉尘,且损失纤维长度,易造成芯垫层完整性、蓬松度及吸水性能等降低。从图2可以看出,随着膨松剂用量的增大,绒毛浆板耐破度降低。当膨松剂用量从0增至2.58%时,耐破指数从0.85 kPa·m2/g降至0.59 kPa·m2/g,降低30.6%。绒毛浆板的耐破性能间接反应了纤维间的结合状况,比紧度更能反应?浆板分散的难易程度。加入膨松剂后可有效降低浆板的耐破度和耐破指数,这可能是由于膨松剂粒子易于分布在纤维粗糙处或者微细纤维处,对纤维束有一定的包裹作用,使纤维收缩性下降,增大了纤维之间的距离,阻碍了纤维间的结合,降低了纤维间的结合强度以及绒毛浆干解离时的能耗,改善了干解离的效果。图3表明,膨松剂对绒毛浆板紧度的影响不大。一般要求绒毛浆板的紧度以0.5 g/cm3为宜。紧度过小,浆板易被大块大块分离,导致分散不均匀;紧度过大,分散困难,分散时动力消耗大,且纤维易损伤,影响绒毛浆性能[8]。
2.2 膨松剂对绒毛浆性能的影响
图4为膨松剂用管对绒毛浆干蓬松度的影响。由图4可知,当膨松剂用量从0~1.19%变化时,绒毛浆干蓬松度从24.8 cm3/g增至26.6 cm3/g,提高了7.3%。但当膨松剂用量大于2%时,绒毛浆的干蓬松度逐渐降至未使用膨松剂的水平。上述结果直观地反映出添加适量膨松剂后,纤维间的结合力变弱,结构变得疏松,有利于将绒毛浆打散成高蓬松的纤维团。

图4 膨松剂用量对绒毛浆干蓬松度的影响
图5为膨松剂用量对绒毛浆吸液性能的影响。由图5可知,添加膨松剂有利于减少绒毛浆的吸液时间,提高绒毛浆的吸液速度,而对绒毛浆的吸液量影响较小。当添加量为2.58%时,吸液时间从3.8 s降至2.1 s,减少了44.7%。

图5 膨松剂用量对绒毛浆吸液性能的影响
添加膨松剂降低了绒毛浆板的耐破性能和吸液时间。当膨松剂用量为2.58%时,耐破指数和吸液时间分别降低了30.6%和44.7%,考虑到吸液时间应尽量缩短,取膨松剂用量2.58%为处理绒毛浆的最佳工艺。
2.3 自制绒毛浆与商品绒毛浆性能的比较
自制绒毛浆与商品绒毛浆性能的比较如表1所示。由表1可知,当膨松剂用量为2.58%时,自制绒毛浆各项指标接近或者达到国家标准优等品的水平。使用膨松剂自制绒毛浆的性能优于女神牌进口商品浆,但吸液时间和吸液量与金岛牌高档绒毛浆还存在一定差距。
2.4 膨松剂处理绒毛浆板的作用机理
未经膨松剂处理的纤维易发生分丝帚化、表面起毛,暴露出更多氢键,增加了浆板的结合强度,不利于浆板起绒离解。本实验通过分析膨松剂的形态、膨松剂与纤维结合作用以及纤维形态3部分,揭示膨松剂处理绒毛浆板的作用机理。
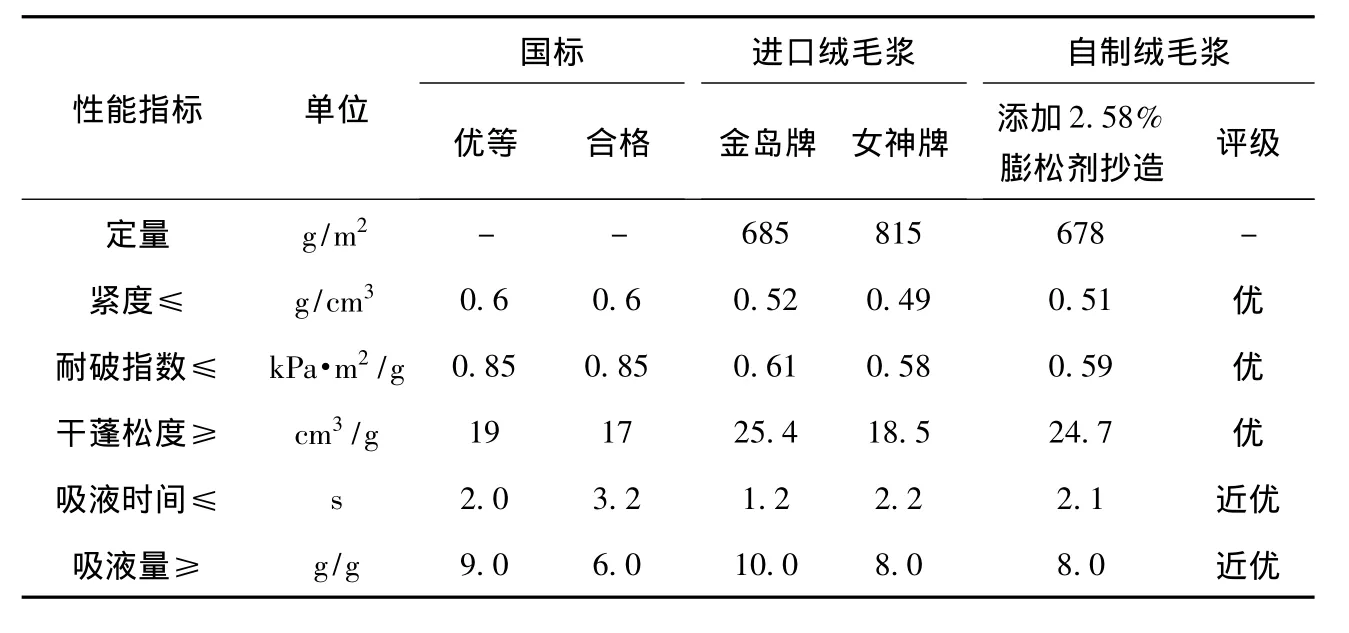
表1 自制绒毛浆与商品绒毛浆性能的比较
2.4.1 膨松剂的形态分析
使用激光粒度仪测定膨松剂的粒径,数均粒径和质均粒径结果分别见图6和图7。图6和图7表明,膨松剂数均粒径为0.52 nm,质均粒径为3.75 nm;使用FQA检测纤维原料数均长度为0.92 mm,质均长度为2.45 mm。将两者对比发现,膨松剂粒径远小于纤维长度。在不同放大倍数下,使用SEM观测膨松剂在绒毛浆纤维表面的附着状态,见图8和图9。由图8和图9可知,膨松剂粒子为针状,在纤维滤水成形时,膨松剂粒子并未分散成单个粒子,而是优先絮聚形成微米级颗粒,附着在纤维表面。此现象表明,膨松剂粒子间的吸附力远大于纤维对膨松剂粒子的吸附力。
2.4.2 膨松剂处理纤维的SEM分析
添加膨松剂前后绒毛浆纤维的SEM图如图10和图11所示。由图11显示,膨松剂易于分布在纤维表面 (A区)和纤维粗糙处 (B区)。A区的放大图和膨松剂附着在纤维表面的SEM图分别见图12和图13。由图12和图13可知,膨松剂粒子絮聚在纤维上,对纤维起到一定的包裹作用。空白样纤维间结合的SEM图如图14所示,纤维A的边缘粗糙处 (C区)分出纤维B缠绕在纤维D上。纤维D表面粗糙,使纤维C受到的摩擦力增大,纤维结合更紧密,纤维间的结合强度因此而增大。此外,纤维间的结合作用易发生在纤维凹陷和褶皱处。添加膨松剂后,一方面膨松剂粒子附着在纤维粗糙处,一定程度降低了纤维之间的缠绕紧度;另一方面膨松剂附着在纤维表面,增大了纤维之间的距离,阻碍了纤维间氢键的形成,起到了调节绒毛浆板耐破度的作用。
2.4.3 纤维形态的分析
使用FQA分析添加膨松剂前后纤维的形态[9],其结果见表2。由表2可知,添加膨松剂后,纤维粗度略有增加,扭结指数降低近50%,其余指标无明显变化。纤维粗度提高,有利于提高浆板的松厚度。纤维粗度的提高可能是由于膨松剂附着在纤维上,质量变大;扭结指数降低则表明浆板纤维收缩性下降,原因如图15所示。干解离时纤维受到磨片的摩擦,需要瞬间完成纤维与纤维之间的解离,如果纤维伸缩性强,摩擦能则被抵消[10-11],分离效果将大幅降低。然而纤维结变少,分散及干解离效果则变好,有利于缩短纤维吸液时间。

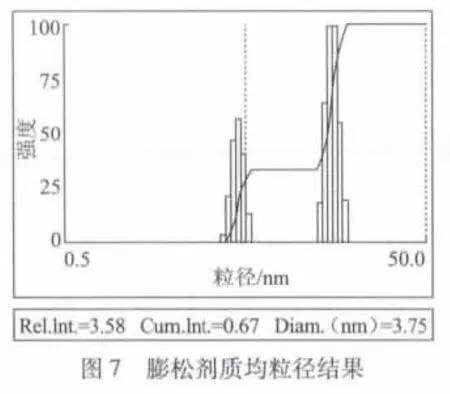
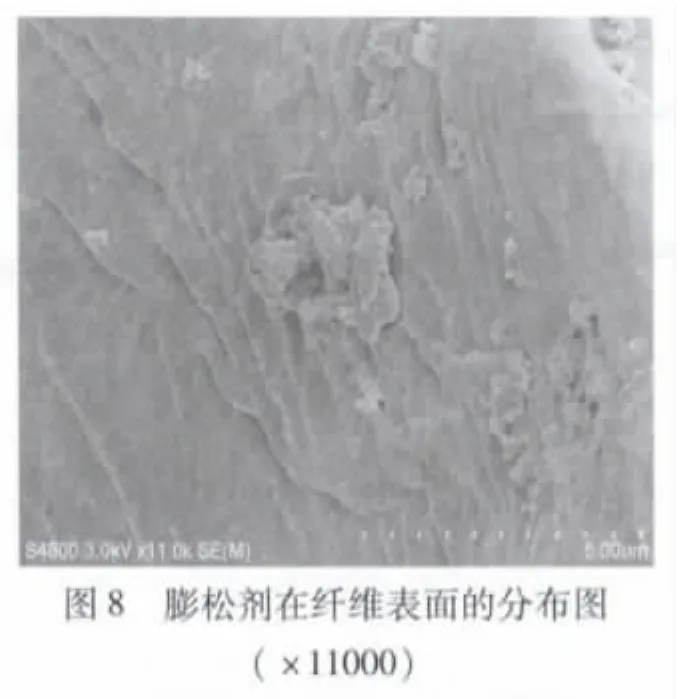
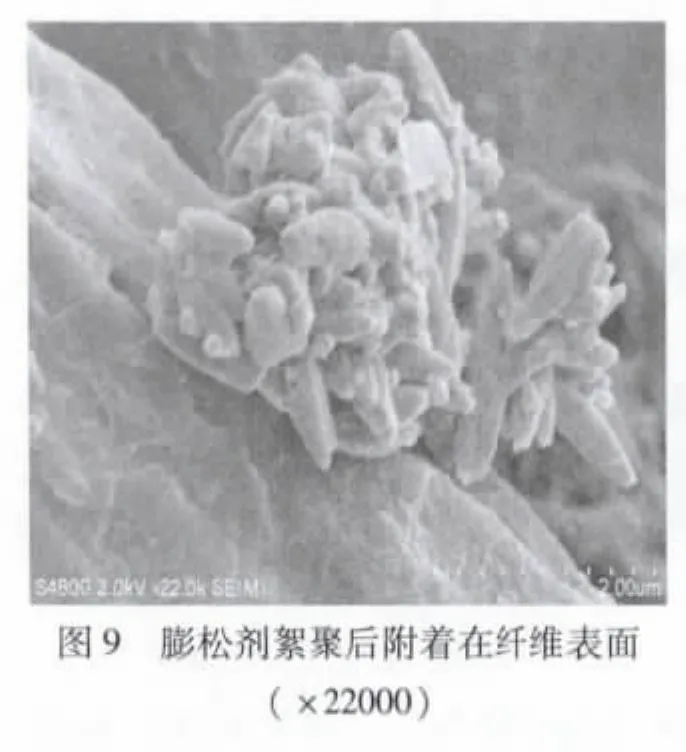
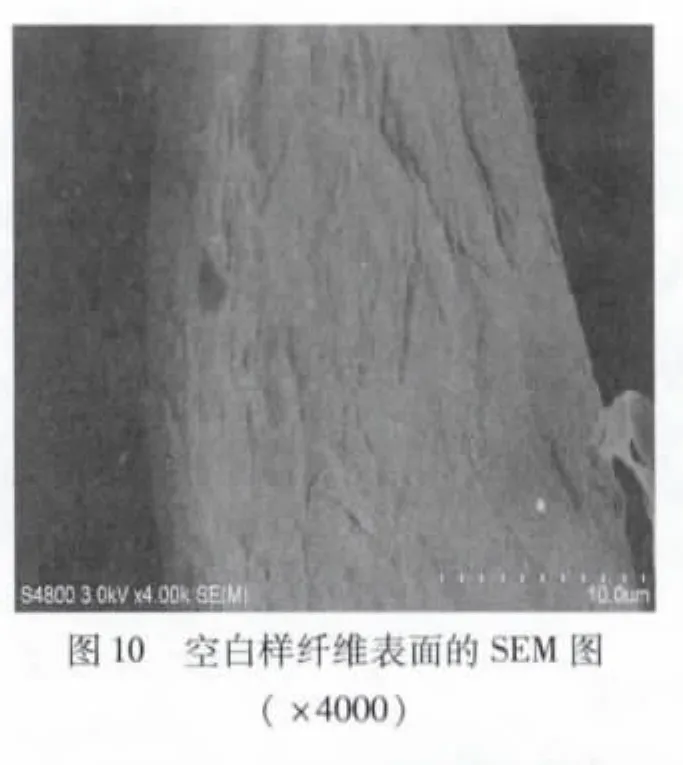
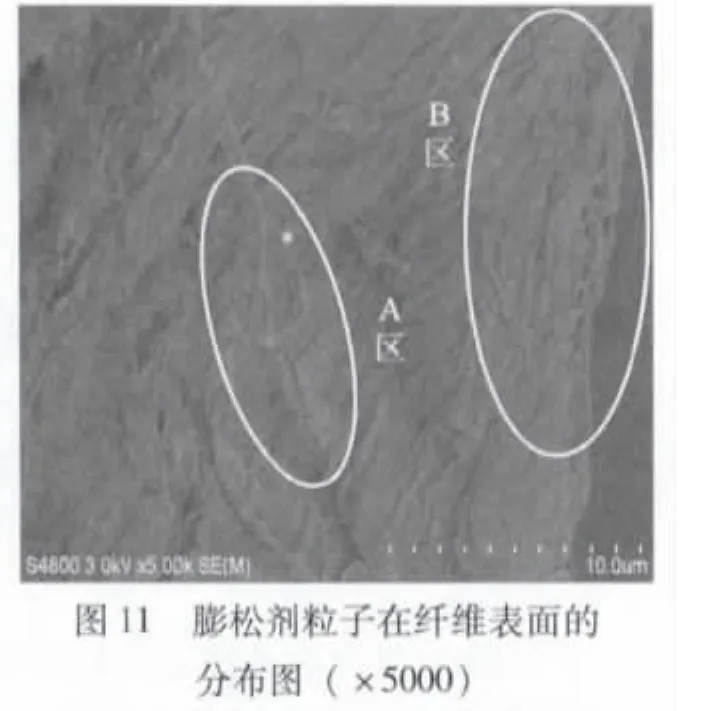



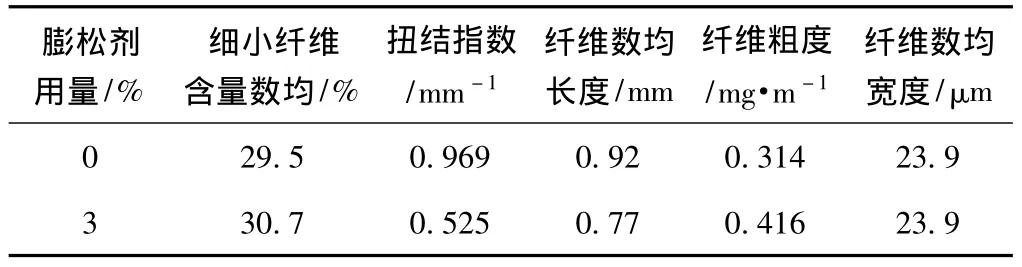
表2 FQA分析添加膨松剂前后绒毛浆的纤维形态

图15 纤维干解离时磨片对纤维作用的示意图
3 结论
3.1 添加膨松剂后,绒毛浆的耐破性能和吸液时间降低,而对绒毛浆的紧度和吸液量的影响较小。当膨松剂用量为2.58%时,耐破指数和吸液时间分别降低了30.6%和44.7%。此时,绒毛浆耐破指数为0.59 kPa·m2/g,紧度为 0.51 g/cm3,干蓬松度为24.7 cm3/g,接近高档进口商品绒毛浆的性能;吸液时间为2.1 s,吸液量为8.0 g/g与国家优等品标准接近。当膨松剂用量为1.19%时,绒毛浆的干蓬松度效果最佳,达26.6 cm3/g;但当膨松剂用量超过2%时,浆板干蓬松度性能降至未使用膨松剂的水平。
3.2 膨松剂粒子未分散成单个粒子,而是优先絮聚形成微米级颗粒,附着在纤维表面,此现象说明膨松剂粒子间的吸附力远大于纤维对膨松剂粒子的吸附力。
3.3 膨松剂的绒毛化作用一方面可能是由于纤维粗度增加,提高了浆板的松厚度,同时纤维收缩性下降,改善了干解离效果;另一方面可能是由于膨松剂粒子附着在纤维粗糙处并对纤维束有一定包裹的作用,阻碍了纤维间的结合,降低了绒毛浆板的耐破度。
[1] Logic behind Fluff Pulp Import of Papermaking Industry in China[EB/OL].http://www.chinaccm.com/37/20130321/3701_1150059.shtml.我国造纸行业绒毛浆进口依赖的背后逻辑[EB/OL].http://www.chinaccm.com/37/20130321/3701_1150059.shtml.
[2] LI Yinlin.Research on Industrial Chain of Consumer Paper rapidly:Logic behind Fluff Pulp Import of Advanced Position[EB/OL].http://pg.jrj.com.cn/acc/Res/CN_RES/INDUS/2013/3/20/e7036671-aa1a-4d91-8935-8ed8b11da080.pdf.李音临.快消类纸品产业链研究:上游绒毛浆进口依赖的背后逻辑[EB/OL].http://pg.jrj.com.cn/acc/Res/CN_RES/INDUS/2013/3/20/e7036671-aa1a-4d91-8935-8ed8b11da080.pdf.
[3] JIANG Manxia,ZHANG Yulan,SUN Jing.Prospects of Disposable Health Articles Industry in 2011[J].China Paper Newsletter,2012(6):36.江曼霞,张玉兰,孙 静.2011年一次性卫生用品行业的概况和展望[J].造纸信息,2012(6):36.
[4] LIN Yi.Quantity Demanded of Fluff Pulp Increased around the World[EB/OL].http://www.fjppi.com/www/news_show.asp?varid=1411.林 逸.世界绒毛浆的需求量继续增长[EB/OL].http://www.fjppi.com/www/news_show.asp?varid=1411.
[5] Li Gui-xiang.Properties and Quality Evaluation of Chinese Fir BCTMP Fluff Pulp[J].China Pulp & Paper,2004,23(12):63.李贵祥.杉木BCTMP绒毛浆的性质和质量评定[J].中国造纸,2004,23(12):63.
[6] XU Xiaoping,ZHANG Yinjiang,JIN Xiangyu.The Effects and Liquid Adsorption Mechanisms of the Composition Layers of Disposable Diapers[J].Technical Textiles,2013(5):19.徐小萍,张寅江,靳向煜.纸尿裤各层结构的作用及吸液机理分析[J].产业用纺织品,2013(5):19.
[7] Lin Xiaobang.Influences of Debonder on the Properties of Fluff Pulp[J].Paper and Paper Making,2011,30(8):38.林孝帮.解键剂对绒毛浆性能的影响[J].纸和造纸,2011,30(8):38.
[8] XU Yong-jian,ZHANG Mei-yun,JI Feng.Alkali-oxygen-hydrogen Peroxide Pulping for Cotton Linters Fluff Pulp[J].China Pulp &Paper,2003,22(8):23.徐永建,张美云,季 峰.棉短绒制绒毛浆H2O2-氧碱蒸煮工艺[J].中国造纸,2003,22(8):23.
[9] Heinemann Sahine.Evaluation of Fibre Length and Fibre Shape with the FQA Fibre Analyzer[J].Wochenblatt fuer Papier fabrikation,1999,127(11/12):797.
[10] Heyden S.Network Modeling for the Evaluation of Mechanical Properties of Cellulose Fiber fluff[EB/OL].http://www.lth.se/fileadmin/byggnadsmekanik/publications/tvsm1000/web1011.pdf.
[11] Michael J Dougherty.Readily Defibered Pulp Product:US,2010/0163199A1[P].2008-12-31.
猜你喜欢
钛工业进展(2022年6期)2023-01-13
山东冶金(2022年3期)2022-07-19
作文小学中年级(2022年5期)2022-06-02
Annals of Applied Mathematics(2020年3期)2020-09-14
陶瓷(2020年5期)2020-07-06
中国化肥信息(2019年6期)2019-08-27
中州大学学报(2019年3期)2019-07-17
广东第二课堂·小学(2019年1期)2019-03-06
中成药(2018年10期)2018-10-26
人间(2015年11期)2016-01-09
