杉木/纳米SiO2复合材料制备及其耐磨性能研究
2013-01-05 01:00:18袁光明
中南林业科技大学学报 2013年4期
陈 超,袁光明
(中南林业科技大学 材料科学与工程学院,湖南 长沙 410004)
杉木/纳米SiO2复合材料制备及其耐磨性能研究
陈 超,袁光明
(中南林业科技大学 材料科学与工程学院,湖南 长沙 410004)
先对纳米SiO2进行改性分散,得到稳定的悬浮液,利用双真空法,直接浸渍杉木,先采用单因素实验的方法来筛选较为优化的实验参数,再通过正交法进一步确定优化实验参数。实验表明:当真空度为0.095 MPa,保真空时间为100 min,杉木含水率10%,浸渍次数为2次时,杉木增重率最大,达5.1%,耐磨性能提高20.63%。
杉木;纳米SiO2;复合材料;制备;性能分析
木材是人们最喜爱的众多材料中唯一可以再生的材料,人们对木材的需求也越来越大。人工林(如:杉木、杨木、桉树等)的迅速发展缓解了对木材大量需求的压力,但是人工林木材材质松软、强度低、不耐磨、尺寸不稳定等缺陷,使其使用范围和所生产产品的应用受到限制[1-2],因此采用相应的方法对其进行改性可提高人工林木材的应用领域[3]。无机纳米粒子作为复合填充剂在木质复合材料以及其他符合材料中已有着广泛的应用[4-6],其具有其他块体材料所不具有的特性,如:量子效应、小尺寸效应、表面效应和宏观隧道效应等,使其有很强的表面活性与超强的吸附能力,极易与木材内部组分键合从而形成牢固的结合[7-8]。本研究利用纳米二氧化硅粒子与杉木进行复合,形成的杉木/纳米SiO2复合材料,不仅提高了杉木的耐磨性,而且也获得了环境友好型的改良方法和产品[9]。
1 实验部分
1.1 主要材料
杉木试件:取自湖南株洲攸县,按照(GB/T15036.6-94)制作试件,试件尺寸为100 mm×100 mm×5 mm;在进行杉木/纳米SiO2复合材料制备前期,对杉木木材试件进行了前期水煮处理,高温水煮处理的目的是为了提高木材的渗透性[10-11]。将锯制好的杉木试件放入烧杯中,加水浸没,再放入水浴锅中加热蒸煮,控制温度在95℃左右,定时加入水,蒸煮时间在10 h。在前期处理完后,放入干燥箱中绝干,绝干后放入水中浸泡24 h,再按照实验设定的含水率进行调湿处理。
纳米SiO2:平均粒度20 nm,纯度≥99.99%,浙江弘晟材料科技股份有限公司产;KH-570:分析纯,南京曙光化工厂;无水乙醇:分析纯,湖南汇虹试剂有限公司;草酸:分析纯,天津市永大化学试剂有限公司;蒸馏水:自制。
1.2 主要仪器
超声波清洗仪:型号:KQ5200E,工作频率40Hz,功率300W,宁波新芝生物科技股份有限公司;EPS-502电子天平:型号RS-232C,最大称量值500 g,分度值0.01 g;电热恒温水浴锅:型号:DK-98-1型,温度范围:37~100℃,天津市泰斯特仪器有限公司;电动搅拌机调速器:200~4000 rpm,上海标本模型厂制造;真空干燥箱:上海博迅实业有限公司生产。
1.3 实验方法
本实验分为两步进行,先是纳米SiO2的改性分散处理,即:将一定量经干燥24小时的纳米SiO2粉体加入到一定比例的无水乙醇和蒸馏水的混合溶液中,超声分散1 h,然后加入一定质量分数为的硅烷偶联剂KH-570,用草酸调节pH值到4左右,再倒入三口烧瓶中,放入70℃水浴锅中进行电动搅拌90 min,对所得悬浮液进行抽滤,并将滤液干燥至绝干,研磨即可得到改性纳米SiO2粒子,再将其加入到无水乙醇中进行超声分散,即可得到稳定的纳米SiO2悬浮液;其次是杉木的浸渍处理,根据实验设计,选定影响因子(如:真空度、保真空时间、杉木含水率、浸渍次数等),在真空设备中采用双真空法来进行浸渍填充。
2 实验结果与分析
2.1 单因素实验结果与分析
考虑到实验过程中可能的影响因子,在进行单因素实验过程中选取真空度、保真空时间、杉木含水率以及浸渍次数作为实验的影响因素。具体参数如表1。
选取中间变量作为实验参数进行实验,并对所得结果进行分析。图1为不同因素条件对增重量和增重率的影响。
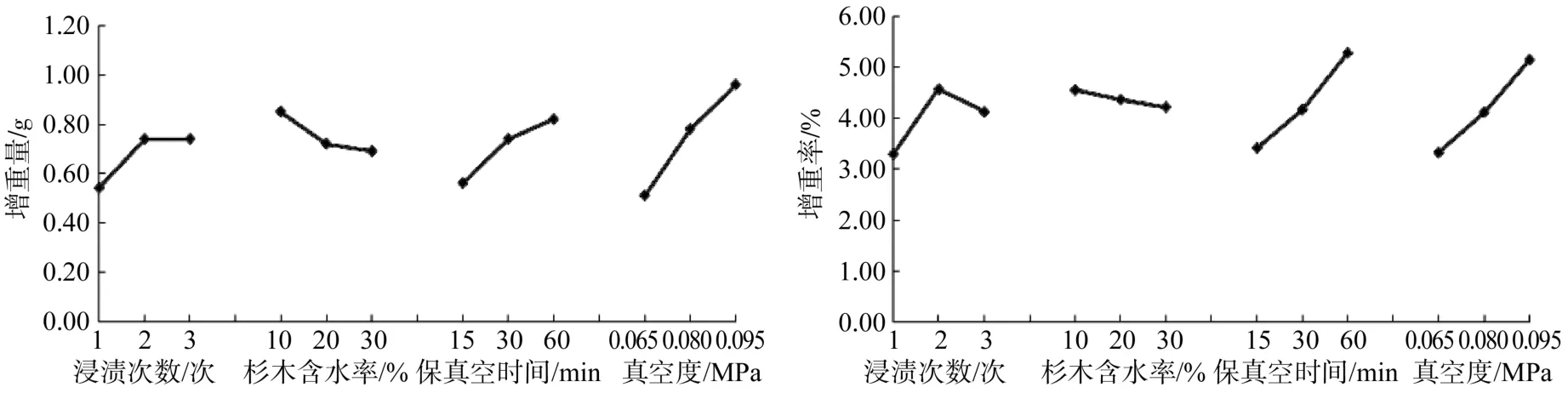
图1 不同因素对杉木增重量和增重率的影响Fig. 1 Effects of different factors on weight gained and weight gained rate of Chinese fir
从图1中可以看出增重率与增重量的变化相似,两图的变化曲线基本吻合。随着浸渍次数的增加杉木的增重量趋于稳定,不再增加了,这是由于浸渍次数增多时,杉木中的孔隙被纳米SiO2粒子填满了,再增加浸渍次数,外来粒子不能够通过孔隙进入杉木内部,因此很难再增重了;在进行一次浸渍时,由于时间比较短,真空度比较低,杉木的孔隙还不能够完全被纳米SiO2粒子填满,所以再进行二次浸渍时会有多余的粒子进入到孔隙中,所以重量会增加;而增重率却是先增加后减小,这与杉木试件的密度有很大关系,第三组试件的密度相对较大,在增重量不变的情况下,增重率会降低,故而会呈现先增大后减小的趋势。
在选定真空度、保真空时间以及浸渍次数的条件下,考察含水率对增重量的影响,从图中可以看出随着含水率的增加,增重量和增重率都逐渐减少,分析原因如下:杉木中的宏观空隙主要包括细胞间隙、细胞腔以及细胞壁中间隙,其中大部分纳米粒子会进入到细胞间隙和细胞腔中,但是还有一些细小颗粒会通过纹孔进入到细胞壁中沉降下来,因为纳米粒子并非均质粒子,其平均粒径在20 nm,其中大部分集中在20 nm,还有少量颗粒的粒径在几纳米之间,完全有进入到胞壁微纤丝之间的可能,随着含水率增加细胞壁中的水分逐渐增加,其空隙逐渐减小,因而会导致逐渐减少。
图1中可以看出,随着保真空时间的增加,增重量和增重率都逐渐增加,这是因为木材内部的空气从内部出来需要一定时间,在维持真空度不变的情况下,时间越长内部气体也会更多的排出,这样内外的压力差也就会随之增大,当接通大气的时候作用在其的压力也会随之增大,进入木材内部的纳米粒子也会增多。此外,随着真空度的增加,增重量和增重率逐渐增加,真空度越大,木材内部气体越容易排出,内外压力差也会增大,当达到规定时间后,接通大气,压力也会增大,这样进入木材内部的粒子也会增加,因而导致增重量增大。
将复合后的杉木与杉木素材调整含水率至12%,然后进行耐磨性能检测。采用的测试条件为:磨耗仪的总磨耗转数为350圈,采用180目的刚玉木砂纸。计算经过试验前后的试件重量差值,作为试件表面磨耗量,单位为mg,精确至1 mg。其结果如图2所示。
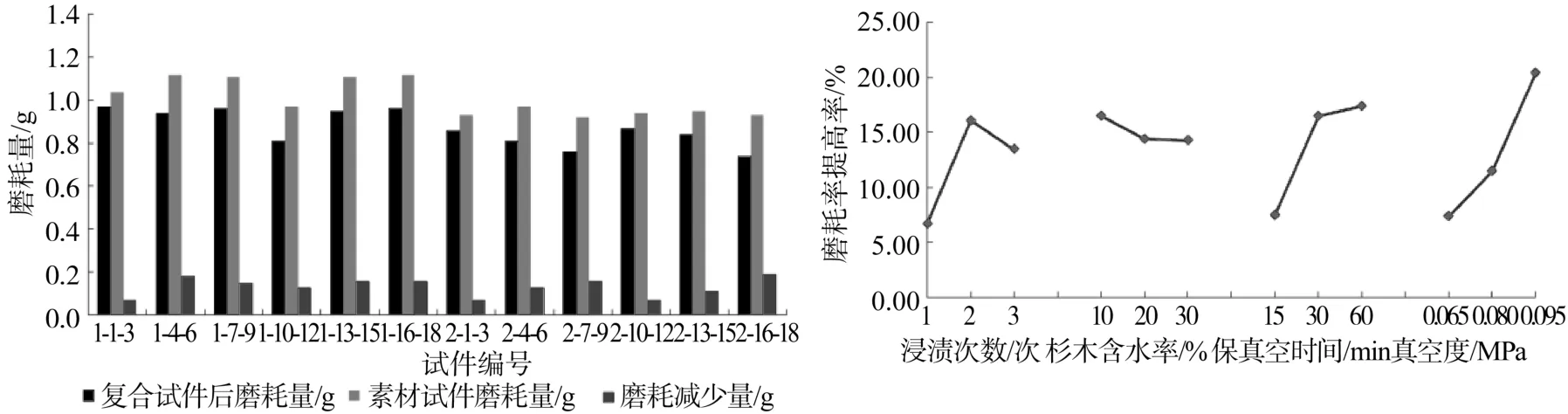
图2 杉木素材与杉木/纳米SiO2复合材料磨耗量对比以及不同因素对杉木耐磨性能提高率的影响Fig. 2 Comparison of abrading quantity of Chinese fir/nano-SiO2 composite, and effects of different factors on improvement of abrasion resistance rate of Chinese fir
从图2中可看出,杉木素材的磨耗量明显要大于复合后的杉木试件的磨耗量,这说明复合后杉木的耐磨性能较为复合前有所提高,其中第9组实验的结果显示复合后与杉木素材磨耗差最大,表明耐磨性能提高也最大;且复合后的杉木耐磨性能提高率与图1中的杉木增重量和增重率在不同条件下呈现相同的变化规律,这说明在相同条件下当增重量越大时,其耐磨性能提高率也越大,因为增重量增大时其浸渍的深度也随之增大,因而在耐磨实验时其磨耗量也会随之减少,故而会呈现类似的变化规律。从两图的对比中还可以发现,在图1中,当浸渍次数在2次和3次时增重量基本没有变化,但是在图2中,其耐磨性能提高率还是有明显的变化,分析原因可能是素材的取材部位不同,质量也会有所差异,增重量虽然不变,但是耐磨性能提高率还是会有所变化的,但是从后面的几个影响因素来看,其整体的变化规律还是一样的。
2.2 正交实验结果分析
从单因素的试验结果可以看出:当真空度为0.095 MPa,保真空时间为60 min,杉木含水率10%,浸渍次数为2次时,杉木增重率最大,达5%,耐磨性能提高20.4%。由于浸渍次数在2次之后并不会对增重量有所影响,故而在进行正交试验时均浸渍两次,主要考虑真空度、保真空时间以及木材含水率对增重量的影响。具体实验参数如表2所示。
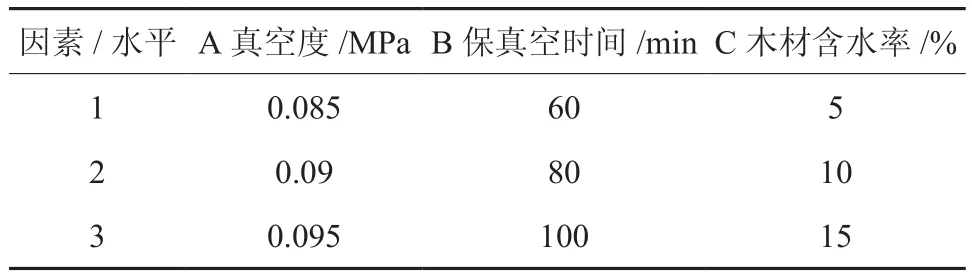
表2 因素水平Table 2 Factor and level
其实验结果转换为直观图如图3所示。
按所选实验参数进行实验并对所得实验结果进行方差分析,其结果如下表3~表5。
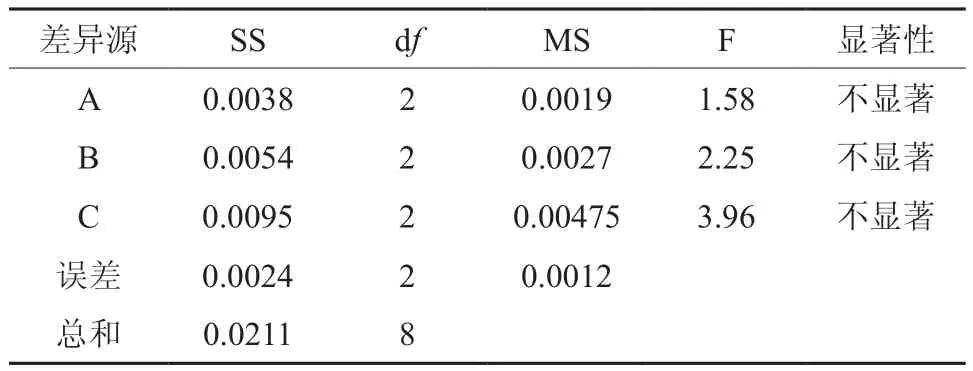
表3 增重量方差分析Table 3 Variance analysis of weight gained

图3 杉木增重率、增重率和耐磨性能提高率Fig.3 Weight gained and weight gained rate and improvement of abrasion resistance rate of Chinese fir
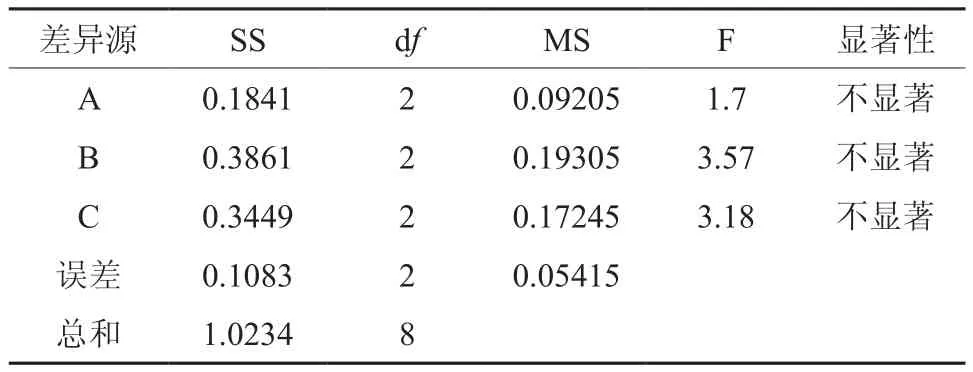
表4 增重率方差分析Table 4 Analysis of variance table of weight gained rate
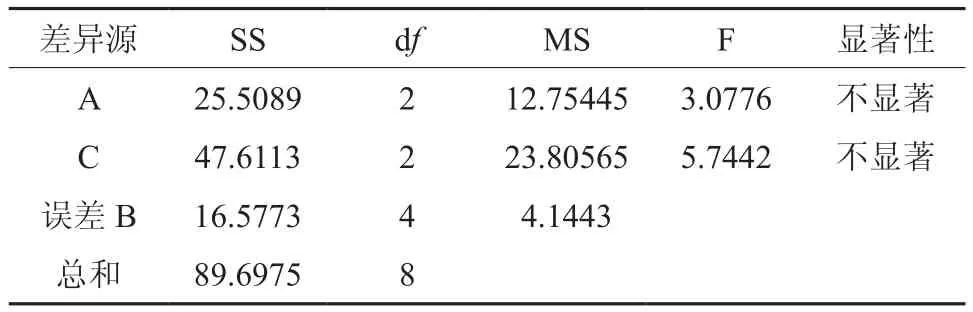
表5 耐磨性能提高率方差分析†Table 5 Variance analysis of abrasion resistance rate
从方差结果中可以看出,对于3个指标取A2和C2好,而且对于磨耗率,C因素是主要因素,在确定优水平是应该重点考虑,而对于因素B,从趋势图中可以看出,增重率变化幅度很大,B3优于B2,但在耐磨性能提高率上,B2、B3相差不大,而且从极差可以看出,B为次要因素,所以根据多数倾向和B因素对不同指标的重要程度,选取B3,因此对于3个指标来说,优方案为A2B3C2。
从方差分析结果来看,增重率是随着真空度的增加先增大然后降低,这其实是由于各试件的取材所导致的,在整个试验过程中,所选的试件并非在同一木材上选取,4根方材的性能也各有所不同,取材部位虽然相近,但是不能很好把握,早晚材、心材、边材的差异进而导致各试件的密度也不同。
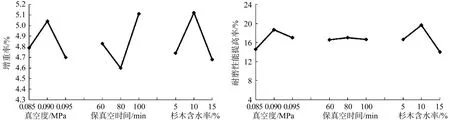
图4 不同条件下增重率耐磨性能提高率的直观分析Fig.4 Intuitive analysis of weight gained and abrasion resistance gained under different conditions
第8组和第9组试件的密度高于其他组试件的密度,材质相对密实,内部孔隙少,如果再相同条件下浸渍,浸入量必然少,但从图3中可以看出,在增重率方面第9组的增重率最大,其他各组之间相差并不大,这说明在条件适中的情况下,真空度越大浸渍量也会随之增大,当真空度越大时,木材内部的气体由于内外压力差出来的也会越多,当达到一定时间时,解除真空,所产生的压力也就会越大,进而浸渍量也就会随之增大,同样,对于耐磨性能提高率的影响也是相同的。
从图4中可以看出,随着时间的增加其先减少后增加,这其实也与材质有关,前7组试验的试件密度均不高,而浸渍量我们在图3中也看到,相差并不大,其浸渍深度相当,当进行耐磨实验时,前期是纳米粒子起磨耗作用,当一定深度的纳米粒子被磨损完后,这时材质疏松的试件相对而言就会磨耗的更多,因而会出现如上图所示的情况。
含水率对于增重率和耐磨性能提高率的影响比较显著,随着含水率的增加其先增加后减少,杉木中的空隙主要包括细胞间隙、细胞腔以及细胞壁中间隙,其中大部分纳米粒子会进入到细胞间隙和细胞腔中,但是还有一些细小颗粒会通过纹孔进入到细胞壁中沉降下来,因为纳米粒子并非均质粒子,其平均粒径在20 nm,其中大部分集中在20 nm,还有少量颗粒的粒径在几纳米之间,完全有进入到胞壁的可能,随着含水率增加细胞壁中的水分逐渐增加,其空隙逐渐减小,因而会导致重量的逐渐减少。但含水率在5%到10%之间并未减少,这是因为纳米粒子粒径的缘故,仅有的能进入细胞壁的纳米粒子数量有限,当进入胞壁的粒子达到饱和后,剩余的粒子只能沉积在胞腔和细胞间隙中,故而不会有太大的变化。
3 结 论
采用上述方法对纳米SiO2粒子进行改性分散,可以提高纳米粒子的稳定性,减少粒子团聚,为后期浸渍试验提供良好的保障。
通过单因素试验和正交优化试验在增重量、增重率以及耐磨性能的提高方面能够表现出一定的规律,实验过程也存在个别特殊案例,但不违背实验结果总体规律,结果表明:当浸渍次数为2次,真空度为0.090 MPa,保真空时间100 min,杉木含水率为10%时,效果最好,增重率达5.1%,耐磨性能提高20.63%。
但实验过程中也存在一定的问题,纳米粒子和无水乙醇浪费大,应继续探寻新的改性剂,以便更好的改性纳米粒子;此外由于实验设备局限,采用的是双真空法,利用真空产生负压作为浸渍的动力其还不够,若能通过压力设备增大压力来增加动力,则会达到更好的复合改性效果。
[1] 宋孝金.杉木间伐材的材性和工业化利用[J].木材工业,2000,14(2): 27-29.
[2] 陈瑞英,吴纯初.福建杉木间伐材的物理力学性质[J].东北林业大学学报,2000,28(4): 41-43.
[3] 宋影伟,刘福春,韩恩厚.纳米二氧化钛水性分散性能研究[J].功能材料,2006,3(37):459-461.
[4] 伍忠岳,叶荣森.纳米硅溶胶在水性木器涂料中的应用[J].中国涂料,2009,24(1):64-66.
[5] 李伟华,田惠文,宗成中,等.纳米SiO2的改性及其在涂料中的应用研究进展[J].材料保护,2009,42(2):43-18.
[6] 赵广杰.木材中的纳米尺度、纳米木材及木材-无机纳米复合材料[J].北京林业大学学报,2002,24(5):204-208.
[7] Ning guan. Nanotechnology application in the forest products industry[J]. Research and Development, 2009(21):22-23.
[8] 张南南,袁光明. 水基纳米碳酸钙表面改性及其对杉木的增强效应[J].中南林业科技大学,2012,32(1):79-82.
[9] 袁光明.杉木-无机纳米粒子复合材料研究[D].长沙:中南林业科技大学,2008.
[10] 傅国建,杨文斌,肖忠平.三种木材的渗透性与阻燃处理关系.林业科学,2001(3):18-20.
[11] 苗 平,张文静.汽蒸处理对木材横向渗透性的影响.南京林业大学学报,2009,33(2):99-102.
Preparation and wear-resisting property analysis of common Chinese fir/Nano-SiO2composite
CHEN Chao, YUAN Guang-ming
(College of materials science and Engineering, Central South University of Forestry and Technology, Changsha 410004, Hunan, China)
In this article, firstly, we modified SiO2and got steady suspension, and then dipped fir directly. And by using vacuum method with single factor experiment method to determine the optimum experimental parameters, and then through the orthogonal test method to further determine the optimization of experimental parameters. Experiments showed that: when the vacuum is 0.095 MPa, time 100 min,fir moisture content 10%, impregnation times for the 2 time, Chinese fir growth rate is maximum, by 5.1%, wear-resistance increased 20.63%.
Chinese fir wood; nano-SiO2; composite; preparation; analysis of properties
S784
A
1673-923X(2013)04-0097-05
2012-11-28
国家自然科学基金项目(项目编号:30972305)
陈 超(1988-),男,安徽马鞍山人,硕士研究生;E-mail:chenenzechao@126.com
袁光明(1963-),男,湖南宁乡人,教授,博士;E-mail:ygm1237@163.com
[本文编校:欧阳钦]
猜你喜欢
建筑与预算(2024年2期)2024-03-22 06:51:36
大自然探索(2024年1期)2024-02-29 09:10:32
军事文摘(2021年16期)2021-11-05 08:49:06
能源工程(2020年6期)2021-01-26 00:55:18
农民致富之友(2020年8期)2020-05-11 05:54:38
中国奶牛(2019年1期)2019-02-15 07:19:46
现代园艺(2017年23期)2018-01-18 06:58:24
现代园艺(2017年23期)2018-01-18 06:58:19
广西林业科学(2016年2期)2016-03-20 05:53:20
中国质量与标准导报(2014年5期)2014-02-28 22:23:22