
浅析湿法无纺布壁纸制造工艺
2012-12-31 13:19:22李晓春
中国造纸学报 2012年1期
王 莉 李晓春 朱 明
(河南工程学院,河南郑州,450007)
湿法无纺布是水、纤维和化学助剂在专门的成形器中脱水而制成的纤维网状物,再经物理或化学加工处理后获得的具有布的外观和某些性能的非织造布。它起源于长纤维造纸技术,沿用了许多造纸工艺和设备,而且与纸的外观和某些性能非常相似,更确切地说应该称“无纺纸”。无纺布壁纸产品源于欧洲,从法国流行,是新一代环保材料,称为“会呼吸的壁纸”,具有防潮、透气、柔韧、质轻、不助燃、易分解、无毒无刺激性[1]、色彩丰富、耐用、抗擦洗、可循环再用、生产速度快等特点,成本仅比纯纸壁纸稍高,是一种市场潜力巨大的壁纸,目前在国内只有极少数厂家生产,主要依赖进口。本文主要介绍了湿法非织布壁纸的制造工艺,以此为国内壁纸生产提供参考。
无纺布壁纸有两种类型,一种是通体无纺布壁纸,另一种是纯纸表层和无纺布基层相结合的壁纸,本文重点研究通体无纺布壁纸。通体无纺布壁纸采用湿法加工工艺,其制造工艺流程为:原料选择→悬浮液制备→湿法成形→干燥、热轧加固→印花、轧花→积料裁切、卷取包装。
1 原料选择
无纺布壁纸的原纸是由植物纤维和合成纤维混抄而成,但为获得透气性好、强度高、尺寸稳定性好、不发霉发黄、无毒环保且易加工的壁纸,纤维原料选择时应考虑以下几方面。
(1)纤维长度与分布 纤维长度大,可以提高非织造布的强度,一般在25mm以下,纤维长度与直径之比大于300的纤维应占纤维总质量的50%以上,且长度分布范围尽量窄;
(2)纤维线密度 在相同面密度条件下,采用细度小的纤维,可获得强度较高的无纺布,纤维细度应为0.1~0.5dtex;
(3)纤维卷曲度 一定的卷曲度可保证成纤维形时的抱合力,能获得较好的手感和弹性;
(4)纤维的湿模量 纤维湿模量越大,在水中的刚度越大,越易湿法成形,应选用高湿模量的纤维,如麻、聚酯纤维、聚丙烯纤维等;
(5)纤维中应含有低熔点热塑性纤维 此纤维可作为黏合纤维,利于热黏合加固成网,如低熔点聚丙烯纤维。
因此,湿法无纺布壁纸通常采用纤维如植物纤维(棉、麻)、聚酯纤维、聚丙稀纤维等,各种纤维的配比视壁纸性能要求而定,如强调壁纸的环保及手感就以植物纤维为主,增强壁纸的强度就需增加低熔点的黏接纤维含量。
除了主体成分纤维之外,制造无纺布壁纸还需化学助剂(过程助剂和功能性助剂),过程助剂有分散剂、消泡剂、防腐剂、网部清洗剂等;功能性助剂有湿强剂、干强剂、色料(染色壁纸)和阻燃剂等。选择助剂时除了考虑助剂的主要功能,还要考虑环保性。
例如,分散剂很重要,因为湿法无纺布壁纸原料中的合成纤维是疏水性纤维,长度比传统造纸用植物纤维长得多、憎水性强、游离度高、不容易细纤维化、纤维交织不好,因此需要添加分散剂。常用的分散剂如刺梧桐、古尔胶等天然树脂胶或聚丙烯酰胺、聚氧化乙烯等。分散剂的作用机理是使浆液的黏度增高,限制纤维在水中的自由运动,同时在纤维表面形成一层胶黏剂组成的水化膜,使纤维不易相互接触及缠结,减少了纤维间的絮聚,具有良好的悬浮性,改善了纤维成形交织的能力。
2 悬浮液制备
悬浮液的制备是将纤维和助剂以水为介质制成悬浮物,利用机械力或流体的剪切力的摩擦作用,将原料充分混合并分散成单根纤维,去除杂质,制成适合湿法成形并达到产品性能要求的悬浮物,然后把此悬浮液通过输送管道送入湿法成形机中的过程。悬浮液制备的主要工艺是碎浆与打浆、净化与筛选、贮存与输送等(见图1)[2]。
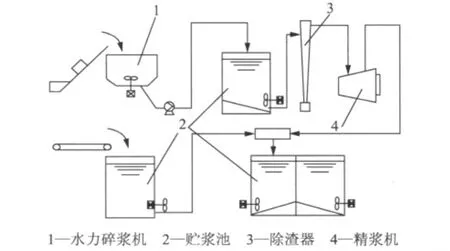
图1 湿法无纺布悬浮液制备工艺流程图
2.1 碎浆与打浆
碎浆的目的是使纤维疏解,为打浆做准备,一般采用水力碎浆机(见图2),其主要部件是装有叶片和刀片的转盘以及装有筛板和底刀的槽体。当转盘由电机带动回转时,刀片强烈地撞击与它相接触的、经过润湿的纤维束;同时叶片产生强力涡旋,在转盘轮缘周围形成一个速度很高的湍流区,接近槽体内壁处的速度较低,会产生水力剪切作用,使纤维及其他物料相互摩擦,物料得到碎解,纤维得到疏解。

图2 立式水力碎浆机示意图
湿法无纺布壁纸的打浆采用精浆机,对纤维进行疏解(为主)、压溃、帚化与纵向分丝。打浆很重要,能影响无纺布壁纸的物理性能,因为通过打浆,增加了纤维之间的结合力,破除了纤维细胞的初生壁和次生壁,使纤维细胞壁产生了不同程度的移位和变形,保证无纺壁纸具有布感、透气度大、吸收性好、撕裂度和耐破度好、尺寸稳定性好等优点,一般采用连续式锥形精浆机,以满足无纺布壁纸的长纤维打浆及连续化、自动化控制生产的要求。
2.2 净化与筛选
纸浆贮存、中转及助剂的添加在贮浆池中进行,以利于连续生产。贮浆池中的纸浆浓度一般为3%~5%,纸浆从贮浆池到上网成形,需在调节箱中调浓至0.01%~0.02%,且上网前需要净化与筛选。净化与筛选的目的是去除纤维性杂质(纤维束、木节等)和非纤维性杂质(树脂、泥沙、碎石、金属等),以提高纸浆质量和保护设备。净化与筛选要求有效地去除各种杂质,且纤维流失要最少。
2.3 输送
湿法无纺布壁纸是连续性生产,经碎浆、精浆、净化、筛选并稀释后的浆料(一般在贮浆池中)通过输送管道进入湿法成形机中的浆料流送设备中。浆料流送设备(是湿法成形的起始部分,也称流浆箱)使已被稀释到低浓度的浆料均匀地、连续不断地输送到成形网上。无纺布壁纸浆料的输送是利用搅动、加速、摩擦等,使浆流中产生流体剪切场,分布浆流并使纤维均匀分散,使上网的浆料横向流速一致,以免纤维沉积。同时要求输送管道的内壁都应光滑没有阻碍,避免出现挂浆现象。尤其是冲浆泵应具有较好的机械加工性能及对浆料流量很好的控制能力,使浆液形成湍流并保持一定的能量才能上网。
3 湿法成形
湿法非织布的成形在成形器中进行,由于成形网对纤维悬浮液的机械拦阻而沉积在网面上,水和一些细小物质通过成形网的网眼流走(脱水),随着脱水过程的进行,留在成形网帘上的错综交织的纤维层增厚,过滤速度降低,细微物质的沉积不断增加,形成均匀的湿网。
湿法无纺布壁纸成形采用斜网成形器,虽然其作用与一般造纸一样,斜网成形器使纤维悬浮液在网上逐步脱水而成网,但它的成形机理不同于一般造纸,斜网成形器纤维成形既不像长网成形器那样喷浆成形,也不像圆网成形器那样挂浆成形,而是兼容长网、圆网成形的特点,使纤维很少受到网前进方向上的外力而改变纤维的方向,仅受到在垂直方向的较大的真空抽吸力,使纤维处于充分悬浮状态,无明显的方向性,纤维均匀分布,成纸纵横向拉力比较小(1.1~2.8)∶1。所以斜网成形器能在较小区域内使浆料大量脱水(流浆箱内纸浆浓度一般为0.01%~0.02%,上网浓度为0.1%~1.0%,离网时湿纤维网的干度为10%~20%)并垂直沉积,形成纤维均匀分布的湿网。
斜网成形器的结构形式很重要,例如,成网帘的倾斜角度以10°~15°为好,成形区长度根据纤维脱水难易来设计(难脱水纤维的成形区应长些),以保证网区具有较大的横截面,快速脱水,并且成形工艺采用循环水路,能大大节约能源。斜网成形器的结构如图3所示[2]。成形器既影响网部的脱水能力(总脱水量约96%,非织布的脱水与成形同时进行),又影响无纺布壁纸的定量、厚度、强度、紧度、匀度、透气度及其他方面的性能。
4 干燥、热轧加固
湿法成形后,纤维网需加固,湿法无纺布壁纸的加固宜采用热轧法加固。热轧法的原理是利用高分子材料(合成纤维)具有热塑性的特点,当加热到一定温度后部分纤维软化、熔融,变成具有一定流动性的黏流体,冷却后使纤维相互黏结在一起而固化。操作时在无纺布湿法成网后,首先经干燥使纤维网具有一定的强度,然后采用热轧方法(纤维网通过热轧辊,温度根据热熔纤维的熔点决定),使纤维网中的低熔点热融纤维热熔并相互连接轧薄而直接加固成布,一种典型的热轧无纺布生产线如图4所示。热轧辊的表面一般需进行镀铬处理、渗氮处理等,以防止粘连。无纺布壁纸采用光辊与光辊组合热轧。热轧时在纤维交叉点处黏合,产生“面黏合”结构,黏合点多,壁纸较密实、表面光滑平整。
热轧前干燥使用接触式烘缸干燥,升温时加热不能过快,否则会破坏湿法无纺布壁纸的结构,引起纤维间结合力下降,从而影响壁纸的物理强度。无纺布壁纸的干燥速度主要取决于烘缸内部蒸汽性质及干燥部通风能力。干燥过程中需不断排除烘缸内的空气和冷凝水,并保持烘缸内外表面的清洁,促使烘缸传热正常,才能提高干燥效率。
5 印花、轧花
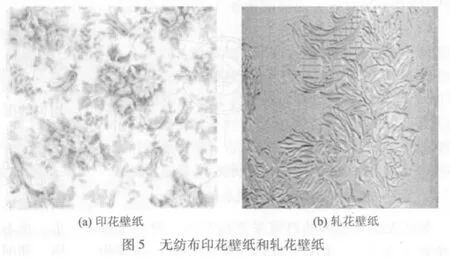
经过热轧加固的无纺布壁纸一般具有良好的印刷适性,为增强表面装饰性,需进行印花或轧花加工(见图5)。


5.1 印花
印花就是通过印刷工艺在无纺布壁纸表面产生丰富多彩的花纹图案,增强其观赏性,提高产品档次与附加值。壁纸印花的传统方式是凹版印刷或丝网印刷,但现在应采用环保的柔性版印刷。
柔性版印刷是使用柔性印版,通过网纹传墨辊传递油墨的印刷方式。柔性版是一种树脂型的凸印版,具有柔软可弯曲富于弹性的特点,肖氏硬度一般在25~60,对印墨的传递性能好,属于轻压力印刷,承印材料广泛。印刷时使用无污染、干燥快的水性环保油墨,适应高速多色的印刷(印刷速度一般高于凹印机)。由于使用高质量的树脂版、陶瓷网纹辊等材料,使印刷精度已达到175线/in(1 in=2.54cm),并且具有饱满的墨层厚度,使产品层次丰富,色彩鲜艳,满足包装印刷的要求,其醒目的色彩效果往往是平版胶印所不能达到的,它兼有凸版印刷的清晰、胶印的色彩柔和、凹印的墨层厚实和高光泽、制版速度快(约5h)、制版成本低(约是凹版制版费用的1/15)、耐印率高(耐印率在50万印到几百万印)、设备成本低(只是同色组凹印机投资的30%~50%)、适用材料广泛、操作维护简便等特点。目前美国柔性版印刷的市场份额在软包装印刷领域占70%,已成为包装印刷的主流[3]。
5.2 轧花
对于染色后的无纺布壁纸,可采用轧花工艺使壁纸表面产生有凹凸感的花纹图案,如图5(b)所示。对于印刷后的壁纸,表面已产生五颜六色的花纹图案,成卷后即可使用,但如果进一步增强外观效果,还可采用轧花工艺进行加工。
轧花就是采用刻有花纹的压花辊,在无纺布壁纸的表面压出花纹,如木纹、布纹、石纹、云纹等,同时加强了印花花纹的立体感,改善外观,使壁纸更高贵大方,提高使用价值。轧花设备由刻有花纹的凹凸加热辊和一弹性轧辊组成,轧花时无纺布壁纸在转动着的两辊间通过,刻花辊上凸起部分与壁纸接触,纤维受到热与压力的作用而变形,经冷却定形后,即在壁纸表面留下与花辊上花纹相反的花纹图案(见图6)[4]。
6 积料检验、裁切、卷取及包装
6.1 积料检验、裁切和卷取
积料就是利用较长的平台对壁纸起到减缓走速的作用,便于工作人员对壁纸表面瑕疵进行检查,发现瑕疵应立即做记号,将该部分在卷取时剔除。检验时查看壁纸外观品质、颜色、印花效果、产品直径、有无刀痕、污垢、套印精度等。

图6 轧花机示意图
裁切是通过裁切刀将壁纸裁为一定宽度或长度规格,方便使用及包装运输。裁切时裁边应平整、不毛、无损伤。裁切一般有以下3种规格[5]:
(1)幅宽530~600mm,长10~12m,每卷为5~6m2的窄幅小卷;
(2)幅宽760~900mm,长25~50m,每卷为20~45m2的中幅中卷;
(3)幅宽920~1200mm,长50m,每卷为46~90m2的宽幅大卷。
卷取就是利用卷取机按需要尺寸将产品卷成单支产品,每卷壁纸一般10m,或按照客户要求的尺寸卷取。收卷时产品的两端拉力要平衡,卷曲要齐,不能有进出的情况,避免收卷不齐。
6.2 包装
一般壁纸包有收缩膜,而宽幅成品无需收缩膜,收缩膜需用合适的型号,根据产品直径选用大中小膜,不能过大,也不能过小,包装膜收缩后要求两端平整,膜头裁切干净,膜收缩整体服帖无翻边、翘角现象。包装时必须按照产品的种类选用正确的标头,标头与产品一端必须平齐,不能松,并在标头上打印该产品型号、批号。最后按照壁纸类型选用合适大小的包装箱包装入库,装箱时须选用该产品品种规定的纸箱、型号,在纸箱上刻印产品型号、批号、箱号时要求字体端正清晰,避免装混。
[1]余 勇.无纺布壁纸引领壁纸生态潮流[J].中国纤检,2010(5):72.
[2]郭秉臣.非织造布学[M].北京:中国纺织出版社,2002.
[3]陈文革,蒋文燕,黄学林.柔印基础知识[M].北京:印刷工业出版社,2008.
[4]焦晓宁,刘建勇.非织造布后整理[M].北京:中国纺织出版社,2008.
[5]李 芬,陈 港.壁纸的生产工艺特性及应用[J].上海造纸,2008,39(1):47.
猜你喜欢
纺织科技进展(2021年3期)2021-06-09 08:07:14
今日农业(2020年20期)2020-11-26 06:09:20
公民与法治(2020年14期)2020-08-24 07:19:06
河北果树(2020年4期)2020-01-09 16:06:08
家居廊(2019年10期)2019-09-10 07:22:44
现代装饰(2018年5期)2018-05-26 09:09:54
电脑爱好者(2017年5期)2017-05-04 19:31:13
当代化工研究(2016年7期)2016-03-20 16:21:53
中国卫生标准管理(2015年15期)2016-01-15 02:58:42
橡胶工业(2015年8期)2015-07-29 09:22:34
