
某型散货船下舵承漏水原因及优化改进措施
2012-12-18 09:03赵立震黄亚明
中国修船 2012年6期
赵立震,张 庆,黄亚明
(南通中远川崎船舶工程有限公司,江苏南通 226005)
1 漏水现象及原因检查
1.1 漏水现象
船员对舵做例行检查时,发现了舵阱处存有约几立方米的积水,同时发现下舵承不锈钢盖板边缘处有黄色的水渍。随即船员将舵阱积水排空,并将情况反馈给了该船的建造船厂,要求建造船厂尽快安排修理。
1.2 漏水原因检查
1.2.1 船员初步检查
建造船厂收到船员的反馈后,着手对漏水原因进行分析检查,因该船处于航行运营状态,船厂不便派员登船检查,于是将检查点发给船员,由船员协助进行初步检查,船员检查反馈结果如下。
1)检查每天漏水量;检查冷却水管路及法兰连接处是否漏水。反馈结果:每天的漏水量约为50 L;冷却水管路及法兰连接处未漏水。
2)检查下舵承冷却水的流量和压力,若不在标准流量范围内,立即调整到位 (标准流量为:20~200 L/h,标准压力为:0.05 MPa)。反馈结果:下舵承冷却水的流量和压力正常。
3)若调整下舵承冷却水的流量和压力后,需反馈是否还漏水。反馈结果:未做流量和压力调整,下舵承依然漏水。
通过以上检查可以判定并非冷却水的流量和压力异常造成下舵承漏水。
1.2.2 船员深入检查
排除了冷却水的问题,则需关注下舵承内部密封结构,建议船员选择船舶吃水低于8.5 m时,打开下舵承不锈钢盖板,做以下深入检查,检查措施及船员反馈结果如下。
1)打开下舵承不锈钢盖板,发现O形圈完好,树脂套上表面完好;因水密套未拆出,无法判断是否损坏。
2)观察下舵承漏水的特点,对3个可能漏水的点,进行检查,发现漏水点为C,如图1所示。
1.3 船厂原因分析
根据船员反馈的漏水点为C,船厂分析认为可能是由以下2个地方密封不良造成。
1)树脂套与水密套之间密封不良。
树脂套与水密套之间存在安装间隙或之间未涂密封胶 (图1中的乙区域),均可造成密封不良而漏水。水会从乙区域渗出,经由压环下面,从漏水点C处流出。
2)水密套与舵杆套之间密封不良。
水密套内弹簧问题 (松弛、脱落、断裂)或水密套橡胶套损坏会造成水密套与舵杆套之间存在间隙 (图1中丙区域),导致密封不良而漏水。
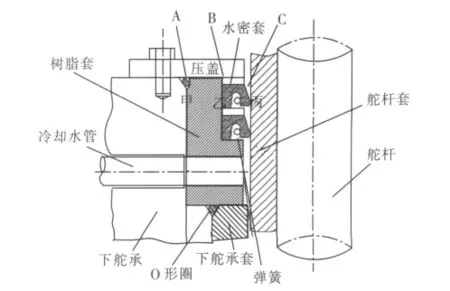
图1 漏水点为C的图纸示意图
2 维修困难和风险
为了不耽误船舶航行及减少维修成本,客观上要求必须在临时停泊码头装卸货的状态下完成维修,但存在以下困难和风险。
首先,为了确保维修安全,维修区域必须高于吃水8.5 m以上,据估算,在3人进行维修的情况下,至少需要8 h。随着各码头装卸货效率的提高,散货船停泊码头装卸货的时间大为缩短,因此很难获得机会进行船舶维修。
其次,树脂套为树脂材料,拉出时需缓慢而小心,一旦造成树脂套损坏,会造成该船不得不进坞抽舵杆更换树脂套,更换树脂套不仅耽误船舶运行,更会产生很大的维修费用。
3 维修准备
针对C处漏水点的维修,既要保证将维修风险降到最低,又要将树脂套与水密套整体抽出进行检查,做了以下准备工作。
1)船员协助。提供机会并创造维修条件,使维修区域置于水线以上;确保维修区域置于水线以上的维修时间;为节约维修时间,先行开展前期维修工作,比如将下舵承的2块不锈钢压盖的紧固螺栓提前松掉。
2)拆卸准备。因水密套嵌在树脂套内部,取出了树脂套时带出了水密套。而树脂套的上表面预留了8个用于拆卸的螺栓孔。因此,需制作专用工具来拉出树脂套。结合图纸和在船厂在建同型船实验模拟,设计人员研制出专用拉码,如图2所示,拉码共8个,用于均匀布置在树脂套的圆周上,通过循环均匀拧紧螺母,将树脂套缓慢拉出。同时还需制作卡箍卡在舵杆上,待树脂套被提起后,用绳子拴在卡箍上吊住树脂套。
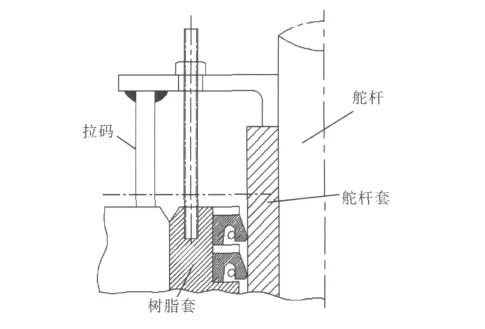
图2 拉码安装图
3)修理对策。
(1)针对图1中乙区域间隙的维修,准备足够的硅胶,用于涂以树脂套内侧或水密套外表面来消除间隙。
(2)针对图1中丙区域间隙的维修,准备水密套橡胶套2根和粘合剂,以防橡胶套损坏,采用粘合技术将橡胶套粘结起来;准备水密套内弹簧2根,以防弹簧损坏。
(3)针对图1中甲区域处的O形圈,以防O形圈损坏或弹性不足。
4 安排维修
该船恰好停靠国内某港口,船员通过调整码头装卸及调压载水的方式,提供了约8 h的时间,维修区域高于吃水8.5 m的维修条件,并先行松动了不锈钢压盖紧固螺栓。船厂按照既定方案进行登船维修,过程如下。
1)拆开下舵承不锈钢压盖,安装8个拉码,由2人按对角同时同力度循环拧紧拉码螺栓,树脂套渐渐被拔出。如图3和图4所示。安装卡箍到舵杆上,用系在卡箍上的绳子将树脂套吊起。
2)将树脂套内水密套拉出,检查弹簧及树脂套内侧,发现水密套内弹簧已经被锈断,树脂套与水密套之间硅胶涂的不均匀,其他均未损坏。
3)更换水密套内弹簧;清洁树脂套外侧及下舵承内部,去除污物。在树脂套外侧和水密套外侧均匀涂以硅胶,回装,更换位置甲处的O形圈。

图3 拉码布置图

图4 树脂套被拔出图
4)在表面涂以硅胶,盖上压盖,拧紧螺栓并点焊,维修完成。
经数月多次装卸货检查后,未发现漏水现象,问题解决。
5 原因分析
在维修过程中发现了水密套内弹簧锈断,树脂套与水密套之间硅胶涂的不均匀,原因分析如下。
1)水密套内弹簧问题。弹簧锈断导致水密套的橡胶套不能箍紧舵杆套,从而水密套的橡胶套与舵杆套之间出现间隙,在一定吃水的情况下,海水在压力作用下就会渗出。
2)密封不均匀问题。树脂套与水密套之间硅胶涂的不均匀会导致出现局部间隙,海水在压力作用下也会从间隙渗出导致泄漏。
6 改进措施
为防止再出现类似的泄漏,经研究选用无弹簧橡胶加强型水密套,结构型式如图5所示,加强的橡胶具备较强的弹性,可满足紧固密封的要求。另外,在施工工艺中增加了均匀涂密封硅胶的要求。将改进措施应用于后续船舶,经检验证明效果良好。

图5 无弹簧橡胶加强型水密套
[1]刁玉峰.船舶舾装工程[M].哈尔滨:哈尔滨工程大学出版社,2007.
猜你喜欢
五金科技(2020年4期)2020-09-23
科技视界(2020年26期)2020-07-12
船海工程(2020年6期)2020-01-03
船舶标准化工程师(2019年4期)2019-07-24
人民调解(2019年2期)2019-03-15
作文周刊·小学一年级版(2019年44期)2019-01-08
中成药(2017年10期)2017-11-16
中国建筑防水·悦居(2017年7期)2017-09-07
中成药(2017年4期)2017-05-17
学苑创造·A版(2017年4期)2017-05-13
