尿素合成塔检验探讨
2012-12-31 00:00:00李国良孙悦李冬才王建蔡振华
科技资讯 2012年27期
摘要:尿素合成塔的用途是生产原料在塔内进行合成反应,在使用过程中操作温度高、操作压力高、原料汇合时对不锈钢和钛材有显著的腐蚀,因此在尿素合成塔的检验中,对检验的周期、检验的方法、检验的重点都有明确的要求,检验的结果直接关系到尿素合成塔的使用状况、使用年限等。
关键词:尿素合成塔 裂纹 衬里
中图分类号:TQ3文献标识码:A文章编号:1672-3791(2012)09(c)-0255-02
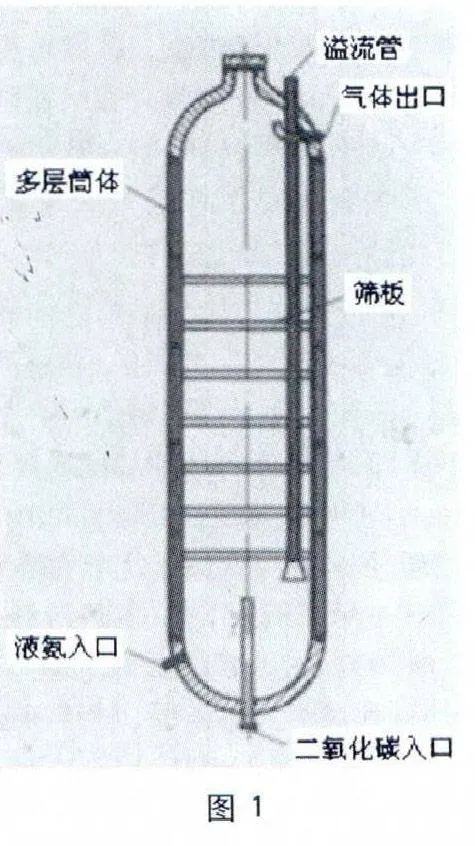
尿素合成塔的用途是使生产原料在塔体内进行合成反应,获得尿素的半成品。 净化后的气体二氧化碳经二氧化碳压缩机加压至一定压力送入合成塔底部,合成氨车间送来的液氨经过滤器除去油泥、铁屑、触媒等杂质后经液氨泵加压至一定压力送入尿素合成塔底部。氨与二氧化碳进入合成塔后,在高温高压作用下自塔底部向上流动,同时进行尿素的合成反应,此过程中尿素的合成油两个反应过程完成,此反应在温度160~230℃、压力在10~25MPa的条件下进行,经过一定的停留时间,反应后生成一种熔融物,由合成塔的顶部排除,经减压阀降至一定压力,再送入下一步处理。尿素的生成时一个复杂的反应过程,受压力、温度、组分等多种因素的影响,所以尿素合成塔的工作环境十分复杂、工作条件十分苛刻,必须根据设备生产能力及相应的生产系统选择具体适宜的工艺条件。图1为尿素合成塔结构示意图。
图1
1 尿素合成塔的特点
尿素合成塔的工艺条件决定它有以下的一些特点。
(1)操作温度很高,塔体级内件应具有耐高温的要求。尿素合成反应在160~230℃的温度范围内进行,内壁衬里及堆焊层一般采用在中温环境中有较好力学性能且耐腐蚀性极强的不锈钢。
(2)操作压力很高,塔体应该符合高压容器的要求。尿素合成都在高压下进行,壳体必须有足够大的厚度来保证筒体的强度。
(3)尿素合成中的原材料单独存在对不锈钢和钛材没有显著的腐蚀,而尿素合成反应中尿液的腐蚀性能却很强,为防止内筒和衬里泄漏,塔体都设有检漏系统,检漏系统见下图,其作用是如果里衬泄漏,能通过检漏通道即时把渗漏出来的介质排放出去,防止腐蚀介质队高压塔体的腐蚀,避免恶性爆炸事故的发生。所以检漏系统是衬里式尿素塔的一个重要组成部分。检漏系统一般由检漏管、检漏孔和检漏通道三部分组成。
2 尿素合成塔的检验要求
由于尿素合成塔的工艺条件有以上的几个特点,所以我们对尿素合成塔的检验有以下的规定。
(1)由于尿素合成塔的结构比较简单,一般只要停车就可以进行检验。所以应按检验周期的要求进行定期检验。对安全状况等级为1~2级的,每三年至少进行一次全面检验;对于安全状况等级为3级的,在每个停车检修时,须进行全面检验,且检验周期不得超过18个月。
(2)在进行全面检验时,应认真检查尿素合成塔的运行记录特别是开停车记录,同时应将合成塔的外保温层全部拆除,采取有效的检验检测方法,对内、外表面进行严格检验。对外层板检验发现裂纹的,应当剥开已发现裂纹的层板,继续检查下一层板。需要更换板层的,应当由具备相应压力容器制造资格或维修资格的单位进行。
(3)除了对尿素合成塔的定期检验外还应进行在线检漏。目前大多数化肥生产企业采用蒸汽对尿素合成塔进行日常检漏,在检修时采用氨渗漏法对内表面进行检漏。而且应当采用不具有腐蚀性的气体进行日常检漏,杜绝采用氨渗漏法对内表面进行检漏。
(4)对于其使用年限有以下规定,对于尿素合成塔来说,目前安全状况等级为3级或采用15MnV钢板作为包扎层板的尿素合成塔,使用年限不得超过15年;因特殊情况暂时无法更换的,应要求每年进行一次全面检验,但使用期限不得超过20年。采用16MnR或强度级别低于16MnR材料作为包扎层板的在用尿素合成塔,原则上使用年限不应超过20年;使用超过20年的尿素合成塔,应按《容规》第133条规定,缩短检验周期,并保证其安全状况等级为1级或2级,使用年限可根据检验报告确定。
3 尿素合成塔的检验方法
根据尿素合成塔的使用条件,其检验方法又分为以下两方面。
3.1 外部检验
(1)检查设备外表面(能看到的部分),检查防腐层是否完好,对塔壁表面的腐蚀情况、锈蚀深度、分布位置绘制简图详细记录。
(2)检查设备基础
①用水泡仪测定基础是否下沉,按方位选定4点记录标高数值逐次对比。检查基础上有无裂纹,如果发现裂纹应将裂纹编号,用油漆标出,并在其上加石膏标注,以测定裂纹是否扩展。
②检查基础螺栓的锈蚀情况及螺栓与螺母的紧固情况。要求螺栓的锈蚀程度不危及设备的安全使用。
③检查安全阀、压力表、温度计的使用情况,确认其参数符合工艺要求。如在停车时,还需对它们进行校验。
④停车时,需对与容器相连的管道、管件表面进行检查,并确定其厚度。
3.2 内部检验
检验时需拆除保温,重点注意在内外塔壁、内件、衬里、焊缝及连接处的情况。具体内容如下。
(1)外部检验时的全部项目。
(2)宏观检查。通过目视或借助放大镜进行内壁腐蚀及使用状况的宏观检验。如有怀疑部位,可进一步做磁粉检测或渗透检测。
(3)用放大镜检查筒体和焊缝,应特别注意筒体上的密封承压面及隅角处有无裂纹。
(4)对内筒或衬里进行壁厚测定。详细记录测厚点,对壁厚异常部位和最小壁厚处应做尺寸定位,以便在下一个检验周期测算腐蚀速率。
(5)在塔内壁上、中、下三个部位视情况各选若干点,进行硬度测定。
(6)用内径千分尺测量塔内径,并用深度游标卡尺或焊缝检测尺测量腐蚀深度。
(7)对于尿素合成塔来说,需进行铁素体含量的测定。一般要求所有连接焊缝上铁素体含量应小于2%(尿素级316L),堆焊焊缝上的铁素体含量应小于0.6%(尿素级316L)。
(8)每两个检验周期内需至少进行一次塔内壁含碳量或铁素体含量的测定。
(9)对筒体环焊缝及结果对接焊缝进行超声检测,重点检查已发现缺陷处和可疑处。
(10)对与塔体相连的高压管进行端口内壁观察,并测其外径、内径及壁厚,同时进行部分磁粉检测。
(11)对高压螺栓进行外观检查,视情况做进一步磁粉或渗透检测。
(12)检查检漏孔是否有堵塞、积污等现象。
(13)设备本体若发现缺陷(如裂纹、腐蚀严重等),经用机械方法进行消除后,塔壁如有减薄,应进行强度校核。
4 尿素合成塔的检验重点及常见问题
在尿素合成塔的检验过程中常见的问题及检验重点有以下两方面。
4.1 壳体环焊缝及衬里(内筒)连接部位
大中型化肥企业使用的尿素合成塔筒体广泛采用多层包扎及多层热套筒体的环焊缝形式。而且近年来,多胶片多增感法射线检测技术能够解决大厚度差、大宽容度的检测问题。所以在出厂制造这个环节基本能够保证其焊缝质量。
由于合成塔长期处于高温高压、可能的超温超压以及强腐蚀介质的公况下,在使用过程中,特别是再服役一个检验周期后,塔体环焊缝及衬里(内筒)连接部位容易出现裂纹、制造过程中焊接缺陷扩展形成的裂纹、层板端部开裂进而形成的网状裂纹。如果这些缺陷不能及时发现并作出应对和处理措施,裂纹长大或进而贯穿整个环焊缝,将可能造成泄漏、爆炸,导致设备损坏、生产瘫痪、人员伤亡等不堪设想的后果。
塔体环焊缝的坡口形式如图U形坡口,坡口面由手工堆焊层覆盖,厚度为2~3mm。在用设备在1和2两部位容易产生裂纹。
4.2 尿素合成塔衬里
尿素合成塔安全运行的首要问题是解决好塔内衬里或堆焊缝的腐蚀问题。如果衬里或堆焊层一旦被腐蚀穿透,壳体会很快被甲胺液迅速腐蚀,造成严重后果。所以对衬里或堆焊层的检验以及对发现的缺陷采取积极有效的应对措施,延长衬里的使用寿命,对合成塔有着极为重要的意义。
(1)奥氏体不锈钢在使用中的主要危险是局部腐蚀,对应力腐蚀也较为敏感,并且均与晶间腐蚀相关。衬里处于高温高压和强腐蚀介质作用下,很难免出现大面积均匀腐蚀,但应对局部腐蚀如蚀坑(针孔腐蚀)、刀线腐蚀、微观裂纹等缺陷特别注意,因为这些缺陷很容易想深度方向发展,甚至穿透衬里层,导致泄漏。对于均匀腐蚀,检查中需注意两点:一是全面检查衬里、堆焊层和焊缝表面的颜色、粗糙程度,对局部异常区域做详细记录;二是对衬里层或堆焊层做全面超声或电磁测厚。局部腐蚀应着重检查蚀坑和刀线腐蚀,这两种腐蚀对衬里或堆焊层的危害极大。对蚀坑一般情况下不做处理,严重时采取补焊措施。检验中应对刀线腐蚀区域深度做认真测量,并做详细的记录,深度超过一定范围要采取补焊措施。
(2)裂纹是最具危害性的缺陷,在短时间内会穿透衬里或堆焊层。一旦发现裂纹,应做打磨处理,打磨深度超过一定范围需要采取补焊。缝隙腐蚀会导致泄漏事故的发生,如果发现较为严重的腐蚀情况,需制定有效的修补方案,最好是在有此类经验单位的帮助下进行现场修补。对于缺陷的修补措施一是凡打磨的衬里或堆焊层表面用双氧水或不锈钢钝化膏做钝化处理;二是坑蚀、刀线腐蚀严重部位及裂纹部位,均需用角向磨光机打磨形成坡口,根据衬里或堆焊层材料选用相应焊条,采用手工氩弧焊进行补焊,焊接时应尽量减少热影响区。
参考文献
[1]固定式压力容器安全技术检测规程.
[2]压力容器定期检验规则.
[3]GB-150.1~150.4-2011《压力容器》.
[4]关于进一步加强尿素合成塔生产使用检验工作的通