
PROTOS70卷烟机水松纸偏移检测装置设计
2012-12-19 08:54河南中烟有限责任公司郑州卷烟厂
河南科技 2012年18期
河南中烟有限责任公司 郑州卷烟厂 刘 畅
MAX70 接装机在正常生产中,由于多种因素的作用,MAX70 卷烟机的水松纸供给系统会造成水松纸输送过程中的内外偏移,导致内外排烟支的水松纸包裹不齐,严重影响了产品的质量。针对这些情况,经过长期实践和研究,对MAX70接装机的产品检测装置进行了完善,设计并安装了水松纸偏移检测装置,取得了一定的效果,提高了水松纸的包装质量进一步稳定和提高,减少了不合格品的产生,提升了有效作业率,降低了成本。
一、问题的提出
1.水松纸供给系统的组成。水松纸供系统给由纸盘支架、自动接纸器、供纸辊、上胶装置、切纸轮与切刀等组成。
2.故障分析。由于水松纸供给过程中只对水松纸拼接头以及断裂进行了检测,而这些检测采用的光电式检测传感器均安装在水松纸的中线部位,检测聚光点在水松纸的中间,当水松纸发生内外偏移时,检测装置依然能够检测到水松纸,进而不会触发报警程序使缺陷烟支剔除或使设备停机。虽然水松纸在传送过程中向内排或外排偏移的距离不多,但是由于烟支与切割位置相对于水松纸是固定的,在包裹到烟支表面以后,内外排水松纸的差距将是水松纸偏移量的2 倍,因为水松纸起到连接烟支与滤嘴的作用,所以严重时将导致滤嘴部位脱落。以往该缺陷完全依靠操作工实时检查,但这样会增大员工的劳动强度,而且一旦出现这种质量缺陷又未及时发现,将会浪费大量原辅料,从而导致生产成本增加。
二、设计方案及原理
1.检测装置的组成。在上胶装置与胶后加热器之间安装两个光纤传感器,对通过导向轮支架进入胶后加热器的水松纸边沿进行检测,此时水松纸通过最后一个导向辊进入胶后加热器,并在吸风的作用下吸附在切割轮上。在两个光纤头部加装一组透镜,使通过透镜的红色光束聚集到水松纸上,通过调整透镜在光纤上的安装距离调整聚焦光点的直径,使其小于1 mm。
利用机器运行高速使能继电器使能信号为检测提供使能信号,安装机器同步脉冲传感器在MAX70 接装机定时盘接收机器同步运行信号,定时盘每旋转一周产生一个脉冲信号,机器相对应的生产出一根双长烟,同步运行信号输送至可编程控制器的高速计数器中,产生移位信号,并为可编程控制器提供移位信号,确保缺陷产品的准确剔除
可编程控制器选用西门子公司S7-200 系列CPU224 小型PLC,安装在MAX70 接装机电器控制柜内,通过其控制缺陷烟支的剔除与报警。Rrotos70 卷烟机水松纸偏移检测装置组成如图1所示。

图1 Protos70 卷烟机水松纸偏移检测的组成
2.控制原理。当设备启动后,机器高速使能继电器吸合,其常开触点闭合,此时将24 V 直流电路接入PLC 输入端,为检测提供使能信号。得到使能信号后,水松纸偏移检测开始工作,始终检测水松纸内外边沿,当水松纸向一侧偏移超过1 mm 时,另一侧的光纤传感器检测不到水松纸,此时PLC 内部中间继电器使能,与机器同步运行信号配合,移位寄存器通过移位指令和字节存储器实现移位。当光纤传感器检测不到水松纸时,在移位寄存器字节存储器的初始位内置“1”,机器同步信号作为移位脉冲每个都会使“1”向前移动一位。并且此时PLC 输出信号使一个继电器线圈得电,控制220 V 声光报警器工作,发出声光报警,提示操作工水松纸异常,操作工通过手动调节水松纸回到正确位置。在此期间由于字节存储器地址内始终置“1”,直到两个光纤传感器都能检测到水松纸时,移位寄存器地址因没有输入信号开始置“0”,这时之前所有置“1”的位都由移位信号移动设定位数,这时烟支应达到双长烟剔除工位,使PLC 输出信号激活Y4 剔除阀将有水松纸偏移缺陷的双长烟剔除。程序流程如图2所示。
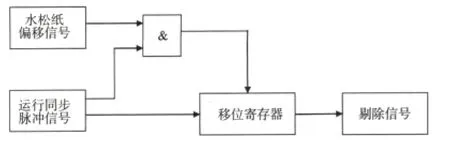
图2 程序流程
当有一侧水松纸检测不到时,PLC 内另一段程序开始进行倒计时,延时10 s 后PLC 输出信号使另一个继电器吸合,断开水松纸断检测输入线路,使MAX70 接装机发出停机信号,并在工控机上显示水松纸断红色信息,只有人工将水松纸调整回正常位置后,才会断开PLC 的输出,使卷烟机能再次启动,避免未及时调整造成的原辅材料消耗。
三、使用效果
PROTOS70 卷烟机水松纸偏移检测装置安装后,可在卷烟机不停机的情况下准确剔除水松纸偏移缺陷烟支,并可经过简单改装后安装在SUPER9 等卷烟机上。装置结构简单,实施成本低,安装简便,程序调整方便,与卷烟机运行程序互补且无相互影响,不用改动卷烟机机构,不影响设备外观,剔除准确可靠,能有效防止缺陷烟支流入下道工序,并且减少了原辅材料的消耗,降低了了操作人员的劳动强度,应用前景广阔。
猜你喜欢
中国新技术新产品(2022年24期)2022-03-24
商品与质量(2021年43期)2022-01-18
科技创新与应用(2021年17期)2021-06-29
装备制造技术(2021年12期)2021-04-23
装备制造技术(2020年4期)2020-12-25
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
数学物理学报(2020年2期)2020-06-02
船舶标准化工程师(2019年4期)2019-07-24
数学物理学报(2018年3期)2018-07-17
新商务周刊(2017年8期)2017-12-24
