多功能绞肉机智能控制系统
2012-12-27 08:51李兰忖
食品与机械 2012年4期
李兰忖
(邯郸职业技术学院机电系,河北 邯郸 056014)
多功能绞肉机智能控制系统
李兰忖
(邯郸职业技术学院机电系,河北 邯郸 056014)
多功能绞肉机控制系统以单片机AT89C52控制技术为核心,实现了出骨、绞肉、乳化3种功能的有机结合。该系统通过硬件电路和编程软件,对不同乳化细度要求的乳化产品有程序预选功能,能够根据乳化细度要求,采用模糊PID控制技术和步进电动机细分控制技术,自动调节各台电动机的速度,并保证它们之间的联锁要求,从而使系统反应快、运行平稳,对乳化粒度实现高精度控制。
多功能;绞肉机;单片机;细分控制技术;智能控制
近年来,肉制品工业实现了高速发展,火腿肠、灌肠等肉深加工产品品种日益增多,鱼肉、鸡肉、猪肉等各种肉乳化粒度的精确度直接影响着火腿肠、灌肠等产品质量,传统的绞肉机只能实现单一绞肉功能或即使能乳化,乳化粒度大小单一且肉乳化粒度的精确度低。低功耗、控制功能日益增强,品种日益增多的单片机控制技术和智能仪表技术的飞速发展为控制系统的改造提供了有利的条件,为此本试验应用单片机控制技术,在单片机的输入端增添温度检测、乳化粒度检测的模拟量信号,通过这些模拟量实时检测信号与给定的要求信号进行比较,实现了绞肉机温度、速度、粒度的自动化与智能化控制,保证设备精准、安全、稳定运行,实现多种大小不同粒度的要求。该系统不仅具有生产过程高度自动化控制功能,按照加工产品的要求,自动控制执行对象的动作,而且具有实时监测功能和现代化管理功能,多媒体实时显示各对象的工作状态和运行过程中的数据,并依据用户的要求对生产情况进行数据统计和生产数据表格等等管理功能。经过近两年的运行实践,表明该系统性能可靠、自动化程度高、操作方便、经济效益和社会效益显著。
1 设备组成及工艺控制流程
1.1 设备组成
本试验设计的多功能绞肉机实现了出骨、绞肉、乳化3种功能的有机结合,采用模糊PID控制技术和步进电动机细分控制技术,实现多种大小不同粒度高精度的要求。多功能绞肉机设备简图见 图1。
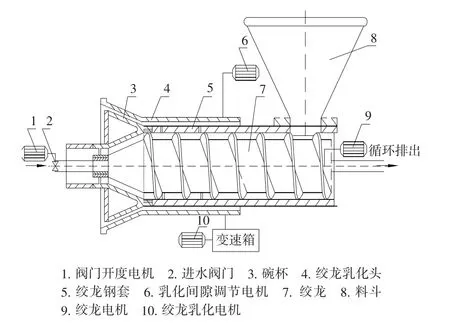
图1 多功能绞肉机设备简图Figure 1 Multifunctional meat grinder equipment diagram
多功能绞肉机由料斗、绞龙、绞龙缸套、碗杯和绞肉乳化头组成。绞龙缸套的前段的筛孔依据加工不同种类的带骨肉块选取不同的孔径,绞肉乳化头园柱段内表面铣削加出多头螺旋,形成螺旋切割刀,对从孔中挤出的肉实施切割,乳化头园锥内表面和碗杯外表面各分3段,分别开有与轴线成200°倾角的矩形槽,但中间槽的方向与首尾槽的方向相反,右端槽的尺寸与螺旋刀尺寸匹配,从右至左3段槽的尺寸依次减小,且乳化头与碗杯槽的倾向相反。绞肉乳化头与碗杯间隙通过驱动螺杆带动固定在绞肉乳化头止推轴承座上的螺母作水平直线运动来调节,其间隙的大小控制乳化粒度的大小。动力设备绞龙电机、绞肉乳化电机、乳化间隙调节电机和调节阀门开度电机分别完成绞肉、乳化、调节间隙、控制阀门开度。
1.2 工艺控制流程
首先根据加工肉块的种类,人工选取合适筛孔直径的绞龙套,安装固定好后启动系统,小块带骨肉由绞龙输送并挤压,肉从绞龙缸套的筛孔中挤出,绞肉乳化电机带动绞肉乳化头内壁螺旋刀旋转切断肉丝,被传送至锥形乳化头与碗杯间隙后,受高剪切作用而乳化,调节乳化间隙大小控制乳化粒度,乳化间隙调到最大时可实现单一绞肉功能。绞肉乳化过程中,防止肉高温变质,在绞龙空心与碗杯内通入冷却水,循环水排出管处的温度传感器实时检测温度,当温度高时,则调大进水阀的开度;温度低时,则减小进水阀的开度[1]。
2 控制系统硬件组成
系统硬件组成,如图2所示。系统以美国ATMEL公司生产的低电压,高性能、低功耗、价格低廉的8位CMOS单片机AT89C52为核心,为了扩展I/O口,扩展一片可编程的键盘显示接口芯片8279、一片A/D转换芯片ADC0809、一片可擦除编写的EPROM2716、多片D/A转换芯片DAC0832和一片可编程并行接口芯片8155。根据要访问的地址,芯片的片选信号为低电平则选中相应的芯片[2]。
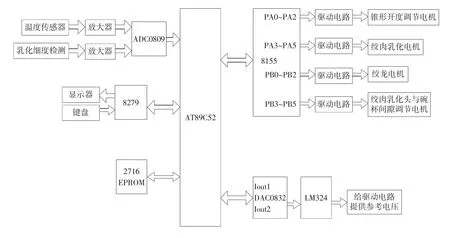
图2 多功能绞肉机控制系统硬件组成Figure 2 Multifunctional meat grinder control system hardware composition
为提高产品质量,保证乳化精度,4台动力设备均采用了步进电动机。步进电动机接收到1个脉冲,就会旋转1个脉冲对应的角度,定位精度高、无位置累积误差。步进电动机区别于其它电机的最大特点通过脉冲信号来控制,是数字电机,即有脉冲时只要置相应的输出端为1;无脉冲时只要置相应的输出端为0,由此可见脉冲分配很容易通过软件来实现。由于步进电动机的驱动电流较大,单片机的I/O驱动能力有限,为此步进电动机与单片机之间要增加驱动电路。为防止步进电机运行时振荡,在此采用了细分电路电源,缩小步进电机步距角的脉宽调制(PWM)式细分驱动电路,见图3。该驱动电路由光电耦合电路、功放电路和脉宽调制电路3部分组成。脉宽调制电路是把单片机D/A转换芯片DAC0832输出的模拟电流信号,经运算放大器转换成电压信号,此电压作为脉宽调制电路中电压比较器同相输入端参考电压。功放电路中采样电阻上测得的电压信号和同相输入端参考电压进行比较,当检测电压大于参考电压时,电压比较器输出为低电平,使D触发器输出端为低电平,将使功放管截止,反之,使功放管导通。脉宽调制电路的目的是在采样电阻上得到与D/A转换器模拟输出电压一致的电压,这样保证电机绕组上的平均电流满足要求。通过对功放管通断时间的控制,即电机绕组上的平均电流要求大时,就要增加功放管的导通时间;电机绕组上的平均电流要求小时,就要缩短功放管的导通时间。由于电机绕组是一个感性负载,电感性负载的特点电流不能突变,阻碍电流的变化,而且脉宽调制电路的调制频率较高,一般大于20kHz,因此,虽然不是连续通电,即时通时断的脉冲工作方式,但电机绕组中的电流还是较平稳的。脉宽调制式细分驱动电路的控制精度高,工作频率稳定,多用于综合驱动性能要求较高的场合。

图3 脉宽调制(PWM)细分驱动电路Figure 3 Pulse width modulation(PWM)subdivision drive circuit
3 主要控制内容
多功能绞肉机智能控制的目标:在确保生产过程安全稳定运行的前提下,按照乳化细度的要求生产出多种合格的高精度的乳化产品,同时保证系统具有较快的速度、设备效率高,降低劳动强度和生产成本。该控制系统的主要控制内容如下。
3.1 程序预选功能
键盘操作画面,如图4所示。画面上,各矩形方框都相当于一个按键,如按下系统运行后,单片机循环扫描各按键,当检测到某键按下时,并把键值存入8279芯片FIFORAM中,并保护现场,读键值,执行已编好了键盘处理程序。即用手触摸“肉”这个方框后,执行“肉”这个按键的键盘处理程序,即肉加工程序。系统程序包括公共程序和肉、粗、较粗等多种乳化细度要求的加工程序。通过跳转指令执行相应程序,如选择肉,就会跳过其它乳化细度等级加工程序只执行肉加工程序。依此类推。
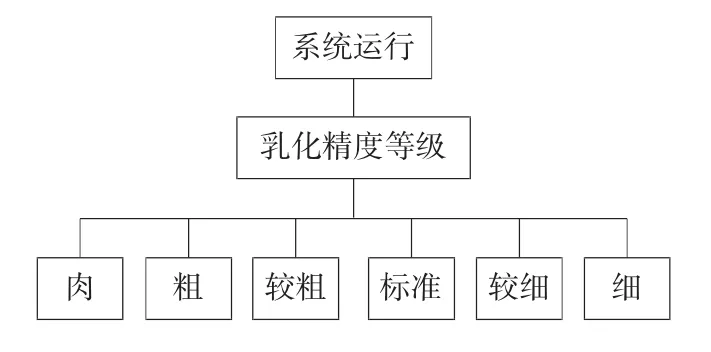
图4 键盘操作画面图Figure 4 Keyboard screen graph
3.2 步进电机细分控制技术
细分控制技术通过细分电路电源的软件编程和脉宽调制(PWM)式细分驱动电路的硬件设备来实现[3]。脉宽调制(PWM)式细分驱动电路的工作原理已介绍,细分控制技术关键是如何提供给细分驱动电路不同大小的参考电压,也就是如何把合适的数据传送给D/A转换芯片DAC0832的数据输入端,下面就重点介绍数据的确定过程。
细分电源的目的是给步进电动机绕组提供阶梯电流,阶梯等级由细分数来确定,在此采用了16细分,即将原来的一步分成了16步来完成,如图5所示。三相步进电机有三相单三拍、三相双三拍和三相六拍3种工作方式,在此选择稳定性高的三相六拍的运行方式,其通电顺序为A→AB→B→BC→CA→A……,为保证步进电机运行平稳、振动小和噪音低,将原来的一步分成了16步,矩形波的上升沿和下降沿用阶梯电流,阶梯电流的大小应与步进电机的矩频特性相吻合,为此阶梯电流采用线性和正弦组合的方式。额定电流值对应数字量最大值255,电流为0时对数字量最小值0,阶梯电流对应数字按式(1)、(2)计算。
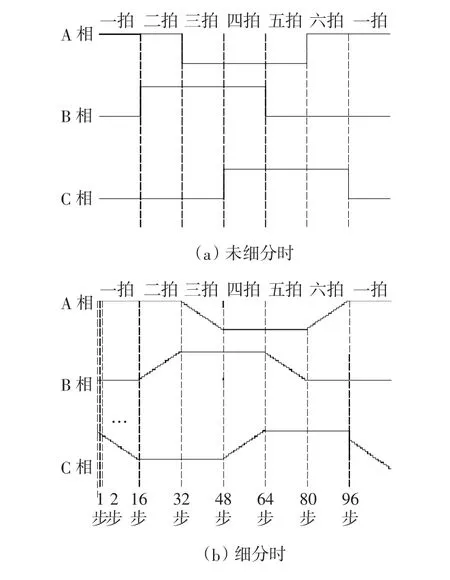
图5 三相六拍式步进电机各相绕组电流波形Figure 5 Six beat three-phase stepping motor phase winding current waveform

式中:
n——在该拍中的步数。
将上述数据存在于一个EPROM中,各相在一周期六拍内所需数据96个,三相六拍所需数据96×3=288个,本系统中4台步进电机共需数据288×4=1 152个,选用容量为2k×8即2048B的EPROM芯片2716。EPROM中数据存放顺序为3组数据依次交叠存入,即EPROM中的数据依次为A相第1个数据,B相第1个数据,C相第1个数据,A相第2个数据,B相第2个数据,C相第2个数据,……直到A、B、C三相的第96个数据,如图6所示。控制电机运行时,将三相的数据1同时传送到各自的D/A转换芯片DAC0832中转换,软件判断三相的数据只要不为零,就将相应的驱动口置1。由图6可知,A相数据和C相数据不为零,将驱动A相绕组的PA0和C相绕组的PA2置1,只要为零就将相应的驱动口复位;B相数据为零,将驱动B相绕组的PA1复位。隔一定的时间,通过定时器来实现,将三相的数据2同时传送到各自的D/A转换芯片DAC0832中转换,……直到将三相的第96个数据,接着传送三相的数据1、2,这样周而复始地进行[4]。
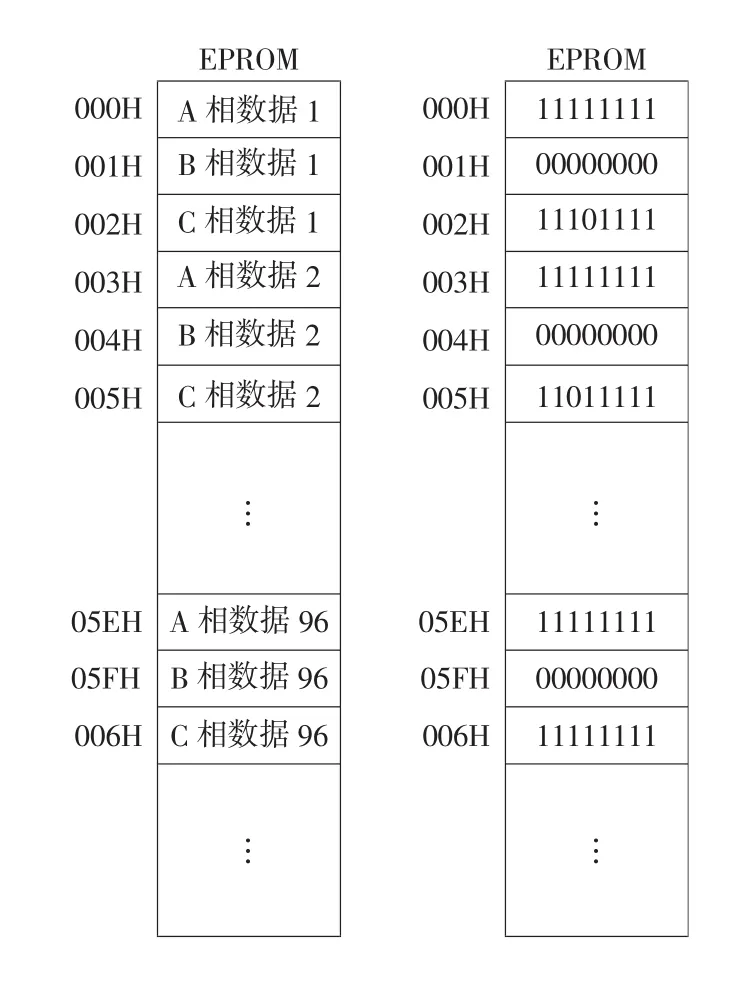
图6 EPROM中存放的数据Figure 6 The data stored in EPROM
3.3 温度控制
防止高温肉变质,实时检测温度。为保持恒温,采用了智能PID模糊控制[5],以温度偏差值(温度检测值与给定值之差)e和温度偏差变化率△e为智能PID模糊控制的输入变量。根据e和△e的大小将其值进行模糊化,均分成负大、负中、负小、零、正小、正中、正大共7个模糊状态,然后采用模糊推理方法对比例系数kp、积分系数kI和微分系数kD这些PID参数进行在线调整,根据调整后的参数计算出锥形阀开启度的变化量,从而确定调节阀门开度的步进电机的速度与转动步数。软件编程中已存储上不同大小的开启度变化量所对应的步进电动机的速度与转动步数,通过查表程序查到的该电机的速度,再依据它计算每拍的时间,从而改变定时器的初始值,即改变了向D/A转换芯片传送不同数据的间隔时间。
3.4 乳化细度控制
对某一细度要求的乳化产品,为保证精度和提高效率,刚开始加工时锥形乳化头与碗杯间隙调到最大(细度不同,最大值不同),绞龙电机和绞肉乳化电机速度由慢到快,沿一定的曲线调节,到一定的时间(转动一定步数)时,自动调节锥形乳化头与碗杯间隙调到中间值,绞龙电机和绞肉乳化电机速度调快的幅度增大,并沿某一曲线速度由慢到快,到一定的时间(转动一定步数)时,自动调节锥形乳化头与碗杯间隙调到最小,绞龙电机和绞肉乳化电机速度跟随调快,直至满足细度要求。各电动机的速度主要取决于每拍的时间,每拍的时间靠定时器的软件编程来改变,只要改变定时器的初始值,就可以方便地控制每拍的时间。
除此之外,鉴于锥形乳化头与碗杯间隙大小是影响乳化精度的一个重要参数,笔者根据多年经验,编制了多种乳化产品对应的最大、中间、最小间隙值的对应表和查表程序,当发现乳化精度不满足要求时,随时变更该表数值。
4 结束语
本控制系统以单片机控制技术为核心,实现了出骨、绞肉、乳化3种功能的有机结合,综合应用现代先进的自动化技术进行设计[6],在硬件中增加脉宽调制式细分驱动电路,并配合软件提供细分电源,从而使步进电动机步矩角减小,运行平稳,振动小,精度高。软件设计可根据需要方便地改变定时器的初始值,就可以方便地控制每拍的时间和改变各步进电动机的速度。该系统较好地控制了各台电动机速度之间的联锁要求,实现了温度、速度的智能化控制,实现了多种乳化细度的高精度控制。除此之外,当乳化品种需增多时,可方便地改变软件来实现,系统灵活性和扩展性强。
1 曹乐平.多功能自动绞肉机设计[J].食品与机械,2006,22(2):77~80.
2 房小翠,王金风.单片机实用系统设计技术[M].北京:国防工业出版社,1999:145~148.
3 徐志跃,文招金,陈伟海.基于FPGA的两相步进电机细分驱动电路设计[J].电气传动,2008,38(4):98~102.
4 曹嘉伟.基于单片机控制的步进电机调速系统[J].电子世界,2011(7):104~108.
5 李可军,赵建国,玛忠才.可控串补(TCSC)模糊变结构控制器[J].山东大学学报,2003(1):115~119.
6 曹晓泉,岳文闻.一种新型无压力控制系统[J].食品与机械,2011,27(2):80~84.
Multifunctional meat grinder control system based on grey forecast
LI Lan-cun
(Handan College of Profession and Technology,Handan,Hebei056014,China)
The multifunctional meat grinder control system is in the center of microcontroller AT89C52control technology,has realized the organic combination of three kind of functions of boning,grinding and emulsifying.The system pre-selects the program for different degrees emulsifying product by the programming software and hardware circuit,and can automatically adjust each motor’s speed to ensure their interlocking requirements by applying the fuzzy PID control technology and stepping motor subdivision technology according to emulsion fineness requirements.So the system responds quickly and runs smooth,and has realized the high accuracy control of the emulsifying granularity.
multifunctional;meat grinder;microcontroller;subdivision technology;intelligent control
10.3969 /j.issn.1003-5788.2012.04.043
李兰忖(1968-),女,邯郸职业技术学院副教授,硕士。E-mail:llc0186@163.com
2012-02-20
猜你喜欢
哈尔滨铁道科技(2020年4期)2020-07-22
华人时刊(2020年23期)2020-04-13
建材发展导向(2019年13期)2019-08-24
电子制作(2019年7期)2019-04-25
照明工程学报(2016年3期)2016-06-01
专用汽车(2016年9期)2016-03-01
电测与仪表(2015年12期)2015-04-09
专用汽车(2015年2期)2015-03-01
电测与仪表(2014年1期)2014-04-04
电测与仪表(2014年14期)2014-04-04