
MBR技术在纯碱厂废水处理中的应用
2012-12-23 01:37王建民于江梅
纯碱工业 2012年1期
张 亮,王建民,于江梅
(山西省阳煤丰喜肥业(集团)股份有限公司 稷山分公司,山西 运城 043200)
MBR技术在纯碱厂废水处理中的应用
张 亮,王建民,于江梅
(山西省阳煤丰喜肥业(集团)股份有限公司 稷山分公司,山西 运城 043200)
通过对膜生物反应器(Membrane Bio-Reactor,简称MBR)的工艺路线、设计原理、处理效果的介绍及成功运行的分析和讨论,既指出此工艺的优势也对其存在的问题进行了探讨。
纯碱厂废水;污水处理;MBR
近年来,随着经济的发展,社会的进步,不少地区水质受到环境污染的威胁在增加,使得水资源紧缺的现象越来越普遍。为此,给水排水工作者和技术专家们一如既往地为获取高质量的饮用水和有效控制水体污染而努力,提高水处理的技术水平,以适应环境和发展的需要。其中MBR膜生物反应器是20世纪60年代发展起来的一种新型高效的污水生化处理工艺[1]。在短短的几十年里,MBR技术经历了分置式、错流式和浸没式膜生物反应器3个阶段,其中,浸没式膜生物反应器是21世纪公认的最有发展前途的环境治理技术之一[2],也是目前处理高浓度废水[3]和污水中水回用[4]的理想技术。
我公司综合生产能力:合成氨6万t/a,纯碱18万t/a,氯化铵20万t/a,为山西省最大的纯碱制造企业。在生产过程中,造气循环水、合成循环水、脱硫循环水等工段会定期排出一定数量的废水,水中的污染物以氨氮、氰化物、硫化物以及COD等污染物为主,且浓度较高,为了企业的可持续性发展,公司于2008年斥资1 500多万建造了1座污水处理厂,日处理废水3 600m3。
1 MBR膜生物反应器处理工艺
在污水处理、水资源再利用领域,膜生物反应器(MBR),是一种由膜分离单元与生物处理单元相结合的新型水处理技术,最早出现在20世纪70年代,迄今已有30年的历史,目前在世界范围内得到了广泛应用。其作用原理:首先通过活性污泥来去除水中可生物降解的有机污染物,然后采用膜将净化后的水和活性污泥进行固液分离。MBR是活性污泥法中的一种,是利用生物反应槽(曝气槽)内含微生物菌群的活性污泥吸附水体中的有机污染物,并以其为营养物质或增殖材料,使水体中的有机污染物分解达到净化废水的目的。浸没式MBR处理技术是将吸入泵、曝气器和生物反应池为一体式的最新膜生物反应器,膜组件直接放于生物反应器中,膜内流速由空气的搅拌提供。对有机物、氨氮浓度高的废水,采用前置式反硝化生物脱氮工艺(A/O工艺),与浸没式MBR工艺结合,将弥补传统A/O工艺的不足。
本工程使用的膜为抗污染的PVDF中空纤维膜,膜孔径在0.4μm左右,能够截留住活性污泥以及绝大多数的悬浮物,得到清澈的出水。为了使得膜能够连续长期稳定的使用,在中空丝膜的下方以一定强度的空气不断对膜进行抖动,既起到为生物氧化供氧的作用,又防止活性污泥附着在膜的表面造成膜的污染。
2 工艺技术路线
废水首先经过细筛网隔除废水中的悬浮物和杂物后流入调节池,均衡水质水量,然后用泵打入沉淀池进行固液分离,上清液流入MBR处理池,MBR处理池设计为A/O处理系统:在前段,进水与后段的回流水充分混和进行生物反硝化脱氮,在后段进行生物降解和硝化,同时加碱补充氨氮硝化所消耗的碱度,处理后水直接排放。工艺流程见图1。主要设备见表1。

图1 废水处理工艺流程图
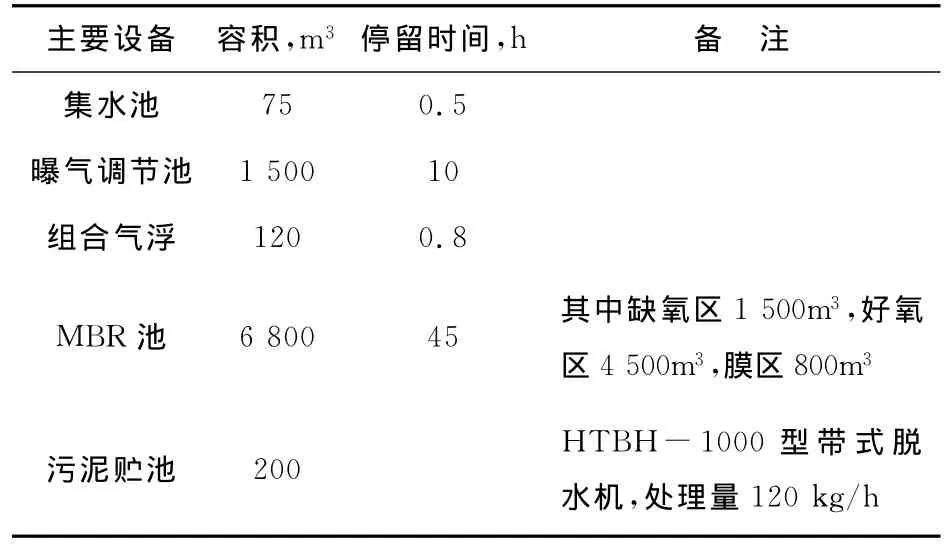
表1 主要处理设备
3 设计原理
生化反应池为一体化构筑物,包括缺氧池(A池)、好氧池(O池)和膜生物反应池(M池)[5]。A池和O池的A/O工艺主要用来去除水中的氨氮,然后采用MBR膜生物反应器将净化后的水和活性污泥进行固液分离。A/O工艺采用硝化和反硝化反应,在A池的厌氧条件下,反硝化菌将硝酸盐氮)和亚硝酸盐氮)还原为氮气,反应式为:


4 MBR处理工艺的出水水质
联碱厂产生的工业废水,经过废水处理工段处理后,出水水质已完全符合GB8978-1996《污水综合排放标准》中一级标准的要求,处理效果见表2所示。

表2 处理效果一览表
5 MBR膜生物反应器运行总结
1)在废水生物处理中,微生物最适宜的温度范围一般为16~30℃,最高温度在37~43℃。夏季由于气温较高,使得进入调节池的水的温度提高到46℃左右,严重影响了微生物的生存环境。为了保障其正常的运行,我们在调节池顶加了1套喷水抽气降温装置,使得进入调节池的水温降低到37℃左右,保障了微生物的生化处理效果。
2)曝气池内的溶解氧控制在大于3mg/L,出口处的溶解氧最好控制在2mg/L左右较为适宜。因为溶解氧过高,除了能耗增加外,高速气流使池内激烈搅动会打碎生物絮粒,并易使污泥老化。而溶解氧过低会影响絮粒内部微生物的代谢速率,影响生化处理效果。
3)高浓度的含盐废水对微生物的影响特别大。微生物的单位结构是细胞,细胞壁相当于半渗透膜,高浓度的含盐废水,盐分浓度越高,渗透压越大,微生物体内的水分子会大量渗透到体外溶液中,造成细胞失水而发生质壁分离,严重者微生物死亡。所以在纯碱系统废水盐分浓度骤然增高时,将水排入事故池暂时存放,在纯碱系统正常运行后,再用事故水泵分期加入调节池进行处理,以减少对MBR池的生物活性的影响。
4)纯碱废水中含有大量的氨氮,在硝化过程中会产生大量的H+,当废水中的碱度不能满足硝化反应的需要,会使得pH下降,抑制硝化过程的彻底进行,一方面引起(还原物)的累积,造成出水COD值偏高,另外会引起氨氮不能彻底去除,造成氨氮超标,因此必须补充投加一定量的纯碱以满足硝化反应的需要。尽管在反硝化反应过程中产生的碱度可补偿硝化反应过程中消耗的一些碱度,但是一定要控制O池中的pH在6.5~8.5之间;A池中的pH在6.7~7.4之间。
6 结 论
该废水处理工程自2008年建成运行至今,整套工程设施运行基本正常,多次监测结果表明,该处理系统工艺适合纯碱厂的废水处理系统,其投资与普通生化法基本相当,但出水水质稳定、污泥量小、占地面积紧凑,运行和管理简单,为MBR工艺处理碱厂废水提供了宝贵的工程实践。但此工艺也有一定的局限性,如PVDF膜的生产成本较高,且膜的使用寿命较短,预防膜污染及膜的再生技术还有待更进一步的研究,从经济分析上来看,膜的使用成本较高是阻碍MBR工艺获得大规模应用的最主要障碍。膜质量的提高和制造成本的降低还有待膜制造技术的进一步发展和完善。
[1] 许振良.膜法水处理技术[M].北京:化学工业出版社,2001:219~260
[2] 彭跃莲,刘忠洲.膜生物反应器在废水处理中的应用[J].水处理技术,1999,25(4):63~69
[3] Gunder P,et al.Replacement of secondary clarification by membrane separation results with plate and hollow fiber modules.Wat.Sci.Tech.1998,38(4~5):383~393
[4] 张捍民,张兴文,刘毅慧.中水回用工程的MBR系统设计[J].给水排水,2002,28(11),65~67
[5] Simon Judd.Claire Judd.The MBR Book:Principles and Applications of Membrane Bioreactors in Water and Wastewater Treatment.2006,124~160.
X 592;TQ 114.1
C
1005-8370(2012)01-07-03
2010-12-13
张亮(1980-),2008年毕业于陕西师范大学高分子化学与物理专业,发表SCI论文两篇,现在阳煤丰喜集团任职。
猜你喜欢
环境保护与循环经济(2017年7期)2018-01-22
中央民族大学学报(自然科学版)(2018年3期)2018-01-12
计算机测量与控制(2017年6期)2017-07-01
纯碱工业(2017年3期)2017-03-27
环境保护与循环经济(2017年10期)2017-03-16
中国环境科学(2016年3期)2016-02-08
纯碱工业(2015年2期)2015-02-23
应用海洋学学报(2014年2期)2014-11-26
应用化工(2014年1期)2014-08-16
应用化工(2014年9期)2014-08-10
